Трудность изготовления капиллярных трубок для термометров и т. и. заключается в том, что в них требуется ограниченная минимальными допусками точность размеров сечения капиллярого канала, измеряемого не только десятыми, но часто даже сотыми долями миллиметра, причем для измерения приходится пользоваться специально построенными для этой цели микроскопами.
Для получения капиллярной трубки пользуются тем свойством, что рубчатое стеклянное тело определенного сечения, будучи растягиваемо в размягченном состоянии по продольной оси, сохраняет относительные размеры в сечении. Поэтому, приготовив так называемый „набор (стекломассы) с сечением, увеличенным по сравнению с потребной капиллярной трубкой, но с тем же отношением наружного диаметра канала, какое нужно ПОЛУЧИТЬ в изготовляемом капилляре, „набор растягивают настолько, чтобы был достигнут заданный наружный размер трубки; тогда в отношении капиллярного канала получается более или менее точный результат, зависящий от объясненного выше свойства „набора сохранять при растягивании относительные размеры в сечении.
Для получения надлежащего результата необходимо строгое выполнение всех размеров как в сечении, так и в длине набора, который должен иметь точную форму цилиндра, причем его канал должен быть совершенно прямым, с одинаковым по всей длине набора сечением и с осью, совпадающей с осью набора.
Предлагаемые способы изготовления канала набора имеют целью получение совершенно прямого цилиндрического канала, диаметр которого поддается непосредственному измерению при изготовлении.
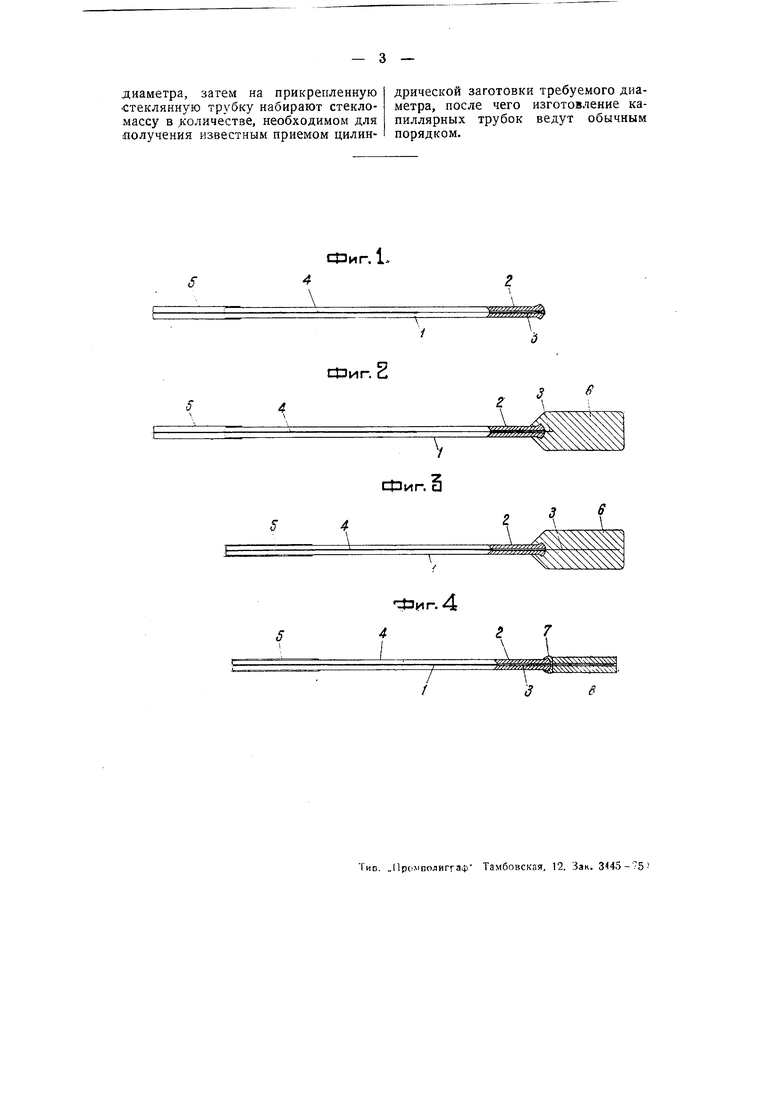
На схематическом чертеже фиг. 1 изображает продольный разрез трубки со штифтом для прокола канала в стекольном наборе; фиг. 2 и 3 - способ прокола канала; фиг. 4 -видоизмененный способ.
Для прокола канала в стекольном наборе применяют стальную трубку / (фиг. 1) с обычным наборным концом 2, но содержащую в себе подвижной стальной хромированный или
нихромовый штифт 5 диаметром, соответствующим диаметру требуемого канала, и прикрепленный к стержню 4, проходящему через всю полость стальпой трубки 1 и оканчивающемуся рукояткой 5. При обычном положении штифт 5 скрыт в глубине наборного конца 2 трубки, а рукоятка 5 сдвинута с холодного конца трубки на соответствующую длину; когда рабочий помощью рукоятки 5 подвигает стержень 4 в трубку до отказа, щтифт 3 выдвигается из отверстия наборного конца 2 на величину, равную длине набора, обратным же движением рукоятки штифт втягивается внутрь наборного конца. Рукоятку 5 закрепляют на неподвижной части трубки настолько жестко, чтобы при набирании cтeклoмatcы можно было производить обычное при этом вращение всей трубки.
Изготовление набора 6 (фиг. 2) производится со втянутым штифтом, который применяют при первом набирании стекломассы для прокола начальной части канала при температуре стекломассы, исключающей прилипание к ней щтифта; последующие набирания стекломассы производят без применения щтифта, которым в последний момент обработки набора, которому придают надлежащий наружный диаметр, производят прокол в стекломассе канала на всю длину Щтифта (фиг. 3) и быстрое его извлечение, после чего набор без какойлибо дальнейшей обработки идет на обогревание и вытяжку из него капиллярных трубок, так как в дальнейшем происходит деформация свободно растягивающегося при обогревании Iia6opa и уменьшение наружных размеров его, сопровождающееся пропорциональным уменьшением канала, с сохранением установленного отношения.
При видоизмененном способе предварительно обычным ручным способом вытягивают толстостенные (10, 15 Л1М и больше) трубки, снабн енные в случае надобности эмалевой полоской, с каналом. Вытянутые трубки разрезают на куски, равные длине будущего набора, из которого предполагается производить вытяжку капиллярных трубок; рассортированные по размеру канала нарезанные куски трубок подвергают отжигу и хранят до употребления в дело под названием „заготовок, которые перед выработкой капиллярных трубок обогревают до температуры размягчения наружного слоя.
На трубку 1 со втянутым штифтом набирают определенное количество стекломассы, которую обрабатывают в форме лепки 7 Гфиг. 4) путем центрирования ее на плитке или применением ножниц или клещей определенного профиля; при подходящей вязкости стекломассы нажатием на щтифт 5 прокалывают отверстие в центре лепки 7 и затем штифт втягивают обратно. При соответствующейтемпературе лепки рабочий выдвигает штифт до отказа и разогретую заготовку отверстием надевает на штифт и, прижимая, соединяет с лепкой 7;если лепка застыла, ее предварительно обогревают при втянутом штифте.
Когда лепка 7 настолько крепко держит заготовку 8, что последняя не изменяет приданного ей положения, производится набор на заготовку стекломассы погружением ее в бассейн печи, причем штифт уже втянут в трубку, после чего изготовление капиллярных трубок ведется обычным способом.
Предмет изобретения.
1.Способ изготовления капиллярных трубок для термометров и т. п., отличающийся тем, что на конец металлической трубки с выдвижным штифтом набирают соответствующее количество стекла, придают ему известным приемом форму цилиндра определенного диаметра, затем путем выдвижения штифта прокалывают в набранной цилиндрической заготовке осевой канал, после чего процесс изготовления капиллярных тру.бок ведут обычным порядком.
2.Видоизменение способа по п. 1, огличающееся тем, что на конец металлической трубки с выдвижным штифтом набирают стекло в количестве, достаточном лишь для прикрепления надеваемой на щтифт стеклянной трубки с каналом определенного
диаметра, затем на прикрепленную стеклянную трубку набирают стекломассу в ; оличестве, необходимом для получения известным приемом цилиндрической заготовки требуемого диаметра, после чего изготовление капиллярных трубок ведут обычным порядком.
сриг. 1.
сриг. S
T77nff fff,
4Шип 3
2 , f.
.,.A..
-Фиг. 4
