Изобретение относится к оптической и электронной промышленностям, в частности к элементам волоконной оптики и микроканальным усилителям. Изобретение может быть использовано при изготовлении гибких и жестких одномодовых и многомодовых световодов и преобразователей, спеченных волоконно-оптических пластин (ВОП), волоконно-оптических инверторов (поворотников), фоконов и микроканальных пластин (МКП) и других волоконно-оптических элементов и микроканальных структур, содержащих световедущую сердцевину, одну или несколько оболочек, изготавливаемых из стекла или полимеров.
Волоконно-оптические элементы: гибкие и жесткие одномодовые и многомодовые световоды и жгуты волокон, преобразователи, спеченные волоконно-оптические пластины, волоконно-оптические инверторы (поворотники), фоконы и микроканальные пластины и другие волоконно-оптические изделия состоят из единичного волокна или группы параллельно регулярно уложенных единичных волокон, состоящих из сердцевины, изготавливаемой из стекла или полимера с одним показателем преломления, и оболочки, изготавливаемой из стекла или полимера с показателем преломления меньшим, чем у сердцевины. Во многих ВОЭ применяются дополнительные экранирующие оболочки из окрашенного стекла или оболочки из растворимого стекла, которые удаляются в процессе изготовления, например, гибких жгутов волокон травлением. Микроканальные пластины формируются из двухслойных волокон, в которых сердцевина изготавливается из растворимого стекла.
Известные способы изготовления единичного волокна заключаются или в вытягивании волокна из двойных или тройных тиглей через фильеры непосредственно из жидкой стекломассы, или наиболее распространенный способ при изготовлении оптического волокна и МКП - “штабик-трубка”, заключающийся в вытягивании единичных волокна из комплекта, составленного из трубки или нескольких трубок, вставленных одна в другую, в последнюю (внутреннюю) из которых вставлен штабик.
Известен способ изготовления волокна из фильер см., например, патенты США № 4193782, С 03 В, 37/02, 03.18.1980; № 4217123, С 03 В, 37/02, 08 12.1980 г.
Недостатком этих способов является то обстоятельство, что вытягивание волокна необходимо вести в высокотемпературной области вязкостей, при которых происходит повышенная взаимодиффузия стекол сердцевины и оболочки, что значительно ухудшает н световодные свойства волокна. Кроме того, тигли и фильера должны быть изготовлены из дорогостоящего материала - платины.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления единичного волокна из комплектов "штабик - трубка", который можно считать классическим в технологии производства оптического волокна и МКП, см. патент США № 5.015.909, Int. C1. С 03 С, 3/108, U.S.C1. - 313/103 R. 14.05.1991 г.
По известному способу единичное волокно изготавливается следующим образом: сначала изготавливают трубку и штабик, штабик вставляют в готовую трубку и полученный таким образом комплект нагревают до размягчения в печи и вытягивают единичное двухслойное волокно. Единичные волокна набирают в пучок-пакет, повторно нагревают и вытягивают многожильное волокно, которое спекают в блок.
При всех его достоинствах этот способ обладает рядом существенных недостатков, ограничивающих его применение. Во-первых, сложность изготовления высокоточных трубок для оболочки, которые во многих случаях приходится изготавливать механическим путем, высверливанием отверстия в штабике, что является малопроизводительной и дорогостоящей операцией, требующей специального оборудования. Изготовление трубок непосредственно из жидкой стекломассы также требует крупногабаритных машин и мощных плавильных агрегатов. Во-вторых, сложность или в некоторых случаях невозможность изготовления штабиков и трубок специального профиля, который необходимо придать первичному волокну. В-третьих, необходимость иметь крупногабаритные заготовки штабиков и трубок.
Задачей настоящего изобретения является упрощение изготовления волокон со сложным профилем оболочки и сердцевины, повышение экономичности - уменьшение затрат материалов и трудоемкости, универсализация процесса и расширение области применения способа на все виды волоконных и микроканальных структур.
Поставленная задача решается за счет того, что в способе изготовления волоконно-оптических элементов и микроканальных пластин из стекла и полимеров, который включает вытягивание единичных световодов, перетягивание одножильных световодов в многожильные и сверхмногожильные, спекание и прессование многожильных световодов в блоки и их механическую разделку, из штабиков круглой или прямоугольной формы, изготовленных из стекол для сердцевины и для оболочек волокна, раздельно вытягивают стержни одинакового или взаимосогласующегося различного сечения 0,4-6 мм. Затем из стержней набирают пакет, имеющий круглую или многогранную, например шестигранную форму сечения, при укладке формируют внутреннюю структуру будущего единичного волокна по форме и соотношениям размеров сердцевины и оболочек. Затем из набранного пакета вытягивают элементарное единичное волокно размером от 5 мкм до 5 мм, причем при вытягивании для лучшего сплавления стержней из стекла сердцевины и оболочек пакет вакуумируют, таким образом формируют единичное волокно с одной или несколькими монолитными световедущими сердцевинами, окруженными одной или несколькими оболочками. Полученные таким "беструбочным" способом элементарные волокна является либо готовой продукцией, либо перерабатываются далее по известным технологическим схемам. Единичное волокно используют для сборки второго пакета для вытягивания многожильного волокна (МЖС). И если требуется получение элементов с большим разрешением, из МЖС повторно собирается пакет для вытягивания сверхмногожильных световодов (СМЖС). Многожильное или сверхмногожильное волокно разрезают на куски размером 40-100 мм, укладывают в форму и прессуют блок. Блок разрезают на пластины, из которых изготавливают или волоконно-оптические элементы, или заготовки микроканальных пластин. Исходные стержни из стекол могут быть вытянуты также из жидкой стекломассы фильерным способом и уложены в пакет в пакет, имеющий квадратную форму сечения или многоугольную форму сечения.
Причем единичное волокно может иметь несколько световедущих сердцевин с формой сечения, отличной от формы сечения единичного волокна, например многоугольную при круглой форме единичного волокна или квадратную при шестигранной форме единичного волокна.
При вытягивании пакета для лучшего спекания стержней и предотвращения образования пузырей на границах спекания стержней в нем создается вакуум не менее 0.4 атм.
Существенным отличием и преимуществом предлагаемого способа является то, что для осуществления формирования элементарного световодного волокна не требуется изготовление точных трубок и массивного штабика для сердцевины. Другим преимуществом способа является то, что можно формировать любой профиль сердцевины и оболочек как по размеру, так и по конфигурации, которые при применении вакуумирования образуют сплошную оптическую среду, образно говоря, метод позволяет рисовать структуру элементарного световода как мозаичную картину. Повышается экономичность, т.к. можно изготовить волоконный элемент из малого количества материала, нет потерь стекла, как при изготовлении трубок, когда более половины стекла высверленной внутренности заготовки теряется. Значительно уменьшается трудоемкость, т.к. целиком исключается энергоемкий процесс изготовления трубок. Большим преимуществом способа является его универсальность, он применим для изготовления практически всех видов волоконных элементов и микроканальных структур.
Изобретение иллюстрируется чертежами, которые включают следующие данные.
На фиг.1 показана схема получения исходных единичных стержней из стекол сердцевины и оболочек, где 1-4 - исходные заготовки из стекол сердцевины и оболочек, 5 - печь прямого нагрева, 6 - механизм вытягивания, 7 - исходный стержень.
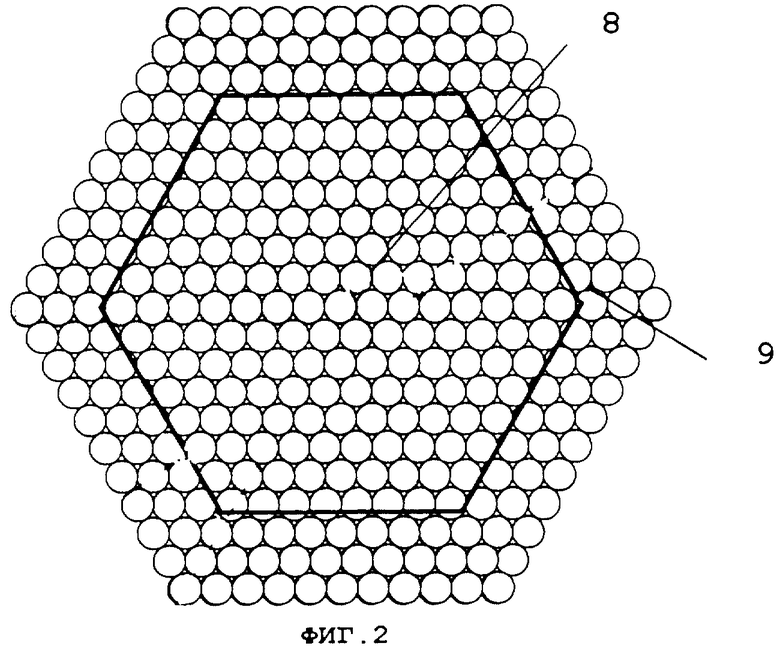
На фиг.2 показан поперечный разрез блока, уложенного из стержней круглого сечения в пакет шестигранного сечения, где 8 - сердцевина, 9 - прозрачная оболочка.
На фиг.3 показан поперечный разрез блока, уложенного из стержней шестигранного сечения в пакет шестигранного сечения, где 8 - сердцевина, 9 - прозрачная оболочка, 10 - окрашенная поглощающая оболочка.
На фиг.4 показана схема перетягивания пакетов в элементарное единичное волокно или в многожильное волокно, где 11 - пакет, 5 печь прямого нагрева, 12 - вакуумный насос, 6 - вытягивающий механизм, 7 - готовый одножильный или многожильный световод.
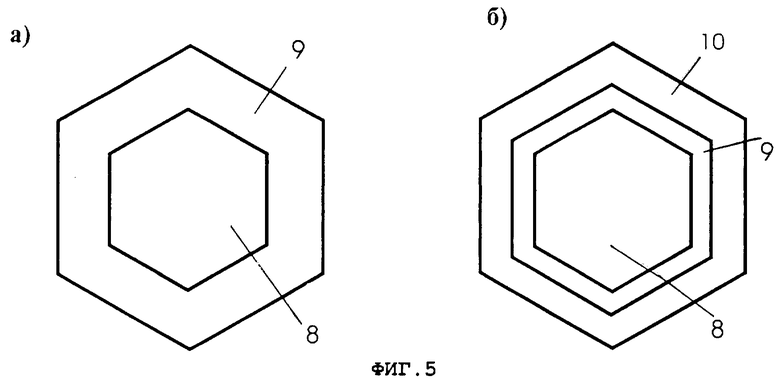
На фиг.5-а показан поперечный разрез элементарного единичного волокна с одной оболочкой, а на фиг.5-б - с двумя оболочками, где 8 - сердцевина волокна, 9 - прозрачная оболочка, 10 - окрашенная поглощающая оболочка.
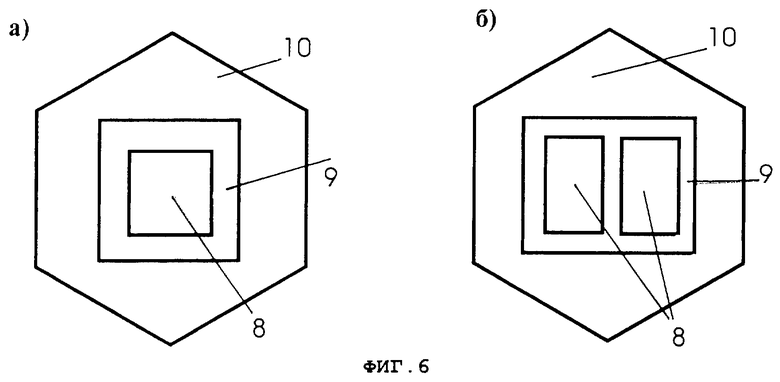
На фиг.6-а показан поперечный разрез элементарного единичного волокна с одной квадратной - и на фиг.6-б) - с двумя прямоугольными световедущими сердцевинами, где 8 - сердцевины, 9 - прозрачная оболочка, 10 - поглощающая оболочка.
Пример 1. Для получения исходного единичного волокна для изготовления гибкого многомодового световода согласно фиг.1 круглые штабики стекол сердцевины 1 с показателем преломления 1.6, и оболочки 2, с показателем преломления 1.48, помещают в печь 5, разогревают до температуры вытягивания стекла - 800°С и вытягивают с помощью машины 6, дроты 7 диаметром 0.6 мм. Дроты 7 укладывают по фиг.2 в пакет шестигранного сечения с размером апофемы 30 мм, причем, из стекла сердцевины выкладывают сердцевину 8 и из стекла оболочки оболочку 9. По фиг.4 пакет 11 помещают в печь 5, нагревают вторично до температуры размягчения 800°С и вытягивают с помощью машины 6 единичный элементарный световод 7 размером 0.6 мм. При вытягивании пакет 11 для лучшего спекания стержней и предотвращения образования пузырей вакуумируют с помощью вакуумного насоса 12. Поперечный разрез элементарного световода показан на фиг.5-а. Световод имеет сердцевину 8, окруженную одной оболочкой 9 из прозрачного стекла. Из полученного таким образом элементарного волокна набирают гибкий жгут по принятой технологии - виброукладкой.
Пример 2. Для получения исходного единичного волокна для изготовления волоконно-оптической пластины согласно фиг.1 круглые штабики из стекол сердцевины ТБФ 10-1, с показателем преломления 1.81 прозрачной оболочки ВО50 2, с показателем преломления 1.48 и темно-экранирующей оболочки ВТО73М 4 помещают в печь 5, разогревают до температуры размягчения стекла соответственно до 730°, 790°, 795° и вытягивают с помощью машины 6, дроты 7 диаметром 0.6 мм. Дроты 7 укладывают по фиг.3 в пакет шестигранного сечения с размером апофемы 30 мм, причем из стекла сердцевины выкладывают сердцевину 8, из стекла прозрачной оболочки - оболочку 9 и из стекла поглощающей оболочки - оболочку 10. По фиг.4 пакет 11 помещают в печь 5, нагревают вторично до температуры размягчения 795° и вытягивают с помощью машины 6 единичный элементарный световод 7 размером 0.6 мм. При вытягивании пакет 11 для лучшего спекания и предотвращения образования пузырей вакуумируют с помощью вакуумного насоса 12. Поперечный разрез единичного элементарного световода показан на фиг.5-а. Световод имеет сердцевину 8, окруженную первой оболочкой 9 из прозрачного стекла и вторую оболочку 10 из экранирующего стекла. Единичное волокно используют для сборки второго пакета по принятой технологии для вытягивания многожильного волокна (МЖС). И если требуется получение элементов с большим разрешением, из МЖС повторно собирается пакет для вытягивания сверхмногожильных световодов (СМЖС). Многожильное или сверхмногожильное волокно разрезают на куски размером 40-100 мм, укладывают в форму и прессуют блок. Блок разрезают на пластины, из которых изготавливают волоконно-оптические пластины.
Пример 3. Для получения исходного единичного волокна для изготовления микроканальных пластин по фиг.1 круглые штабики из растворимого стекла сердцевины МКС3 3, и активного стекла МКО404 4, обладающего вторичной эмиссией электронов при восстановлении его в водороде, помещают в печь 5, разогревают до температуры размягчения стекла 795°С для МКС 3 и 712°С для МКО404 и вытягивают с помощью машины 6, дроты 7 диаметром 0.6 мм. Дроты 7 укладывают по фиг.2 в пакет шестигранного сечения с размером апофемы 30 мм, причем из стекла растворимой сердцевины выкладывают сердцевину 8, из активного стекла оболочку 9. По фиг.4 пакет 11 помещают в печь 5, нагревают вторично до температуры 795°С и вытягивают с помощью машины 6 единичный элементарный световод 7 размером 0.8 мм. При вытягивании пакет 11 для лучшего спекания и предотвращения образования пузырей вакуумируют с помощью вакуумного насоса 12. Поперечный разрез единичного элементарного волокна показан на фиг.5-а. Волокно имеет растворимую сердцевину 8, окруженную оболочкой 9 из активного стекла. Единичное волокно используют для сборки второго пакета по принятой технологии для вытягивания многожильного волокна (МЖС). Многожильное или сверхмногожильное волокно разрезают на куски размером 40-100 мм, укладывают в форму и прессуют блок. Блок разрезают на пластины, из которых изготавливают заготовки для микроканальных пластины.
Приведенные на фиг.1-6 примеры наглядно демонстрируют, что использование предлагаемого способа изготовления волоконно-оптических элементов и микроканальных структур упрощает изготовление световодов со сложным профилем оболочки и сердцевины. Повышает экономичность - уменьшает отходы материалов и снижает трудоемкость, т.к. по известному способу ОЖС изготавливаются из высокоточных полированных трубок и штабиков, которые изготавливаются механической обработкой. Налицо универсализация процесса и расширение области применения способа на все виды волоконных и микроканальных структур. Например, изготовить волокно с двумя квадратными сердцевинами по фиг.6-б), используя традиционный метод "штабик-трубка" в принципе возможно, но экономически нецелесообразно, т.к. пришлось бы изготавливать квадратную трубку и квадратные штабики для сердцевины и треугольные для темной оболочки, что потребовало бы специального оборудования и больших трудозатрат.
Процесс для полимеров - идентичен по всем операциям. Отличие состоит лишь в том, что используют температуры вытягивания соответственно температурам размягчения полимеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОРАССЕИВАЮЩЕГО ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ) И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2015 |
|
RU2583892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕГУЛЯРНЫХ ВОЛОКОННЫХ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2002 |
|
RU2244328C2 |
| ОДНОМОДОВОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2247414C2 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ | 2000 |
|
RU2199140C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ | 1991 |
|
RU2010774C1 |
| СПОСОБ СБОРКИ РЕГУЛЯРНЫХ ГЕКСАГОНАЛЬНЫХ ВОЛОКОННЫХ И КАПИЛЛЯРНЫХ СТРУКТУР | 2003 |
|
RU2252198C2 |
| ФОТОННО-КРИСТАЛЛИЧЕСКОЕ ЭЛЕКТРООПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2397516C2 |
| СПОСОБ ФОРМИРОВАНИЯ РЕГУЛЯРНОЙ ГЕКСАГОНАЛЬНОЙ ВОЛОКОННОЙ СТРУКТУРЫ (ВАРИАНТЫ) | 2002 |
|
RU2210795C1 |


Изобретение относится к оптической и электронной промышленностям, в частности к элементам волоконной оптики и микроканальным усилителям. Изобретение может быть использовано при изготовлении гибких и жестких одномодовых и многомодовых световодов и преобразователей, спеченных волоконно-оптических пластин (ВОП), волоконно-оптических инверторов (поворотников), фоконов и микроканальных пластин (МКП). Способ изготовления волоконно-оптических элементов и микроканальных структур позволит упростить процесс изготовления волокна со сложным профилем сердцевины и оболочки, обеспечивает уменьшение затрат материалов и снижение трудоемкости. Способ включает вытягивание единичных световодов, перетягивание одножильных световодов в многожильные и сверхмногожильные, спекание и прессование многожильных световодов в блоки и их механическую разделку. Из штабиков круглой или прямоугольной формы, изготовленных из стекол или полимеров для сердцевины и для оболочек волокна, раздельно вытягивают стержни одинакового или специально взаимосогласующегося различного сечения 0.4-6 мм. Затем из стержней набирают пакет, имеющий круглую или многогранную, например шестигранную, форму сечения, формируют при укладке внутреннюю структуру будущего единичного волокна по форме и соотношениям размеров сердцевины и оболочек, затем из набранного пакета вытягивают элементарное единичное волокно размером от 5 мкм до 5 мм. При вытягивании для лучшего сплавления стержней из стекла сердцевины и оболочек пакет вакуумируют, формируют единичное волокно с одной или несколькими монолитными световедущими сердцевинами, окруженными одной или несколькими оболочками, которые используют для сборки второго пакета для вытягивания многожильного волокна, из которых прессуют блоки для изготовления волоконно-оптических или микроканальных пластин. 1 н. и 6 з.п. ф-лы, 6 ил.

| US 5015909 A, 14.05.1991.SU 1193950 A1, 10.05.1996.SU 1551666 A1, 20.11.1997.EP 0559567 A1, 04.03.1993.WO 00/02221 A3, 13.01.2000. |

