лнтсйном деле вопросы усадки и рос.та (расширения) металлов и технических сплавов имеют исключительное значение. Вес исследования в этой области как в СССР, так и за границей показывают, что изменение ироцеитного соотношення комноиентов, входящих в какой-либо техиический силав, неизбежио вызывает и изменение усадки или роста последнего. В иро1 зводствснных условиях литейных и,ехо1 эти изменеиия замечаются весьма часто, так что общепринятые старые устаиояки литейи),иков. иапрпмер, что чу1ун дает Р/о усадки, сталь и т. д., )№ удовлетворяют техническим требованиям иастояп1,его времени. Необходимо знать и легко определять все колебания усадки и роста металлов, примерно., так ж.е, как это имеет место в онределении темиературы. Предлагаемый прибор дает возможность быстро и достаточио точно определить усадку н рост любого металла или техиического силава в условиях каждой литейной.
Приведем некоторые данные, полученные с иредлагаемым прибором ио онределеиию усадки железоуглеродистых сплавов. Чугун с содержанием углерода 3,, кремния l., марганца 0,57V, фосфора 0,540/0 и серы 0,, залитый
при температуре 1290, дает усадку . Цилиндровый чугун с содержанием общего углерода 3.55/о, кремния 1,, марганца 0.59/о, фосфора 0,44/о, сч}ры 0.025/о, залитый в прибор при то-й же темп(фатуре, т. е. при 1290, дает нокаь занно усадки - :1,. Ковкий чугун с содержанием общего углерода 3,59%, кремния 0,, марганца 0,21о/о, фасфо1)а 0,11 /о, серы-следы-даст иока;)ание усадки 2,040/0.
Из приведенных нрпмеров видно, что с умеиьнгением процентпого содержания кремипя в железоуглеродистых сплавах увеличивается усадка и наоборот. Разумеется, на усадку влияют н изменения нроцеитного содержания прочих химических элементов, как-то: марганца, серы, фосфора и общего углерода.
Таким образом, наличие ирибира для определепия усадки п роста металлов позволит каждой литейиой поставить сравнительпый коптроль качества металла непосредственно перед заливкой, в чем и состоит цель, преследуемая предлагаемым прибором.
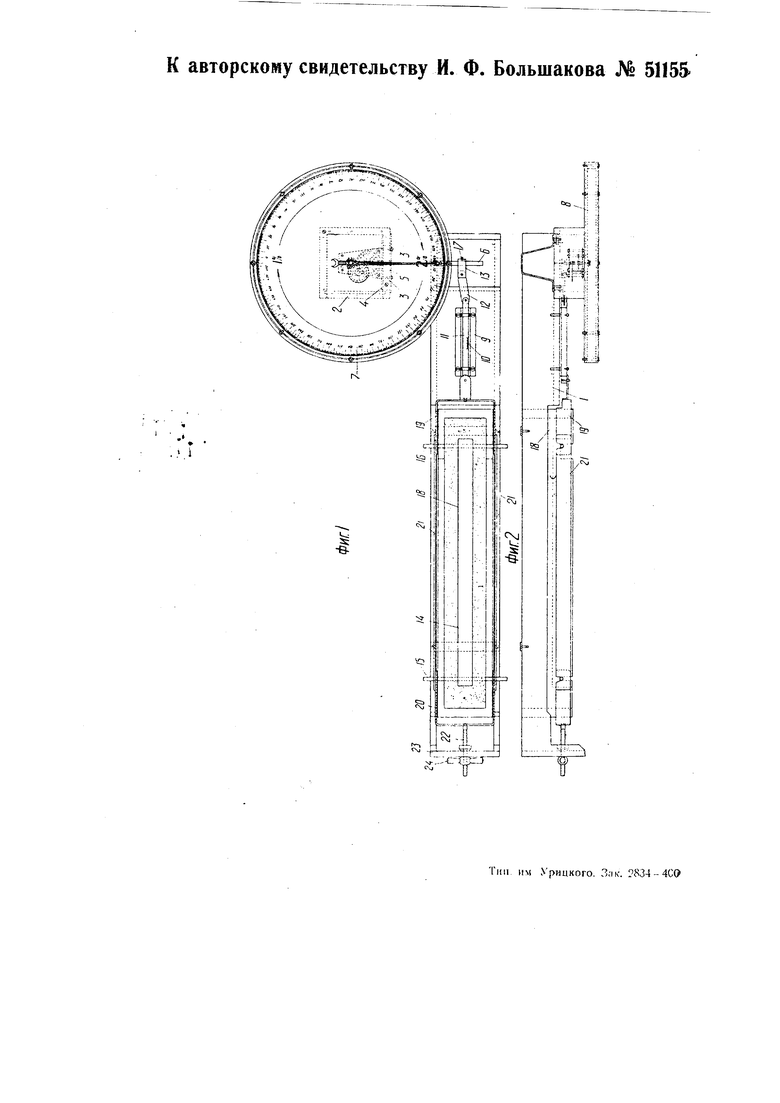
На чертеже фиг. 1 изображает вид предлагаемого прибора сверху и фиг. 2 - вид его сбоку с частичным разрезом.
Предлагаемый прибор для определения
усадкн металлов представляет собой алюМ1Ш110ВЫЙ каркао 1 в виде продолговатой рамкя о мостиком на одпом конце и выемкой для крепления деревянного ящика 2, в котором устанавливается ипдикаторный механизм. Последний располагается горизонтально п кренится к передней боковой стенке ящика крючками 3. Крючки имеют на конце резьбу. Их вставляют в отве1)стия двух железных планок 4, 5, одна из которых доллп1а быть расположена с внутрепней стороны боковой стенкн ящика, а другая-с lUieHiней стороны.
Взяв крючками корпус инднкаторнотО механизма, гайками с наруягиой стороны железной планки укрепляют индикаторный механизм на внутренней ;)Еелезиой планке передней боковой стенкн деревянного ящика. Перед тем, как укрепить механизм в деревянном ящнке прибора, необходимо с осью большой передаточной шестерни индикаторного механизма жестко скрепить один конец рычага 6, который проходит через вырез боковой стенкн де1)овянного ящнка наружу. Рычаг 6 направлен порпепднкулярно к нродол),ной оси каркаса и служит органом, приводящим в действпе индикаторный механизм. После того, как индикаторный механизм и рычаг 6 установлены, сверху ящика привертывается металлнческий циферблат 7, который имеет по окружности 1000 делений, помеченных цифрами.
Каждое деление на окружности равно отрезку дуги в 1 мм. Первые 500 деленнй полуокружпости циферблата номечеHiif жирной цифрой Р/о, вторые 500 делений полуокружности помечены . Под цифрой имеется цифра О - это нулевое положение п начало первой рнски деления. В центре циферблата проходит ось малой шесте шн нндикаторпого механизма, которая отжимается стальным волоском.
На ось малой шестерни насажена указательная стрелка. Стрелка имеет движение по часовой стрелке, когда прибор показывает усадку испытуемого металла, н против часовой стрелки, когда происходит рост - расширение металла. После того, как стрелка устаповлепа, на циферблат надевается алюминиевый обод со вставленным в него стеклом. На мостике каркаса прибора, который расположен рядом с приврепденным к каркасу деревянным ящиком 1гндйкаторпого механизма привертывается вннтамп контрольная планка 9, имеющая посредине риску 10. В выемку контрольной планкн вставляется движок 11, который может свободно перемещаться вдоль осп прибора.
Делепия. нанесенные па движке, показывают величнну пройденпого им пути в выемке коптрольной планки. Дв11.жок соединяется одним концом с нлалкой 12 посредством шнилькн. Планка соединяется, в свою очередь, с муфтой 13 рычага, 6. Означенная муфта надевается на рычаг индпкаторного механ гзма н может перемещаться вдоль него. Движв гие муфты по рычагу требуется для градуирования пределов ноказаний прибора. Это вынолпяется следующим образом. Пробпый отливаемый брусок 14 нмеет длнпу между (ггержнямп 15, 16, положим 400 мм, н нрн уса.дке его в Р/о укорачивается на 4 мм. Следовательно, требуется муфту на тяге установить в таком положении, чтобы рычаг 6, действуя на индикаторный механнзм, поворачивал стрелку так, чтобы показания на цнферблате прибора были 1% и при соответствуюпц;м двнжепнл но ко1ггрольной планке движка па расстояпне в 4 и 8 мм. Допустим, например, что двнжок в контрольной планке мы нродвннулн на 4 мм. н стрелка па нриборе не дошла до Р/о, т. е. она проигла по окружпостн только 450 делений вместо 500 делеИнй, рассчитанных на движение в 4 мм. В этом случае необходимо передвннуть муфту на рычаге (; тем, чтобы, изменяя плечо рычага, дать возможность стрелке часового мехапизма П1)ойтн полностью 500 делений но окружности, что будет соответствовать IVo при том же пере5ген1е1ппг двнжка в контрольной планке на 4 мм. Паоборот, есл)1 стрелка будет иметь опереясение, т. е. прп том же перемещении движка па расстояние в 4 мм - пройдет путь но окружпостп пе па 500 полагаемых делепий, но, допустим, на 570, то это значит, что мы должны передвинуть муфту на тяге в сторону уменьшения плеча рычага. После окончательной проверки показаний прибора муфта 6 крепится па рычаге винтом 17.
Кроме упомянутого указател1 пого устройства, прибор заключает в себе следующие разъемные детали: алюминиевую опоку 18 с выемками по бокам
для жслй;;11ых с.торжпеп 15, 16, далее, модель пробного бруска 14 сечением 25 X 35 мм f отверстиями по концам, ра -стояиир между центрами которых равно 400 мм. нероднюю п ; ад11юю скобы 19, 20 и. наконец, дво боковые контрольные планки 21.
Пробный брусок в алюминиевой опоке применяете. нижеследующим образом. В отверстия ио концам модели вставляются .железные стержни 15, 16. Затем модель укладьшается в центре оноки с/гержнями в кыемкн ио бокам носледней. После .этого онока устанавливается вместе с моделью па столе н набивается формовочной землей. Перевернув оноку моделью вверх, сначала удаляют стержни, а затем уже и (-амую модель. После удаления моделн из формы стержни вставляются снова н остаются в форме для заливки с пробным бруском. Заформованная таким способом онока устанавливается в каркасе прибора. На концы стержней 15, 16 надеваются скобы 19, 20. При е)том передняя скоба 19 соединяется е двнжком контрольной планки посредством отверстия на угольинке, скобы н круглой шнильки на конце движка, а задняя скоба 20 своим хвостовиком 22 вкладывается в выемку нротявоположной стенки 23 каркаса и крепится бараи1ком 24 снарулш.
Для того, чтобы сохранить )асстояние между осями стержней 15, 16 в форме, равное 400 м. выверяют их положение контрольными планками 21, вставляя их особыми выемами на концы стержней по обеим сторонам опоки. Контрольные планки служат также ir для установки в исходное нулевое но.:1ожеине стрелки индикаторного механизма. В этом случае они позволяют сделать необходимое перемеnte-HHe опоки в каркасе, сохраняя точность расстояния между центрами стержней 15, 16 нробпого бруска. Для этого достаточно только ослабить барангек 24 на хвостовике задней скобы-накладкя и cpHHifTb
оиоку I должном направлении.
Прибор устанавливается в литейной на ровном месте горизонтально. Металл зал гвается в открытую форму оноки прибора сверху (желательно измерять при 9ТОМ температуру). При заполнении формы металлом, стержни 15, 16 остаютс.к залитыми в концах пробного бруска. Один из залитых стержней., а именно 15 остается неподвижным, будучи зажат выемками задней скобы 20 и выемкой оиоки. Второй подвижный стержень 16 несет на себе надетую выемками иереднюю скобу 19 и передает посредством :-)той скобь все изменения усадки или роста пробного бруска посредством движка 11 индикаторному механизму, приводя |цему в двилсение указательную стрелку. Железоуглеродистые сплавы с содержанием кремния свьпие в первые моменты затвердения пробного бруска показывают расширение (интервал температуры 1130-1070). При этом стрелка нроходит несколько делений против часовой стрелки и останавливается в пределах 10-19 делений от начала исходного ее положения, что соответствует росту 0.020-0,. С момента начала усадки, т. е. сжатия пробного бруска, стрелка перемен1ается в нанравлении часовой стрелк). но угловая скорость ее вращения не одинакова н сохраняет такой характер, вообще говоря, до полного охла-.кдення пробного бруска.
И р (- д :« е т и 3 о б р е т о в и я.
Прибор длн нз герения усадки металлов с применением шарнирцо-рычажной системы для передачи смещеинй индикатору. отличающийся применением двух заливаемых в брусок нрн его отливке стерлгней 15, 16, одного неподви.жного, а другого подвижного, из которых иодвижный стержень 16 предпазначеп д,1я переда.чн смещений нри усадке индикатору.
.. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для измерения средней толщины кож | 1940 |
|
SU60064A1 |
| Контрольный прибор для отметки времени прихода и ухода служащих и рабочих со службы | 1928 |
|
SU10582A1 |
| Прибор для определения упругости хлеба | 1931 |
|
SU34802A1 |
| Контрольный прибор для отметки времени прихода и ухода рабочих и служащих со службы | 1929 |
|
SU22987A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОСТАНОВКИ ПАРОВОЗА ПРИ ЗАКРЫТОМ СЕМАФОРЕ | 1928 |
|
SU7792A1 |
| Дисковая рядовая сеялка | 1930 |
|
SU23673A1 |
| СПОСОБ СКРЕПЛЕНИЯ ПО ТОРЦУ ФЛАНЦЕВ СОСУДОВ, НАПРИМЕР КРОВЕНОСНЫХ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336037C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПРАВИЛЬНОСТИ РУЧНОГО ПИЛЕНИЯ | 1926 |
|
SU5738A1 |
| Прибор для измерения длины кинолент | 1929 |
|
SU19915A1 |
| Прибор для установки наивыгоднейшей отсечки пара в зависимости от скорости движения поезда | 1940 |
|
SU69204A1 |