Изобретение относится к области литейного производства, преимущественно, к технологии легирования отливок в литейной форме в процессе заливки и -кристаллизации металла.
Известен способ поверхностного легирования путе.м нанесения на поверхность литейной фор.мы предварительно приготовленной однородной механической смеси из ферромагнитных и неферромагнитных материалов в магнитном или электромагнитном полях.
Недостатком такого способа является то, что с повышением температуры ферромагнитные свойства легирующих материалов уменьшаются, а при достижении критической температуры исчезают; при этом наблюдается осьтание легирующего порошка, например, с вертикальных стенок, что снижает качество легирования.
С целью улучшения сцепления частиц легирующего покрытия между собой и с поверхностью литейной формы предложено до подачи порошкообразного ферромалнитного материала на рабочую .поверхность формы наносить связующее, а после подачи порошкообразного ферромагнитного .материала связующее наносят на его поверхность и прекращают воздействие магнитного поля.
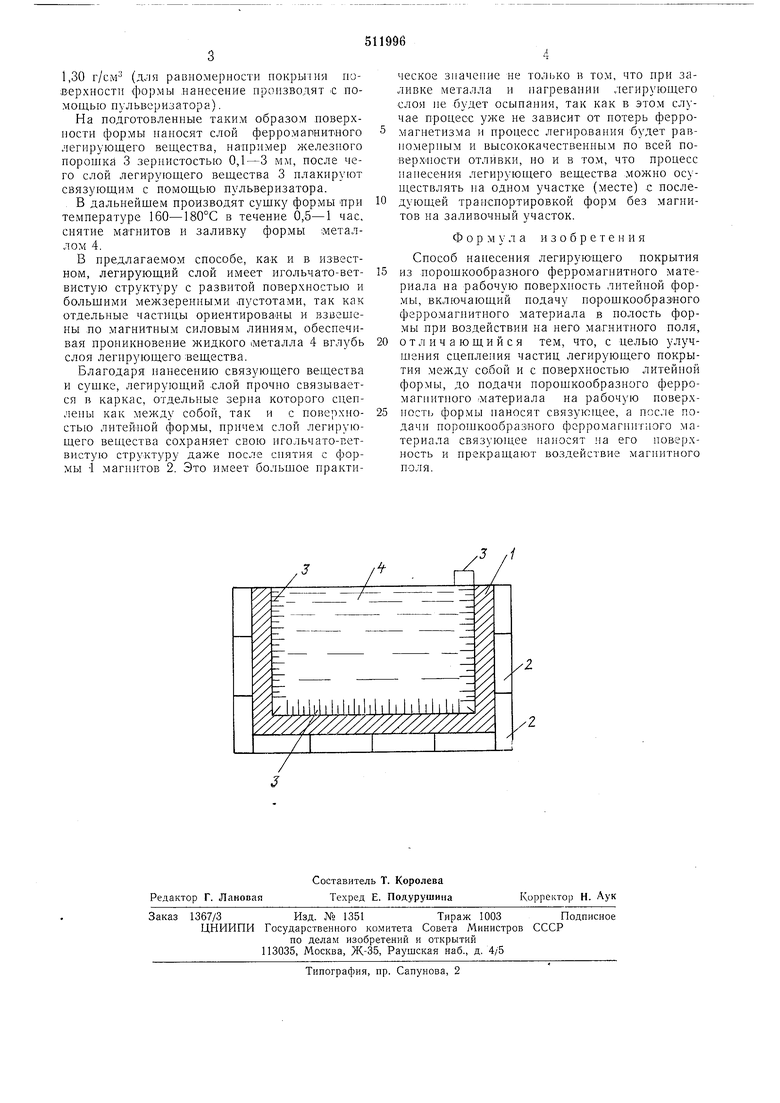
На чертеже представлено схематично устройство для осуществления описываемого способа.
Устройство состоит из литейной формы 1, окруженной с внешней стороны магнитами (или электромагиитами) 2, с нанесенным на ее рабочую поверхность порошкообразны.м
ферромагнитным материалом 3. Позицией 4 обозначен заливаемый в форму 1 металл.
Для улучшения обрабатываемости износостойких сплавов, например чугуна, содержащего 10-30% хрома, поверхностный слой,
идущий в стружк}, предлагается легировать мягким материалом, например порошком железа. С этой целью по предложенному .способу с внешней .стороны литейной формы 1 прилагают магниты (или электромагниты) 2, Затем рабочую поверхность формы покрывают тонким слоем жидкостного связующего вещества (на чертеже не показано).
Для лучшего сцепления связующего с формой и легирующим веществом применяют
обезжирнватели-увлажнители, нанример керосин, ацетон, причем обработка ими производится до нанесения связующих.
В -качестве связующих использ тат крепи1ели на основе жирных синтетических кислот
(крепитель УСК-1), а также другие крепители с температурой отвердевания 160-280°С, нанример сульфитно-спиртовая барда, олифа «оксоль. Пример применения концентрата сульфитно-спиртовой барды с удельным весом 1,20-
1,30 г/см (для равномерности покрьпня поверхности формы .нанесение нроизводят iC номощыо пульверизатора).
На подготовленные таким образом поверхности формы наносят слой ферромапнитного легирующего вещества, например железного норощка 3 зернистостью 0,1-3 мм, после чего слой легирующего вещества 3 плакируют связующим с помощью пульверизатора.
В дальнейшем производят сушку формы при температуре 160-180°С в течение 0,5-1 час, снятие магнитов и заливку формы металлом 4.
В предлагаемом способе, как и в известном, легирующий слой имеет игольчато-ветвистую структуру с развитой поверхностью и большими межзереиными .пустотами, так как отдельные частицы ориентированны и взвешены ло магнитным силовым линиям, обеспечивая проникновение жидкого .металла 4 вглубь слоя легирующего вещества.
Благодаря нанесению связующего вещества и сушке, легирующий .слой прочно связывается в каркас, отдельные зерна которого сцеплены как между собой, так и с поверхностью литей иой формы, нричем слой легирующего вещества сохраняет свою игольчато-ветвистую структуру даже после снятия с формы -1 магнитов 2. Это имеет большое практическое значение не тол1жо в том, что при заливке металла и нагревании легирующего слоя не будет осыпания, так как в этом случае процесс уже не зависит от потерь ферромагиетизма и процесс легирования будет равиомериым и высококачественным по всей поверхиости отливки, но и в том, что процесс нанесения легирующего вещества можно осуществлять на одном участке (месте) с последующей транспортировкой форм без магнитов на заливочный участок.
Формула изобретения
Способ нанесения легирующего покрытия из порошкообразного ферромагнитного материала на рабочую поверхность литейной формы, включающий нодачу порошкообразного ферромагнитного материала в полость формы при воздействии на него магнитного поля, отличающийся тем, что, с целью улучшения сценления частиц легирующего покрытия между со.бой и с поверхностью литейной формы, до подачи иорошкообразиого ферромагнитного материала на рабочую новерхиость формы наносят связующее, а Hoc;ie подачи норошкообразного фсрромагн1ггиого материала связующее наносят иа его поверхность и прекращают воздействие магнитного поля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ футеровки центробежной формы | 1976 |
|
SU562378A2 |
| Способ поверхностного легирования отливок | 1975 |
|
SU554944A1 |
| Противопригарная краска для литейных форм и стержней | 1974 |
|
SU499025A1 |
| Способ нанесения легирующего покрытия | 1974 |
|
SU463512A1 |
| Способ легирования поверхности проушин в отливках траков | 1988 |
|
SU1540937A1 |
| Способ сбора семян с крылатками | 1983 |
|
SU1160978A1 |
| Легирующее покрытие для литейныхСТЕРжНЕй | 1979 |
|
SU816661A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
| Теплоизоляционное покрытие для металлических форм | 1977 |
|
SU692669A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО | 1970 |
|
SU263089A1 |
