Пред.тагаемое иаобретепие ставит своей долью дать возможно несложное по своему устройству прысносоиленпе для массового изготовления протпвоугонов. Для достижения этого неподвижные щекн станины нрнснособленпя, между которыми вставляется п загибается под прямым углом полоса, расположены на поворотной балке, дающей возможность подводить к наковальне заглутую под прямым углом колосу для загпбанпя нротнвоугонной скобы.
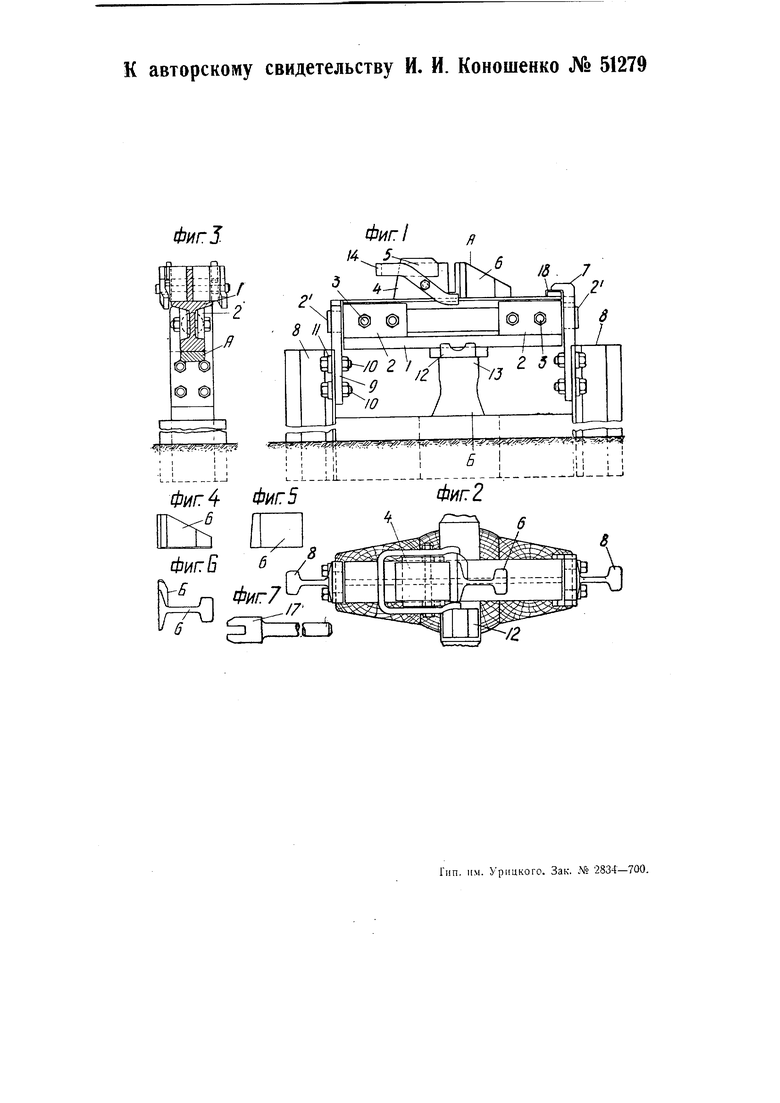
На чертеж(з фиг. 1 изображает схсмаjUfecKH боковой приспособления; фиг. 2 - впд его сверху; фиг. 3 - разрез по АБ нафпг. 1; фиг. 4-7 - детали его.
Приспособление для отковки противоугонов состоит из рельсовой балки 1 (фиг. 1 и 3). к концам которой ирикреплопы болтами 3 вилкообразные башмаки 2 с цапфами 2i. Для установки башмаков шейка рельса вырублена с каждого конца примерно на 25 мм. Балка 1 при помощи цапф 21 может быть повораталаема на 180 в отверстиях опорных планок 9, скрепленпых болтами 10 с клинчатыми шайбами 11 с врытыми Б землю рельсами 8. Опорные рельсы 8 соедипепы с колодою паковалыш 13 хомутами или скобами. Против наковальни на головку
балки 1 приваривается наделка А (фиг. 3) из куска стал| таким образом, чтобы она. касалась лица наковальпи и в то же время не препятствовала поворачиванию балки 1. Это достигаетс51 за счет слабины цапф 21 в отверстиях опорных плаиок 9. К подошве балки 1 приварены щекп 4 и 6, из кото1}ых щека 4, с приваропиымп к ней с боков направляющими планками 5, служит д.1я. сгибания хвоста противоугона. Щека 6 (фиг. 4-6). изготовляемая из куска рельса п спабженпая приваренной паделкой Б, предназначена для загибания скобы п1ЮТ11воугона. причем опа должна быть расположена относительно оси noBopoTHofi балки 1 так. чтобы при повороте последней па 92-93 кромка щекп 6 (фиг. 1. 2), соответствуюИ1ая клиновой стороне зажима, не доходила до лица иаковальии на толщтау ;келезпой полосы и была иараллельна иаковальни. При поворачивапии балки 1 иа 90 в другую сторону кромка щекп 6 пе доходит до нижней части матрицы 12, укрепленной па наковальне. также иа толщину железа, оставаясь параллельной канавке матрицы. Для закрепления балки 1 в положеппи подошвой кверху служат крючки 7, приваренные к опорным планкам 9. Закрепление производится помощью желйзного клина 18 (фиг. 1). Для загибания скобы иротиво TOfia на щеку 6 служит лапа 17 (фиг. 7).
Изготовлеиие противоугонов иомощыо иредлагаемого ирисиособления ироизводится следующим образом. Сильно нагретую в горие заготовку иротивоугона вставляют в щель мелгду щеками 4, 6 и, иоддв1)/кивая ее клещами сбоку, ударами кувалды загибают хвост противоугона на щеку 4. Затем ланой 1|7 (фиг. 7) оба коица скопы иротивоугона загибают на вторую щеку 6. При процессе производства этих онераций новоротная балка 1 фиксируется иенодвижно подошвой к верху помощью крючков 7 II клина 18 (фиг. 1). наделка А (фиг. 3) па головке балки должна плотно прилегать к лицу наковальни.
После загиба концов скобы клин освобождают и балку 1 поворачивают на 92-93 таким об)азом. чтобы клнновая сторона скобы нлотно нрилегала по всей длине к лицу паковальни. На верхнюю сторону скобы наставляют онравку (с ручкой) и ударами кувалды кромку скобы плотно прижимают к щеке 6. После этого балку поворачивают в обратную сторопу па .83 до совпадеиия уже обделанной кромки скобы с канавкой матрицы 12 иа наковальне. В этом иоложении: нрц помощи ои1)авкн и ударои кувалдой илoтн(J приж1гмается к цеке 6 вторая сторона скобы. Затем балка 1 поворачивается в иервоиачальиое положение, и изготовленный нротивоугои ударом молотка но вильчатому рычагу 14 щеки 4 сбрасывается и быстро переносится на другую паковальию для окончательной выправки при ПОМ01Н11 маднлкн. кувалды и оправок.
II |) е д м с т и :i о б р е т е н и и.
1.Приспособление для отковкн njjoTiiвоугоиов, нредставляющее собой с.танииу, снабженную ноиоднижи1)1ми щеками, между которыми вставляется и загиПается иод П)ямым углом нолоса. отличающееся тем, что иккп расио.шжсны па ooBoiJOTHoil оалкс. пoзвo, подводить к накональне загнутую иод ирнмым углом полосу для загибания противоугонной скобы.
2.Форма выполнения приспособл(М11И1 по п. 1. отличающаяся тем, что одна из щек образоваиа, куском рельса, но,цошва коего служит онравкой для образования скобы.
3.Форма выполнения приспособления по п. 1. отличающаяся тем, что другая щока сиабжепа вильчатым рычагом, служащим для сбрасьгвания готового BJIOTBвоугоиа. Фиг. Фиг 4 Фиг 5 ФигЕ К-4 Lr 1CJ г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления противоугонных скоб | 1936 |
|
SU51400A1 |
| Приспособление для изготовления противоугонных скоб | 1936 |
|
SU51770A1 |
| Противоугон | 1941 |
|
SU61017A1 |
| Способ изготовления клиновых противоугонов для железнодорожного пути | 1947 |
|
SU83969A1 |
| Противоугонное устройство | 1946 |
|
SU69107A1 |
| Прибор для установки пружинных С-образных противоугонов на подошву рельса | 1956 |
|
SU107262A1 |
| Станок для сшивания проволочными скобами деревянных ящиков | 1928 |
|
SU14072A1 |
| Прибор для разгонки рельсовых стыков | 1917 |
|
SU2676A1 |
| Стол для сварки путевых противоугонов | 1936 |
|
SU51243A1 |
| РЕЛЬСОЛОМ | 1998 |
|
RU2153037C1 |