(54) УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ
3
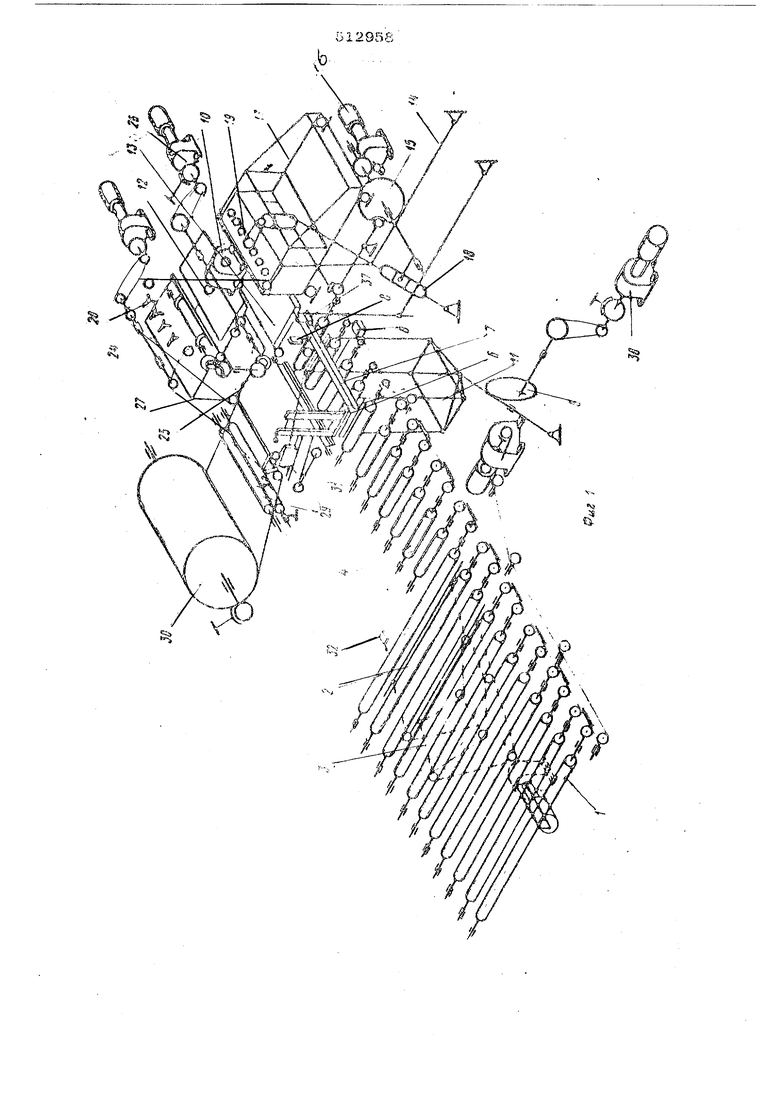
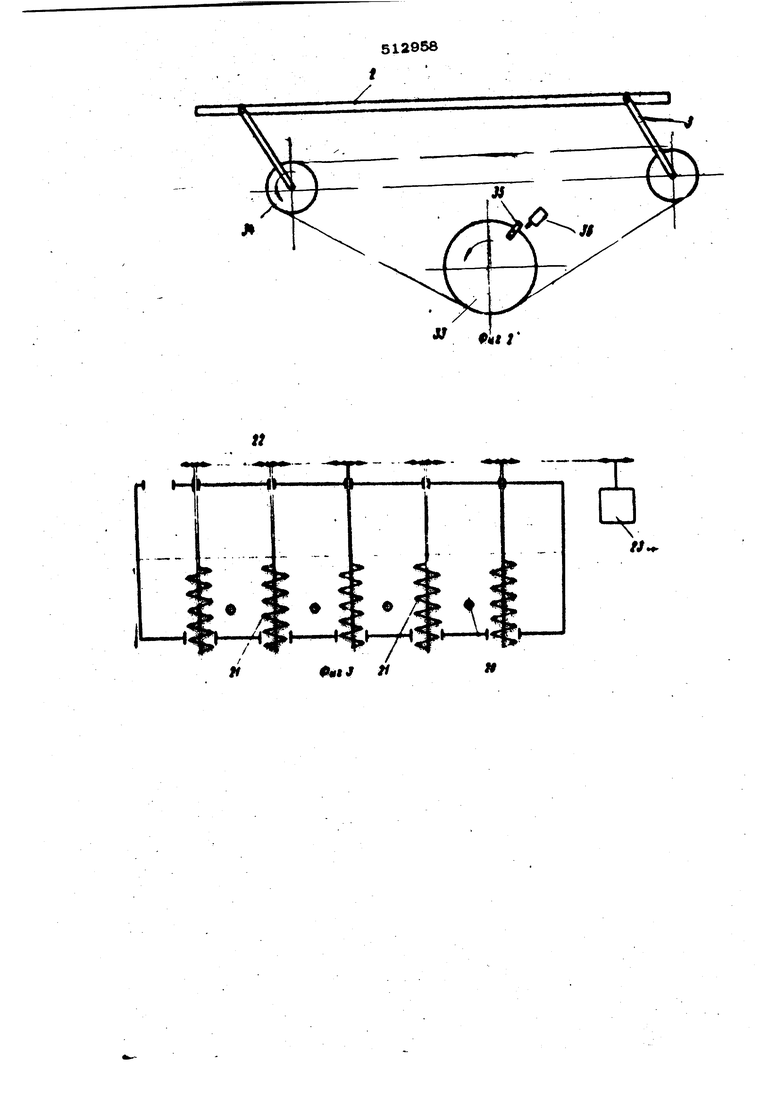
Последний состоит из приспособления для передачи стопы на noaiif)eccoBK, включающее го ,хцега1ой реве|хивный конвейер 1О с расположенным между цепями толкателем 1 приспособления для подпрессопки, включающего неподвижную верхнюю гшиту 12 и подъемный стол 13, приводимый в движение системой рычагов 14, кулачком 15 и приводом 16; приспособления для лроталкиЕ1лния подпрессованной стопы и нанесения клеевых полос на букшгу, имеющего толкатель 17, приводимый в движение кулисным механизмом 18, и уает нанесения клеевьцс полос 19, представляющий собой емкость с расположенными в нем нагревательными элементами 2О и винтовыми шнеками 21, приводимыми в движение цепной передачей 22 с реверсивным приводом 23; приcnoco6neimfl для заворачивания концов листов бумаги, включающего верхний и нижний прижимы 24, приводимые в действие при помощи конической передачи 25, и привода 26; приспособления для подачи бумаги, представляющего собой двухдепную пе-,, редачу 27, с захватами 28, прижимными валиками 29 с рулонодержателем ЗО, и приспособления для отрезпния бумаги, состоящего иа трехсекционного ножа с упорами 31 и при; однмого в действие упорами, расположенными на цопях передачи 27.
Устройство работает следующим образом Изделия непрерывной лентой по несколько штук D ряд по ширине, например четыре, поступают на подающий роликовый трансн ортер 1. Изделия первого ряда за счет увеличенного диаметра роликов перемещаются быстрее остальных рядов, переходят на транспортер -1 и поступают на стол б механизма для )абора стопы. Остальные изделия перемешаются до упора с KOHenubiNt выключателем 32 и останавливаются,
При этом включается привод механизма для перекладки изделий, который двумя параллельными рейками 2, шарнирно укрепленными на вращающихся кривощипах 3, за один- оборот перекладывает изделие на один шаг, рагшый его ширине; установленное против дополнительного роликового транспортера следующее изделие движется к механизм для набора стопы. Т.е. за три оборота перекладчика все HBTbipe изделия, идушие в один ряд по ширине, преобразовываются в ряд последовательно идущих один за другим изделий. Отсчет числа оборотов механизма .для перекладывания осущест1 1яется с помошью отсчетпой зчездочки 33, число зубье которой кратно числу зубьев ведущей звездочки 34.
Включение механизма происходит от воздействия изделий на кокечн1.й выключатель |32, « откл 0К-1ше - от по.-щействи.я упора
29581
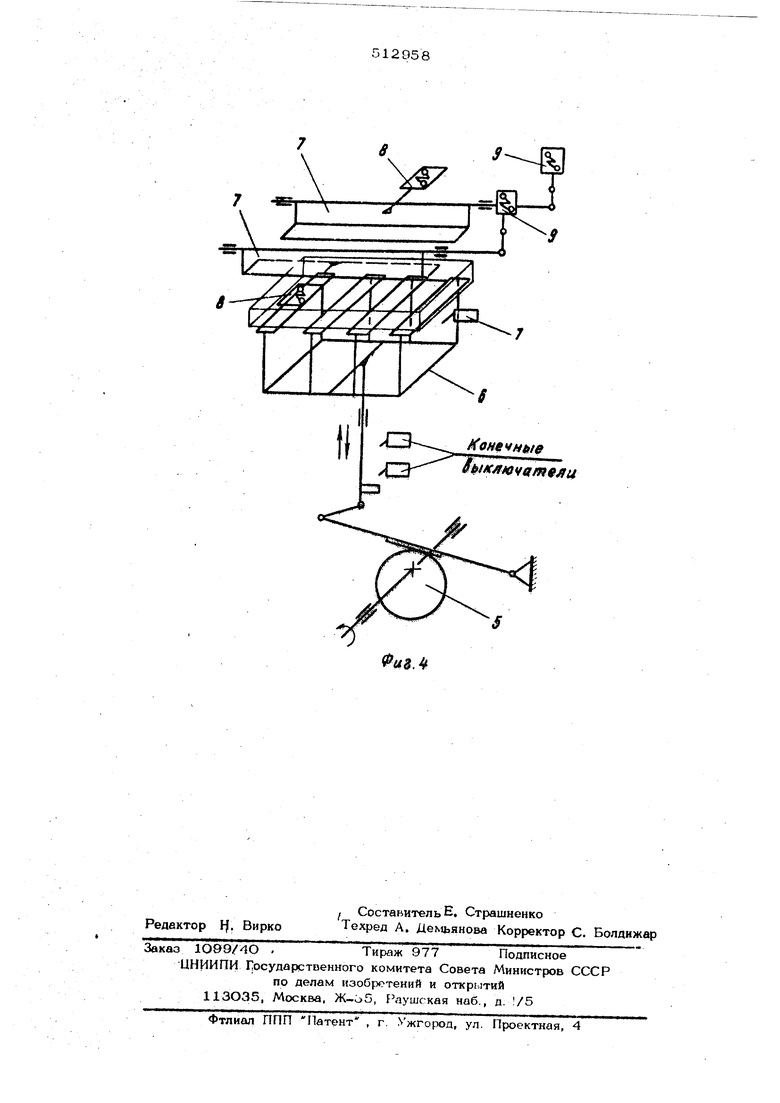
35 на конечный выключатель 36. Изделие, ,, идущее по транспортеру -1, достигн в утпо. ра с конечным вык; юча7ч лем 37, включает привод 38 механизма для наборя стопы. |} . Кулачково-рычожной системой 5 изделие подннмаегсн на определенную вые )ту. Одноnpeweimo электромагниты 8 i-шскрывакуг захват 7, F.i момент до ;ткжения крайнего.
верхнего полох еиия электромагниты 9 за-
|ф крывают за.хпат, н изделие остоется в верхнем положении, Г ысога стошл рег-улирзется положечгиом флажка, связпкного с конгэчт ьгк1 В1лкл;оч..г|(л .,. Протачкквсляе наб :ч-}н ой гтокь осушествлнется толкателем 11,
1в . ii(K)TC)jiKHyn crony ;ю крайнего пе- |р1едне-го 1ю/1о к(,иия, привод приспособления ачп поШ1рег. и отходит в исходное положение,
1(одъемный стол 13 достигает крайнего
верхнего положения, осуществляй подп{)ессовывание изделий, и в это время осуществляется дальнейшее проталкивание подпрессованной стопы толкателем 17с ош-:овремениым нанесением клеевых полос на бумагу.
В процессе движения стопа подхватывает лист бумаги, приготовленный для упаковки,
По достижении толкателем 17 крайнего положения на свободный конец листа нано. сится клей. Шнеки 21, вращаясь, например, |по часовой стрелке, не дают клею вытекать в отверстир, В момент нанесения клея привод 23 реверсируется, шнеки 21, находящиеся в зацеплении с цепкой передачей 22, лачинают вращаться в обратную сторону и в отверстия интенсивно подается -клей. За счет движения толкателя 17 на бумагу наносится полоса клея. Через определенное время привод 23 реверсируется и подача клея прекращается, 0
После возвращения толкателя 17 в ис- ходное положрние включается привод 26 приспособления для заворачивания концов и листов бумаги. Прижимы 24 заводят
5 «концы листов бумг1ги один на другой и вы держивают в прижатом положении заданное время с помощью реле времени, а затем возвращаются в исходное положение. Подача бумаги осуществляется с рулоно-
0 держателя ЗО через валики 29. После протяжки листа бумаги заданной длины упор освобождает трехсекцио шый нож, который под действием пружины разрезает бумагу. Верхний конец ее остается легко зажатым
S в захватах 28. а нижний свободно висит между прижимами 24, плитой 12 и столом 13.
В начале резки в поверхность бумаги врезаются ос1рия двух секций ножа, чем
о |-..;оздается болыиое удельное давление, по;звопяющее прорезать бумагу большой плотности. ((ормула нэобретения 1. Устройство для упаковки вздепий, например минераловатных плит, содержащее лодаюитй роликовый транспортер, механизм для набора стопы и механизм для завертывания стопы бумагой, отличающееся тем, HTOj с целью повышения про«. изводительности, между подающим транспортером и механизмом для набора стопы ус- ,тановлен дополнительный роликовый тран58бспортер для однорядного перемещения по|Тока изделий, а под подающим транспортером смонтирован механизм для нереклад|ки многорядно движущегося потока изделий в однорядный, состоящий из установ|ленных между роликами репк, шарнирно {укрепленных на кривошипах, поворотных от носительно горизонтальных осей, 2. Устройство по п. 1, о г л и ч а ю щ е е с я тем,что одигйуконцы pqjtHKOB подающего транспортера систавляют с роли;ками дополнительного транспортера один .ряд и имеют больишй диаметр по сравне|ник) с остальной частью роликоо подающе)го транспортера для перемеще1гая крайнего потока изделий с увеличенной скоростью. I
Ф /

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ В БУМАГУ ИЗДЕЛИИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU330073A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ ПРЕДМЕТОВ В БУМАГУ И УПАКОВКИ ИХ В КОРОБКИ | 1969 |
|
SU241276A1 |
| Автомат для упаковки изделий прямоугольной формы в пачки | 1962 |
|
SU154494A1 |
| УСТАНОВКА ДЛЯ ГРУППОВОЙ УПАКОВКИ И ЗАКЛЕЙКИ В БУМАГУ ПРЯМОУГОЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU259689A1 |
| Автомат для упаковки изделий в коробки | 1962 |
|
SU157263A1 |
| УСТРОЙСТВО для РАСФАСОВКИ МЕЛКОКУСКОВЫХ ШТУЧНЫХ ИЗДЕЛИЙ В КОРОБКИ И ИХ ЗАКЛЕЙКИ | 1969 |
|
SU239842A1 |
| Устройство для упаковывания плоских изделий в бумагу | 1984 |
|
SU1321632A1 |
| Устройство для завертывания предметов прямоугольной формы | 1976 |
|
SU577151A1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УКЛАДКИ И УПАКОВКИ В БУМАЖНЫЕ ОБЕРТКИ ШВЕЙНЫХ НИТОК НА КАТУШКАХ | 1956 |
|
SU106233A1 |
Н
Л
Л
