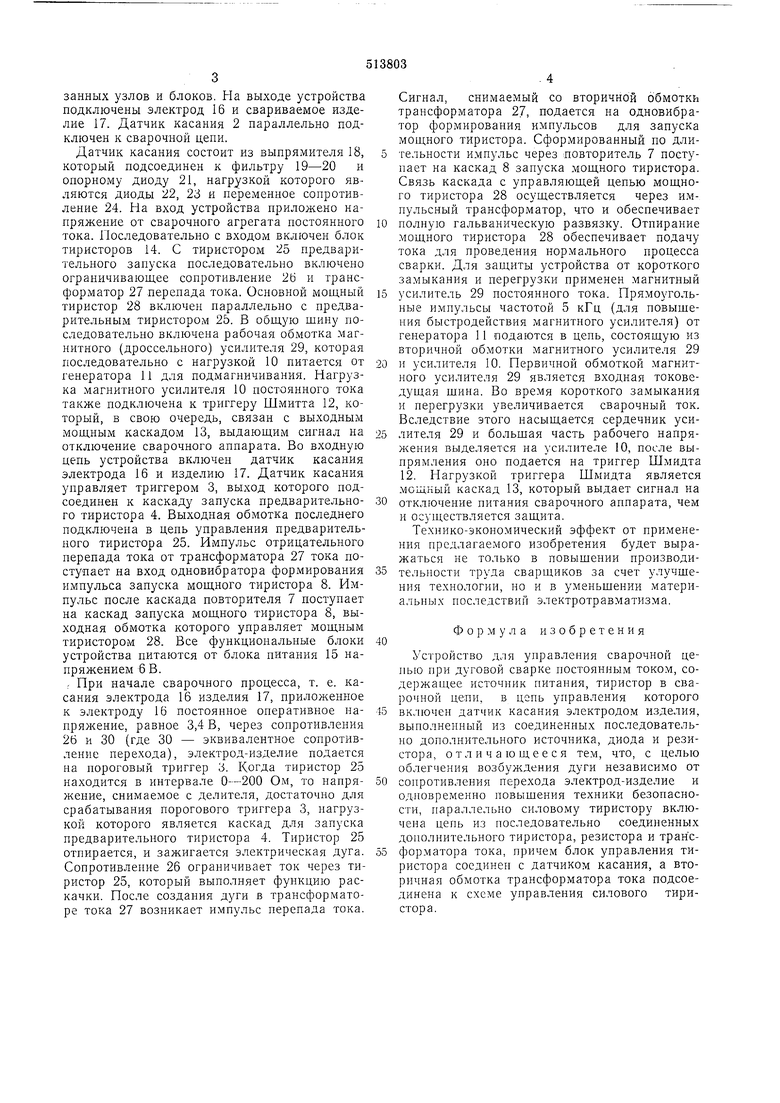
занных узлов и блоков. На выходе устройства подключены электрод 16 и свариваемое изделие 17. Датчик касания 2 параллельно подключен к сварочной цепи.
Датчик касания состоит из выпрямителя 18, который подсоединен к фильтру 19-20 и опорному диоду 21, нагрузкой которого являются диоды 22, 23 и переменное сопротивление 24. На вход устройства приложено напряжение от сварочного агрегата постоянного тока. Последовательно с входом включен блок тиристоров 14. С тиристором 25 предварительного запуска последовательно включено ограничивающее сопротивление 26 и трансформатор 27 перепада тока. Основной мош.ный тиристор 28 включен параллельно с предварительным тиристором 25. В обш,ую шину последовательно включена рабочая обмотка магнитного (дроссельного) усилителя 29, которая последовательно с нагрузкой 10 питается от генератора И для подмагничивания. Нагрузка магнитного усилителя 10 постоянного тока также подключена к триггеру Шмитта 12, который, в свою очередь, связан с выходным мош,ным каскадом 13, выдающим сигнал на отключение сварочного аппарата. Во входную цепь устройства включен датчик касания электрода 16 и изделию 17. Датчик касания управляет триггером 3, выход которого подсоединен к каскаду запуска предварительного тиристора 4. Выходная обмотка последнего подключена в цепь управления предварительного тиристора 25. Импульс отрицательного перепада тока от трансформатора 27 тока поступает на вход одновибратора формирования импульса запуска мощного тиристора 8. Импульс после каскада повторителя 7 поступает на каскад запуска мощного тиристора 8, выходная обмотка которого управляет мощным тиристором 28. Все функциональные блоки устройства питаются от блока питания 15 напряжением 6 В.
; При начале сварочного процесса, т. е. касания электрода 16 изделия 17, приложенное к электроду 16 постоянное оперативное папряжение, равное 3,4 В, через сопротивления 26 и 30 (где 30 - эквивалентное сопротивление перехода), электрод-изделие подается на пороговый триггер 3. Когда тиристор 25 находится в интервале О-200 Ом, то напряжепие, снимаемое с делителя, достаточно для срабатывания порогового триггера 3, иагрузкой которого является каскад для запуска предварительпого тиристора 4. Тиристор 25 отпирается, и зажигается электрическая дуга. Сопротивление 26 ограничивает ток через тиристор 25, который выполняет функцию раскачки. После создания дуги в трансформаторе тока 27 возникает нмпульс перепада тока.
Сигнал, снимаемый со вторичной обмотки трансформатора 27, подается на одновибратор формирования импульсов для запуска мощного тиристора. Сформированный по длительности импульс через ловторитель 7 поступает на каскад 8 запуска мощного тиристора. Связь каскада с управляющей цепью мощного тиристора 28 осуществляется через импульсный трансформатор, что и обеспечивает полную гальваническую развязку. Отпирание мощного тиристора 28 обеспечивает подачу тока для проведения нормального процесса сварки. Для защиты устройства от короткого замыкания и перегрузки применен магнитный усилитель 29 постоянного тока. Прямоугольные имиульсы частотой 5 кГц (для повыщения быстродействия магнитного усилителя) от генератора II подаются в цепь, состоящую из вторичной обмотки магнитного усилителя 29 и усилителя 10. Первичной обмоткой магнитного усилителя 29 является входная токоведущая щина. Во время короткого замыкания и перегрузки увеличивается сварочный ток. Вследствие этого насыщается сердечник усилителя 29 и больщая часть рабочего напряжения выделяется на усилителе 10, после выпрямления оно подается на триггер Шмидта 12. Нагрузкой триггера Шмидта является .мощный каскад 13, который выдает сигнал на отключение питания сварочного аппарата, чем и осун;ествляется защита.
Технико-экономический эффект от применения предлагаемого изобретения будет выражаться не только в повыщении производительности труда сварщиков за счет улучщения технологии, но и в уменьщении материальных последствий электротравматизма.
Формула изобретения
Устройство для управления сварочиой цепью при дуговой сварке постоянным током, содержащее источник питания, тиристор в сва)очной цепи, в цепь управления которого включен датчик касания электродом изделия, выполненный из соединенных последовательно дополнительного источника, диода и резистора, отличающееся тем, что, с целью облегчения возбуждения дуги независимо от сопротивления перехода электрод-изделие и одновременно повышения техники безопасности, параллельно силовому тиристору включена цепь из последовательно соединенных дополнительного тиристора, резистора и трансформатора тока, причем блок управления тиристора соединен с датчиком касания, а вторичная обмотка трансформатора тока подсоединена к схеме управления силового тиристора.
Г
II
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления сварочной цепи при дуговой электросварке постоянным током | 1977 |
|
SU721270A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| УСТРОЙСТВО КОМПЛЕКСНОЙ ЗАЩИТЫ ЭЛЕКТРОТЕХНИЧЕСКОЙ СИСТЕМЫ | 1995 |
|
RU2115986C1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ВОЗБУДИТЕЛЬ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2103125C1 |
| Импульсная лазерная установка для обработки материалов | 1989 |
|
SU1683937A1 |
| Способ возбуждения электрической дуги и устройство для его осуществления | 1988 |
|
SU1613263A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для управления процессомдугОВОй СВАРКи | 1979 |
|
SU841839A1 |
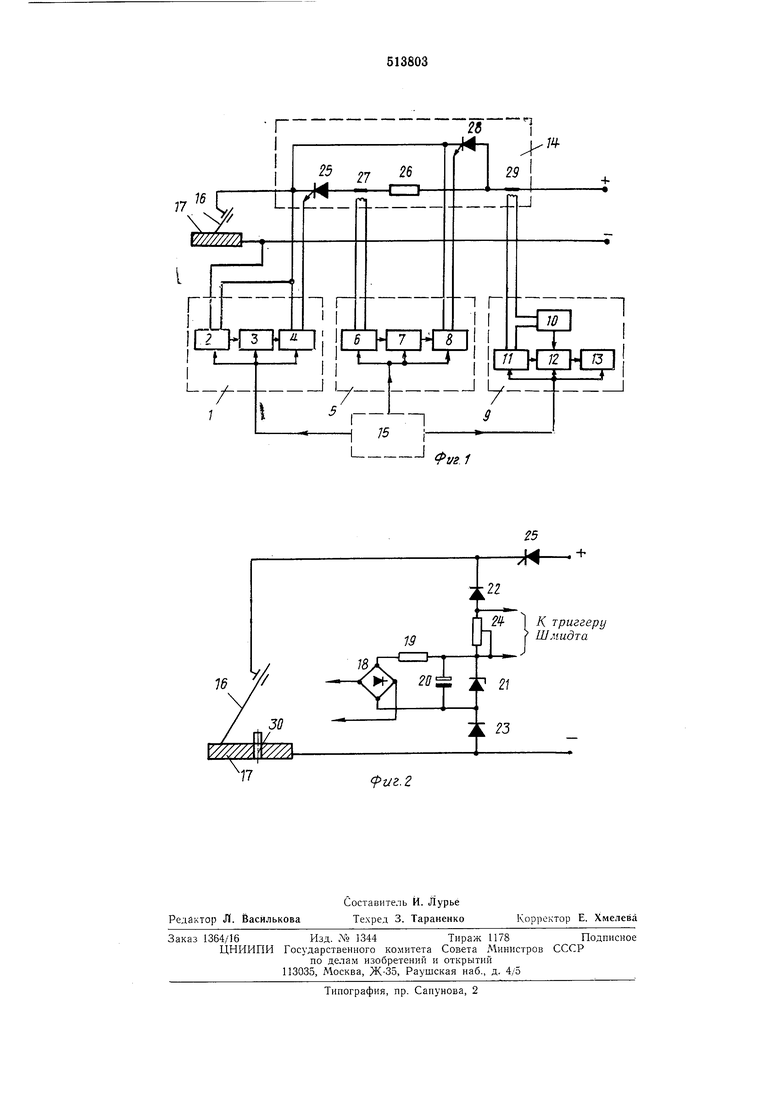
К триггеру Шмидта
(1/г.2
