(54) УСТРОПСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ
элемента подключен кблоку управления параметрами сварочного процесса, а другой выход че13еэ последовательно соединенные блокинггенератор, усилитель и импульсный трансформатор - к управляющему электроду дополнительного тиристора, при этом дополнительный, тиристор подключен параллельно дуговому промежутку и последовательно с дополнительным источником питания.
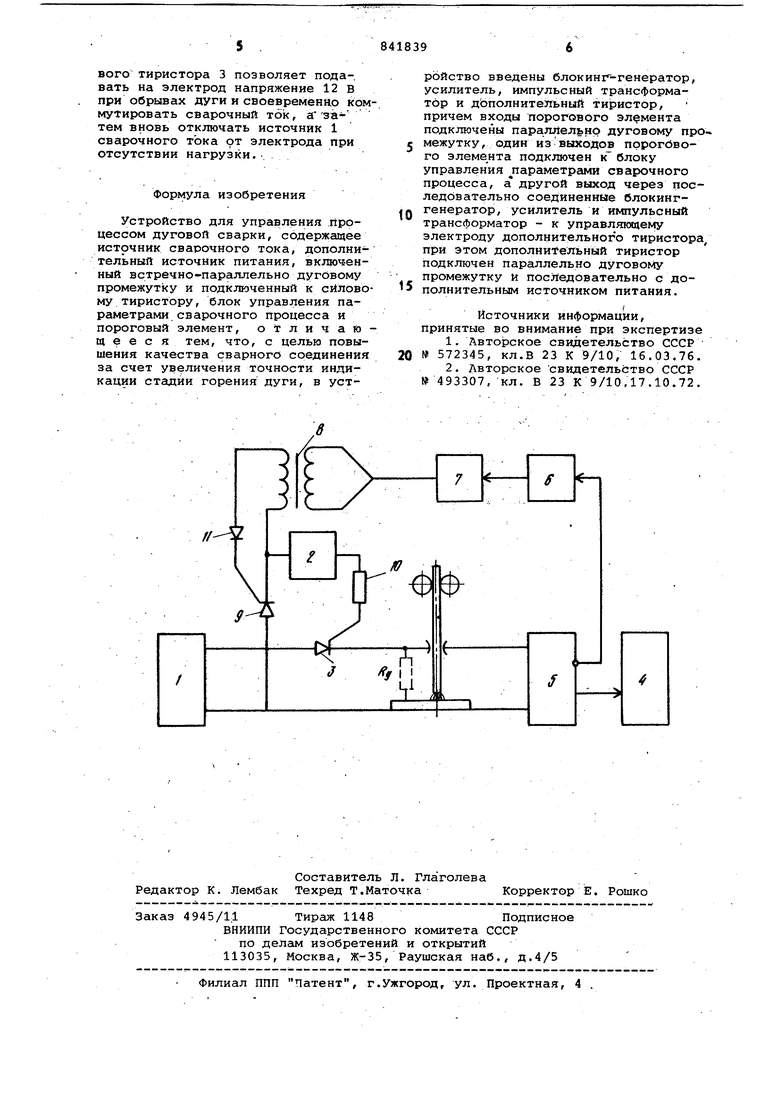
На чертеже Представлена функциональная схема предлагаемого устройства.
Устройство состоит из источника 1 .сварочного тока, дополнительного источника 2 питания не более 12в, силового тиристора 3, блока 4 управления парё1метрами процесса сварки, порогового элемента 5, блокинг-генератрра 6, усилителя 7, импульсного трансформатора 8, допол,нительного тиристора 9, резистора 10 и диода 11.
Устройство работает следуищим образом.
До начала процесса сварки при включенном источнике 1 сварочногЬ тока силовой тиристор 3 заперт. На электроде периодически с частотой
выходного сигнала блокинг-гёнёратора 6 появляется напряжение дополнительного источника 2, цепь которого за мыкается через сопротивление утечки R сварочной цепи и дополнительный тиристор 9. Поджиг этого тиристора осуществляет сигнал с инвертированного выхода порогового элемента 5 через блокинггенератор 6, преобраэукадий сигнал постоянного уровня в импульсный, усилитель 7 и импульсный трансформатор 8, Во вторичную обмотку которого для подачи импульса требуемой полярности на управляющий электрод тиристора 9 включен диод 11. На прямом выходе порогового элемента 5 сигнал в это время отсутствует, так как напряжение на его входе (на сварочном электроде) не превышает 12 В относительно изделия, а порог срабатывания элемента 5 выставляют на минимально . возможное напряжение на дуге, которое, например, при сварке в среде углекислого газа равно 17-19 В (г.и .Лесков Электрическая сварочная , М., Машиностроение, 1970,с. 19). Поэтому на блок 4 управления параметрами сварочного процесса, когда дуга не горит, управляющий сигнал не поступает. При касании электродом изделия
сопротивление утечки R сварочной цепи, величина которого в зависимости от исполнения входящих в. эту цепь элементов колеблется от сотен Ом до нескольких МёгаОм,.шунтируется. Ток в цепи вспомогательного источника 2 резко возрастает. Его величину подбирают резистором 10 такой, что она достаточна для запуска силового тиристора 3, который затем ocтaeicя открытым благодаря протекающему по нему току до первого обрыва дуги. Если после короткого замыкания сварочной цепи во|буждается дуга, а не происходит отгорание конца электрода, то на промежутке электрод-изделие появляется напряжение, превышающее 20 В. Эта величина достаточна для срабатывания порогового элемента 5, На его прямом выходе появляется управляю шй сигнал, который поступает на вход блока 4 управления параметрами сварочного процесса. В зависимости от алгоритма управления блок 4 вьздает команды на исполнительные органы (при точечной электродуговой сварке - прекращение подачи электрода в зону сварки, при автоматической сварке - прекращение перемещения сварочного автомата вдоль линии шва при обрыве дуги и коротком замыкании сварочной цепи-) На инвертированном выходе элемента 5 сигнал при возбуждении снимается и дополнительный тиристор 9 запирается йапряжением на источнике 1 (электроде).
После прекращения сварки или случайном обрыве дуги силовой тиристор 3 запирается, так,как ток утечки недостаточен для удержаниятиристора в открытом состоянии, а ток цепи дополнительного источника 2 не обеспечивает ПОДЖИГ этого .тиристора , при этом на инвертированном выходе порогового элемента 5 появляется сигнал, обеспечивающий, поджиг дополнительного тиристора 9, и, следоват;ельн6, подачу на электрод напряжения 12 В, т.е. устройство возвращается в исходное состояние.
Таким образом, предлагаемое устройство обеспечивает вь1сокую точность обработки управляющего сигнала, так как формирует его лишь при наличии напряжения на дуге выше заданного порога срабатывания элемента 5, которое присутствует только при горящей дуге. Кроме того, устройство обладает высоким быстродействие, определяемым параметрами блокинг-генератора б и временем включения дополнительного тиристора 9, .котоЕЯые близки по своим характеристика / к времени установления дугового разряда (около ). Предлагаемое устройство так же обеспечивает надежную защиту сварщика от.поражения электрическим током. Включение дополнительного источника 2 и тиристора 9 в цепь управля 01дего электрода силового тиристора 3 позволяет подавать на электрод напряжение 12 В при обрывах дуги и своевременно коммутировать сварочный ток, а затем вновь отключать источник 1 сварочного тока от электрода при отсутствии нагрузки.
Формула изобретения
Устройство для управления .процессом дуговой сварки, содержащее источник сварочного тока, дополнительный источник питания, включен ный встречно-параллельно дуговому промежутку и подключенный к сйЯовому тиристору, блок управления параметрами сварочного процесса и пороговый элемент, отличающееся тем, что, с целью повышения качества сварного соединения за счет увеличения точности индикации стадии горения дуги, в устройство введены блокинг -генератор, усилитель, импульсный трансформатор и дЬполнительныЙ тиристор, причем входы порогового элемента подключены параллельнр дуговому про е межутку, ОДИН ИЗ ВЫХОДОВ пррогЬвого элемента подключен к блоку управления параметрами сварочного процесса, а другой выход через последовательно соединенные блокинггенератор, усилитель и импульсный
0 трансформатор - к управляющему электроду дополните ль ного тиристора/ при этом дополнительный тиристор подключен параллельно дуговому промежутку и последовательно с до5полнительным источником питания.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 20 № 572345, кл.В 23 К 9/10, 16.03.76.
2.Двторское свидетельство СССР №493307, кл. В 23 К 9/10,17.10.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик обрывов сварочной дугипОСТОяННОгО TOKA | 1977 |
|
SU831450A1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Способ обнаружения прикосновения сварочного электрода к изделию | 1983 |
|
SU1355402A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1999 |
|
RU2173618C2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 2004 |
|
RU2249497C1 |
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |
