(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ
Листовую заготовку с введенными в irce ле 1топодобными волокнами подвергают продольной вьтяжке перед выдавлпвапием на ней рисунка.
Лентоподобные волок)1а подвергают ориентации перед выдавливанием рисунка на заготовке. Причем ориентацию лентонодобных волокон заканчивают nocjre выдавливания на за1 отовке рисунка. Лентоподобные волокна подвергают ориентации после выдавливания на заготовке.
Листовую заготовку после выдавливания па ней рисунка и образования отверстий расплющивают на каландре.
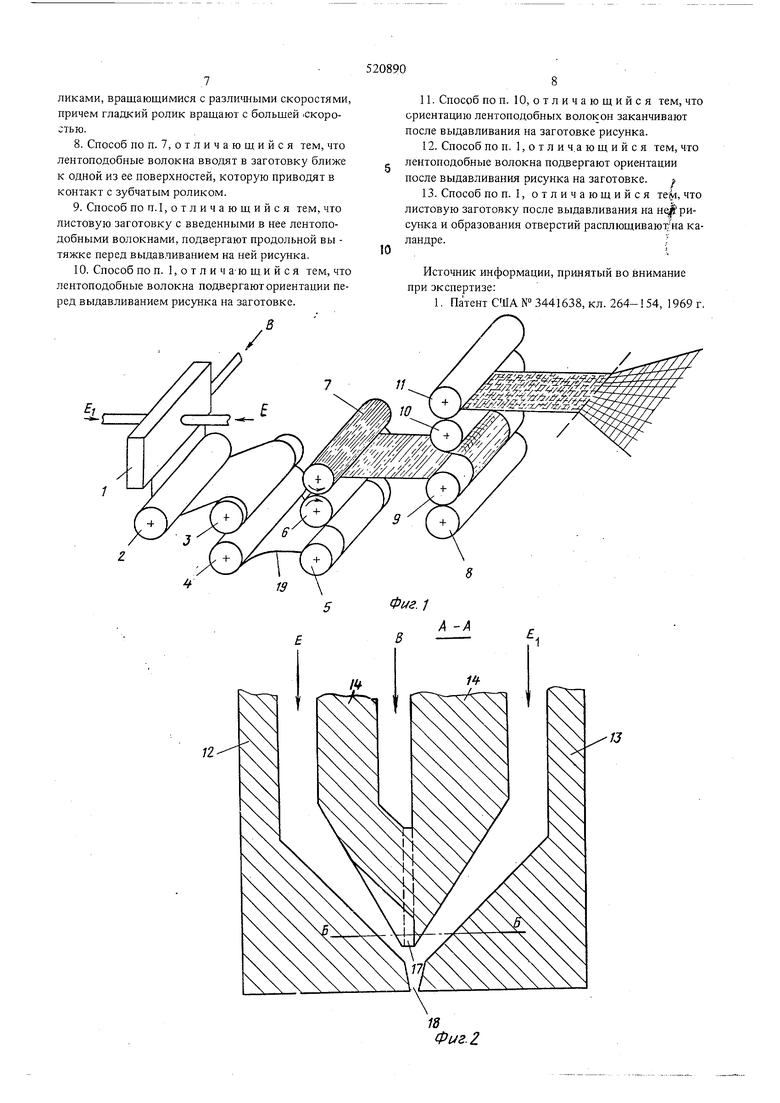
На фиг. изображена уетановка, при помощи которой реализуется предлагаемый способ; на фиг. 2 - поперечный разрез формы для изготовления листовой заготовки (разрез по А -.А. на фиг. 3): па фи1. 3 разрез по Б-Б на фиг. 2: на фиг. 4 - листовая заготовка па промежуточном этане, поперечнь Й разрез; на фиг. 5 и 6 - вариант выпо.лнения формы, две проекции; на фиг. 7 - листовая заготовка, полученная при помощи формы, показанной на фиг. 5 и 6: на фиг. 8 - вариант изготовления листовой заготовки; на фиг. 9-схема выдавливания рисунка на листовой заготовке; на фиг. 10 - сетка перед конечным продольным вытягиванием и перед поперечным вытягиванием в изометрии; на фиг. 11 -- то же, после конечного продольного вытягивания и после поперечного вытягивания.
Установка для прои вод 1Ь4 сетки содержит форму 1, охлаждающий ролик 2, обжимные ролики 3, 4, 5, гладкий ролик 6, зубчатый ролик 7, ролики 8, 9 и тянутцие ролики JO, 11. Все ролики приводнью.
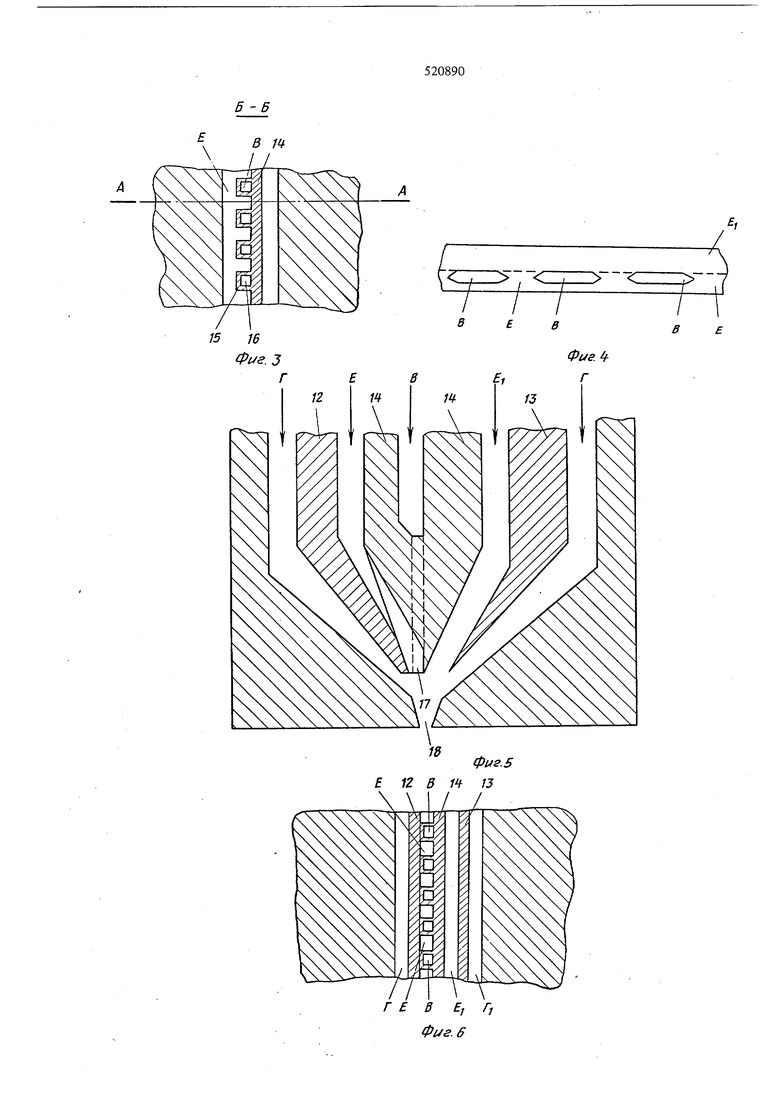
Форма 1 состоит из двух наружных частей 12 и
13и внутренней части 14, заканчивающейся пластиной с паралле;1ьно расположенными выступами I 5, в которых выполнены каналы 16. Вещество В с более высокой температурой плавления и два потока вещества Е и Е j с более низкой температурой плавления подаются в три щелевидных канала формы 1 (на фиг. 2 показано стрелками).
В камере 17 потока расплава вещества В, Е, Е|
соединяют составную заготовку. Поток В поступает в отдельные каналы 16, а поток Е поступает в отверстие, образова1шое частью 12 формы и выступами 1 5. Поток Е,проходи1 через прямое щелеобразное отверстие, образованное внутренней частью
14формы и наружной ее частью 13. В результате образуется заготовка,имеющая.конструкцию, показанную на фиг, 4, но поток В еще не имеет формы ленты.
Такой составной поток сужается и продавливается через выходную щель 18, при этом волокна потока В стапов«тся лентоподобными. Относительная толщина слоев и пропорция между шириной и расстоянием между лентоподобными волокнами определяются относительной пропускной способностью продавлнвания, относительными размерами гребеночного отверстия для Е. Из-за смазывания ленто11о;1пбные волокна имеют сужения на кромках. Такая форма является предпочтительной и ее можно образовать приданием соответетвующей формы каналам для потоков Е.
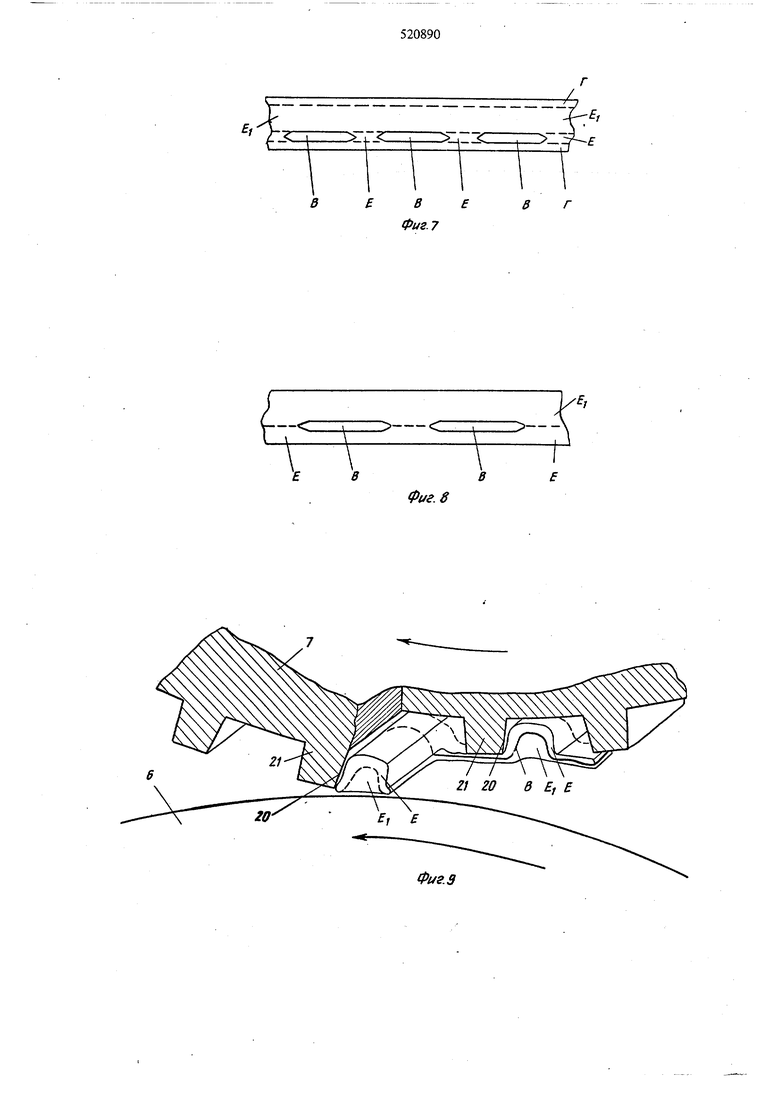
С помощью форм1)1. )JOкaзaFп oй на фиг. 5 и 6, получают заготовку (см. фит. 7). поверхностные слои которой образованы из третьего полимера, способного, например, образовывать связь с целлюлозой. В заготовке вещество Г должно образовывать прочную адгезиопную связь с Е и Ej , но не обязательно с веществом В. В результате нет необходимости покрывать одну из поверхностей лентоподобных волокон веществом Е| , :т вещество Е лищь с веществом В в виде отдельных потоков. Для достижения этого вещество Е поступает в общую камеру 17 через ряд каналов, чередующихся с каналами для прохода потока В. С другой стороны может оказаться удобным емещивать вещества Е и Е,, с потоками В (фиг. 8).
Листовая заготовка (фиг. 1) охлаждается воздухом (не показано), затем охлаждающим роликом 2.
После чего листовая заготовка вытягивается в зоне 19между набором обжимных роликов 3, 4 , 5, причем ролик 4 работает на вытягивание вместе с зубчатым роликом 7 и гладким роликом 6. Ролик 4 нагревается до температуры, необходимой для вытягивания. Такой процесс необходим для того, чтобы частично ориентировать лентоподобные волокна и сблизить эти волокна. Поэтому длина зоны вытягивания должна быть достаточной, чтобы обеспечить почти полное сокращение листовой заготовки, например, на 3/4 ее ншрины.
Ролик 6 нагревается до температуры, достаточной для выдавливания на заготовке рисзпжа. При этом вещество В находится в твердом состоянии, а Е и Ej - в полурасплавленном или расплавленном.
Ля увеличения теплоотдачи к листовой заготовке ролик 5 также нагревается, но до меньп ей температуры, при которой заготовка не прилипает к ролику. Зубчатый ролик 7 охлаждается водой для облегчения освобождения полученной сетки.
Для повышения эффекта выдавливания и одновременного разрыва пленки с образованием отверстий создают срезающее усилие е помощью ролика 6, вращающегося с болъщей окружной скоростью, чем зубчатый ролик 7. Отнощение между этими скоростями обычно составляет 1,25; 1 и 2; 1. Расстояние между двумя смежными зубьями на ролике 7 обычно составляет 1-5 мм.
Различные скорости роликов 6, 7 создают срезающее усилие, в результате чего заготовка прижимается к одной кромке 20 каждого зуба 21 (см.фиг.9) и как бы засасывается в желобки между зубьями. Стебли сетки имеют круглую или квадратную форму. Участки заготовки, образованные веществами Е и EJ разрываются, за исключением слоя, расположенного на волокнах В. При этом волокна В остаются неповрежденными при соответствующем подборе давления между роликами 6, 7 и их скоростей.
Волокна В будут расположены ближе к поверхности, обращенной к зубчатому ролику 7. Охлаждение также служит для сведения к минимуму деформации лентоподобных волокон. Охлаждение же зубчатого ролика облегчает освобождение сетки. При изготовлении относительно тяжелой сетки (15 г/м после понеречного вытягивания, или 100 г/м на стадии выдавливания рисунка) предпочтительно использовать ролик с зубьями, имеющими трапециевидную форму. При необходимости на гладкий ролик 6 наносят антиадгезионное вещество.
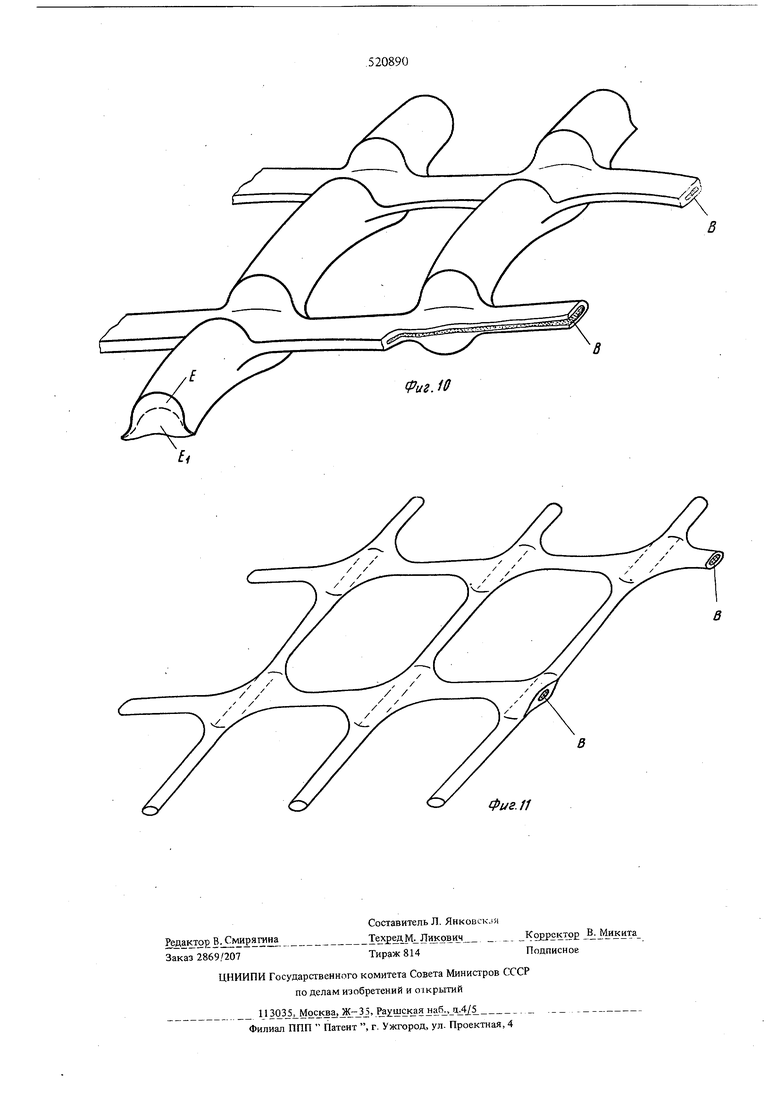
Полученная сетка,поступает на ролики 8, 9 и подвергается продольной вытяжке между роликами 10, 11 и 8, 9, т. к ролики 9 и 10 расположены близко друг от друга поперечная усадка сетки не происходит, и поддерживается прямолинейное расположение стеблей сетки. Для получения плоских стеблей сетки может быть подвергнута обработке на каландре перед поперечным вытягиванием.
Стебли сетки, состоящие из вещества Б и Et еще не ориентированы (фиг. 10), а продольные лентоподобные волокна из вещества В только что подверглись ориентации на этапе вытягивания. Волокна окружены тонкой пленкой из вещества Е и Е .
Когда волокна выполнены из материала, несовместимого с материалом заготовки, соединение между волокнами и окружающей ее пленкой имеет скользящий характер. Такая сетка гибкая, имеет вид ткани и может быть использована для декоративных целей, при этом поперечной вытяжке она не подвергается. Если заготовка вьшолнена из эластомера, ориентация стеблей сетки невозможна (фиг. 10).
Если волокна сетки включают полиамид или полиэфир, общий показатель продольной вытяжки должен предпочтительно составлять 3, 5 : 1-6 : 1. Если стебли включают полипропилен или высокоплотный полиэтилен, показатель поперечной вытяжки предпочтительно составляет 5:1 - 10:1.
Ниже приведены примеры осуществления предлагаемого способа с помощью формы, показанной на фиг. 2 и 3. На выходе из формы расстояние между осями волокон составляет 220 мм.
Пример 1. Вещества Б и Е, полипропилен. Вещество В - .-6, имеющий приблизительно тот же индекс плавления, что и вещества Е и Б при аналогичных условиях. Состав: В 30%, Е 20%, Е/ 50%. Вес выдавленной заготовки 100 г/м.
Первая продольная ориентация: показатель вы тяжки 2,0 : 1. Показатель поперечного сужения 1:1,4. Показатель продольного сужения во время выдавливания 1 : 1,4.
Вторая продольная ориентация: показатель вытяжки 2,8 : 1. Показатель поперечной вытяжки 7:1. Вес готовой сетки 5 г/м .
Зубчатый ролик имеет толщину зуба 0,4 мм, расстояние между зубьями 0,6 мм, высота зуба 0,25 мм. Температура формирования заготовки 260°С. Температура заготовки во. время выдавливания на ней рисунка . Температура во время поперечной вытяжки сетки 1 .
Пример 2. Вещество В то же, что в примере 1. Вещество Б - полипропилен с высоким содержани
ем атактика ( товарное название ). Индекс плавления по примеру 1. Вещество Е - этилен акрилацидный сополимер с тем же индексом плавления, что Е,. Б и Е образуют прочную адгезионную связь между собой.
Температура формирования заготовки 240°С. Температура во время выдавливания рисунка на заготовке . Температура поперечной вытяжки сетки 120°С.
Для предотвращения прилипания к зубчатому ролику заготовки, на последнюю постоянно наносится густой мыльный раствор.
Формула изобретенияs/
1.Способ изготовления сетки путем формирования листовой термопластичной заготовки, выдавливания на ней рисунка в виде чередующихся поперечных линейных утолщенных участков и более тонких участков при температуре, обеспечивающей, по меньщей мере, частично расплавленное состояние заготовки, и разрьша заготовки на более тонких участках с образованием отверстий, отличающийся тем, что, с целью обеспечения повыщения прочности сетки, в листовую термопластичную заготовку вводят параллельно расположенные лентоподобные волокна на расстоянии один от дрзт-ого с более высокой температурой плавления, чем температура плавления заготовки, причем отверстия в заготовке образуют при температуре, обеспечивающей твердое состояние лентоподобных волокон.
2.Способ по п. 1, отличающийся тем, что, по крайней мере те участки заготовки, которые соприкасаются с лентоподобными волокнами, состоят из полимеров, несовместимых с материалом лентоподобных волокон.
3.Способ по п. 1, отличающийся тем, что лентоподобные волокна вводят в заготовку в виде потоков расплава, смешанных с потоками расплава полимера, составляющими часть заготовки, остальная часть которой образована поверхностными слоями.
4.Способ по п. 3, отличающийся тем, что, по крайней мере один из поверхностных слоев образуют из потока расплава полимера, часть которого смещана с потоками, образующими лентоподобные волокна.
5.Способ по п. 3, отличающийся тем, что, по крайней мере один из поверхностных слоев образуют из отдельного потока расплава полимера, подаваемого независимо от смешанных потоков.
6.Способ по п. 3, отличающийся тем, что больпшй по толщине поверхностный слой образуют из отдельного потока расплава полимера, подаваемого независимо от смещанных потоков, а меньпшй по толщине поверхностный слой образуют из потока, часть которого смешана с потоками, образующими лентоподобные волокна.
7. Способ по П.1, отличающийся тем, что для выдавливания рисунка на листовой заготовке, последнюю пропускают между зубчатым и гладким ро-7
ликами, вращающимися с разлишыми скоростями, причем гладкий ролик вращают с больщей (Скоростью.
8.Способ по п. 7, отличающийся тем, что лентоподобные волокна вводят в заготовку ближе к одной из ее поверхностей, которую приводят в контакт с зубчатым роликом.
9.Способ по п. 1,отличающийся тем, что листовую заготовку с введенными в нее лентоподобными волокнами, подвергают продольной вы тяжке перед выдавливанием на ней рисунка.
10.Способ по п. 1, о т л и ч а- ю щ и и с я тем, что лентоподобные волокна подвергают ориентации перед выдавливанием рисунка на заготовке. 1
520890
8
11.Способ по п. 10, отличающийся тем, что ориентацию лентоподобных волокон заканчивают после вьщавливания на заготовке рисунка.
12.Способ по п. 1,отлич.ающийся тем, что лентоподобные волокна подвергают ориентации после выдавливания рисунка на заготовке.
13.Способ по п. 1, отличающийся те, что листовую заготовку после выдавливания на н рисунка и образования отверстий расплющиваютна каландре,f
Источник информации, принятый во внимание при экспертизе:
1. Патент США № 3441638, кл. 264-154, 1969 г. 12 В W фиг.5 7J
8 г
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНАЯ ТКАНЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2500844C2 |
| Нетканая сетка | 1973 |
|
SU660601A3 |
| ТЕРМОСВЯЗЫВАЕМОЕ ГИДРОФИЛЬНОЕ ДВУХКОМПОНЕНТНОЕ ПОЛИОЛЕФИНОВОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1989 |
|
RU2079585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СФОРМОВАННОГО ВОЛОКНА ТИПА ОСТРОВА-В-МОРЕ | 2006 |
|
RU2387744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЕТКИ ДЛЯ ДРЕНАЖНОГО ГЕОКОМПОЗИТА, ПОЛИМЕРНАЯ СЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ, СОДЕРЖАЩИЙ УКАЗАННУЮ СЕТКУ | 2022 |
|
RU2794581C1 |
| СТРУКТУРА И ИЗДЕЛИЕ ЛИЧНОЙ ГИГИЕНЫ, ПРИСПОСОБЛЕННЫЕ ДЛЯ ПРИЁМА ВЯЗКОУПРУГОЙ ЖИДКОСТИ, И СОДЕРЖАЩИЕ ВЕЩЕСТВО, ИМЕЮЩЕЕ ВЯЗКОУПРУГИЕ СВОЙСТВА ДЛЯ ИЗМЕНЕНИЯ ВЯЗКОУПРУГИХ СВОЙСТВ ТАКОЙ ЖИДКОСТИ И СПОСОБ АБСОРБИРОВАНИЯ ВЯЗКОУПРУГОЙ ЖИДКОСТИ | 1997 |
|
RU2195962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2684806C2 |
| ВЫСОКОСКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МИКРОПОРИСТОЙ ПЛЕНКИ | 1999 |
|
RU2224772C2 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
| ВОЛОКНИСТЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 2009 |
|
RU2493964C2 |
г
ЕВВ
Фиг. 8
Физ.э
Фиг. 11
