В качестве I компонента сырья в весовой бункер 4 может быть подана говядина, в качестве II компонента - свинина и в качестве III компонента - баранина, мяспая обрезь, куриное мясо и др. сырье, а также говядина или свинина, если рецептуры колбасных изделий включают сырье одного вида, но различных сортов.
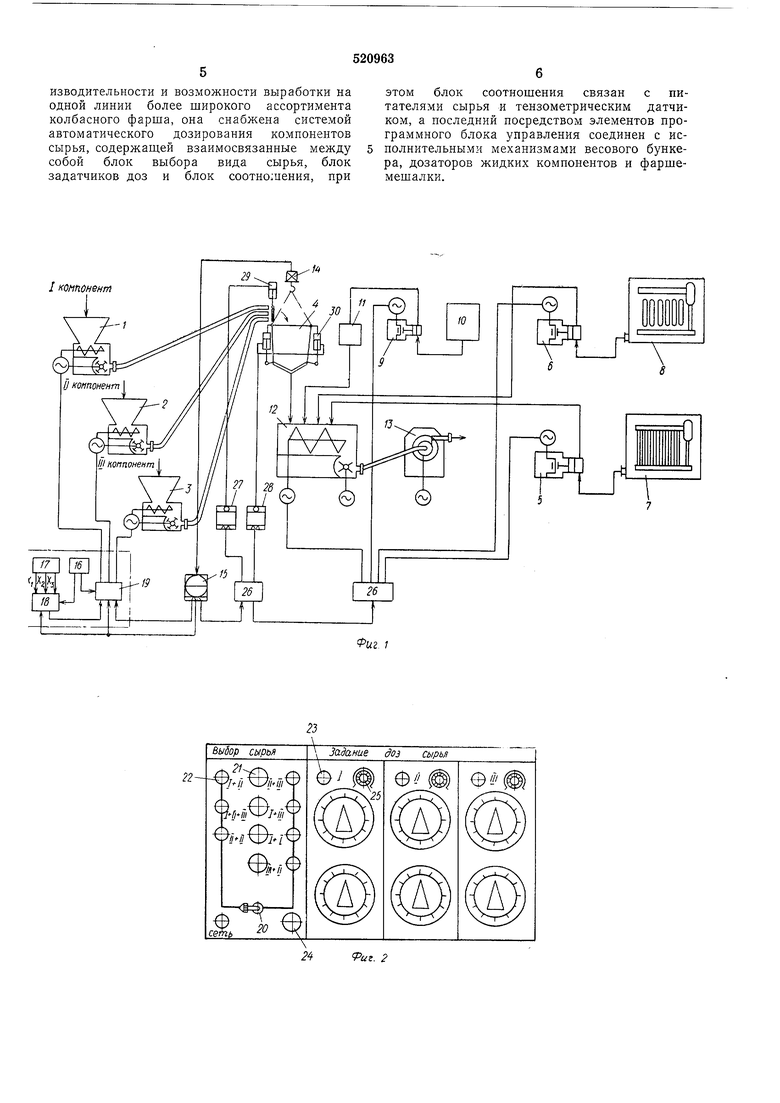
Выбор вида сырья осуществляется переключателем 20, устанавливаемым в левое или правое положение, и кнопками 21. В левом положении переключателя 20 можно выбрать один из трех вариантов последовательности подачи компонентов сырья: I + II, 1 + , Il-fll, а в правом - одним из четырех вариантов: ri + ril, I+III, I-fl, III + III. Колбасные изделия, включающие-варианты I + II, 11 + + III к I + III, состоят из двух компонентов сырья, а изделия, включающие вариант 1 + П + + 111 - из трех компонентов сырья. Повторяющиеся в рецептах компоненты I + I. П+П и III+III дозируются двумя равными дозами с целью набора необходимой массы одного и того же сырья. В любом из указанных вариантов дозирование компонентов сырья осуществляется с промежуточной разгрузкой отвещенных доз.
При выборе каждого из вариантов последовательности подачи сырья загорается соответствующая сигнальная лампа 22. При наборе заданной дозы каждого компонента (I, II и III) загораются соответствующие лампы 23. Для перехода с одного варианта на другой необходимо нажать кнопку 24 «Сброс выбора и выбрать требуемый вариант последовательности подачи сырья.
На блоке управления имеются элементы 25 корректировки дозы, которыми, при необходимости, корректируется избыточное поступление сырья в весовой бункер 4 при отсекании его от фарщепровода после отключения питателей 1-3.
Линия работает следующим образом.
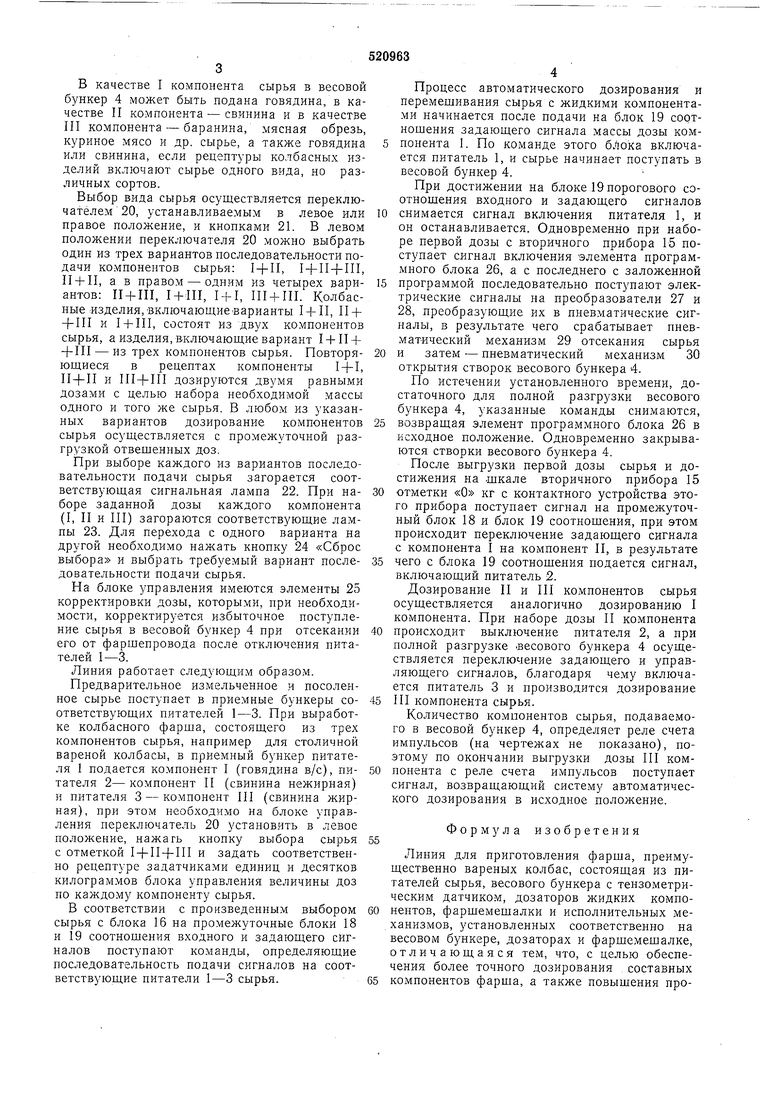
Предварительное измельченное и посоленное сырье поступает в приемные бункеры соответствующих питателей 1-3. При выработке колбасного фарща, состоящего из трех компонентов сырья, например для столичной вареной колбасы, в приемный бункер питателя 1 подается компонент I (говядина в/с), питателя 2- компонент II (свинина нежирная) и питателя 3-компонент III (свинина жирная), при этом необходимо на блоке управления переключатель 20 установить в левое положение, нажагь кнопку выбора сырья с отметкой I + II + III и задать соответственно рецептуре задатчиками единиц и десятков килограммов блока управления величины доз по каждому компоненту сырья.
В соответствии с произведенным выбором сырья с блока 16 на промежуточные блоки 18 и 19 соотнощения входного и задающего сигналов поступают команды, определяющие последовательность подачи сигналов на соответствующие питатели 1-3 сырья.
Процесс автоматического дозирования и перемещивания сырья с жидкими компонентами начинается после подачи на блок 19 соотнощения задающего сигнала массы дозы компонента 1. По команде этого блока включается питатель 1, и сырье начинает поступать в весовой бункер 4.
При достижения на блоке 19 порогового соотношения входного и задающего сигналов
снимается сигнал включения питателя 1, и он останавливается. Одновременно при наборе первой дозы с вторичного прибора 15 поступает сигнал включения элемента программного блока 26, а с последнего с заложенной
программой последовательно поступают электрические сигналы на преобразователи 27 и 28, преобразующие их в пневматические сигналы, в результате чего срабатывает пневматический механизм 29 отсекания сырья
и затем - пневматический механизм 30 открытия створок весового бункера 4.
По истечении установленного времени, достаточного для полной разгрузки весового бункера 4, указанные команды снимаются,
возвращая элемент программного блока 26 в исходное положение. Одновременно закрываются створки весового бункера 4.
После выгрузки первой дозы сырья и достижения на щкале вторичного прибора 15
отметки «О кг с контактного устройства этого прибора поступает сигнал на промежуточный блок 18 и блок 19 соотнощения, при этом происходит переключение задающего сигнала с компонента I на компонент П, в результате
чего с блока 19 соотнощения подается сигнал, включающий питатель 2.
Дозирование II и III компонентов сырья осуществляется аналогично дозированию I компонента. При наборе дозы II компонента
происходит выключение питателя 2, а при полной разгрузке .весового бункера 4 осуществляется переключение задающего и управляющего сигналов, благодаря чему включается питатель 3 и производится дозирование
III компонента сырья.
Количество компонентов сырья, подаваемого в весовой бункер 4, определяет реле счета импульсов (на чертежах не показано), поэтому по окончании выгрузки дозы III компонента с реле счета импульсов поступает сигнал, возвращающий систему автоматического дозирования в исходное положение.
Формула изобретения
Линия для приготовления фарща, преимущественно вареных колбас, состоящая из питателей сырья, весового бункера с тензометрическим датчиком, дозаторов жидких компонентов, фарщемещалки и исполнительных механизмов, установленных соответственно на весовом бункере, дозаторах и фарщемещалке, отличающаяся тем, что, с целью обеспечения более точного дозирования составных
компонентов фарша, а также повышения производительности и возможности выработки на одной линии более широкого ассортимента колбасного фарша, она снабжена системой автоматического дозирования компонентов сырья, содержащей взаимосвязанные между собой блок выбора вида сырья, блок задатчиков доз и блок соотношения, при
этом блок соотношения связан с питателями сырья и тензометрическим датчиком, а последний посредством элементов программного блока управления соединен с исполнительными механизмами весового бункера, дозаторов жидких компонентов и фаршемешалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для приготовления фарша | 1991 |
|
SU1792290A3 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ФАРША | 1995 |
|
RU2091029C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2028979C1 |
| Устройство для весового многокомпонентного порционного дозирования например, компонентов шихты доменного процесса | 1975 |
|
SU520516A1 |
| Способ производства колбасных изделий | 1984 |
|
SU1232200A1 |
| Устройство для управления дозированием компонентов бетонной смеси | 1981 |
|
SU992215A1 |
| Система весового многокомпонентного дозирования | 1991 |
|
SU1813206A3 |
| Устройство для управления весовым многокомпонентным дозатором | 1978 |
|
SU744489A1 |
| Устройство для управления дозированием | 1980 |
|
SU935884A1 |
| СПОСОБ ПРОИЗВОДСТВА МЯСНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2152738C1 |
/ компонент
