Изобретение относится к стекольному производству, а именно к поточным линиям для приготовления стекольной шихты, и может быть использовано в других отраслях техники, например химической, строительных материалов, металлургической.
Известна весовая автоматическая дозировочная линия ЛАД-688, состоящая из дозаторов ДВСТ и станции управления СУСТ-7 [1].
Указанные дозаторы снабжены рычажными системами с механическими циферблатными указательными приборами, вибрационными питателями загрузки и разгрузки, осуществляющими поочередно в двух режимах загрузку дозатора и выдачу дозы на сборочный транспортер.
Недостатками указанной дозировочной линии являются большие габариты и металлоемкость, что обусловлено применением вибропитателей разгрузки, рычажных систем с механическим циферблатным указательным прибором и тем, что грузоприемные устройства выполнены по объему наибольшей дозы предназначенного для дозирования компонента. Другими недостатками являются низкие надежность, точность и производительность дозирования, что обусловлено нестабильной работой вибропитателей на плохосыпучих компонентах стекольной шихты, применением механических циферблатных указателей с преобразователями угол - код.
Известна конструкция поточной линии для приготовления стекольной шихты, выбранной в качестве прототипа, содержащей бункеры для комкующихся и сыпучих компонентов, снабженные дозаторами и питателями с приводами и автоматическими весами, подключенными к бесконтактной системе управления, сборочный транспортер и бункер запаса шихты. В этой линии на каждые четыре бункера для комкующихся компонентов установлен один бункер для сыпучих компонентов, питатели дозаторов для комкующихся компонентов выполнены в виде трубы с поворотными заслонками [2].
Недостатками известной конструкции являются также большие габариты и металлоемкость, что обусловлено применением барабанных питателей разгрузки рычажных систем с механическими циферблатными указателями и тем, что вместимость грузоприемного устройства равна объему наибольшей дозы предназначенного для дозирования компонента.
Другими недостатками являются
недостаточно высокая точность дозирования, что обусловлено дискретным характером подачи компонента барабанным питателем, вызывающим погрешность дозирования величиной, равной массе компонента, заполняющей одну ячейку барабана;
ограничение области применения, вызванное установленным соотношением числа бункеров, комкующихся компонентов и сыпучих компонентов, так как во многих других случаях рецепты стекольной шихты содержат иное, чем в прототипе, соотношение, применение известного соотношения привело бы к необходимости установки дополнительного количества параллельно работающих бункеров и дозаторов, при этом металлоемкость и габариты еще более возросли;
применение для транспортирования материалов в смеситель сборочного транспортера, так как последний является источником таких негативных факторов, как ухудшение качества шихты из-за потери некоторого количества массы компонентов при транспортировании от просыпи и пыления, выброс некоторого количества массы компонентов в виде пыли в воздух рабочей зоны из-за невозможности качественной герметизации большого объема кожуха транспортера, а также в аспирацию;
высокая трудоемкость ремонтных работ.
Целью изобретения является повышение точности дозирования, качества шихты и снижение металлоемкости оборудования.
Это достигается тем, что поточная линия для приготовления стекольной шихты, содержащая расходные бункера для комкующихся и сыпучих компонентов, весовые автоматические дозаторы с измерительными элементами, питатели подачи компонентов в дозаторы, смесители, бункер запаса шихты и систему управления, входы которой соединены с измерительными элементами дозаторов, а выходы с соответствующими исполнительными механизмами, снабжена емкостью предварительного смешивания дозируемых материалов с крышкой, имеющей загрузочные патрубки, рамой для крепления измерительных элементов дозаторов, выполненной по периметру емкости, трубопроводом для отвода избыточного воздуха в аспирацию, соединенным с загрузочными патрубками дозаторов и крышкой емкости, загрузочные патрубки крышки емкости выполнены диаметром, равным диаметру соответствующих загрузочных и разгрузочных патрубков дозаторов, и соединены с дозаторами эластичными пыленепроницаемыми рукавами, при этом грузоприемные бункеры дозаторов выполнены вместимостью, меньшей объема дозы компонента, и расположены над емкостью в шахматном порядке с межцентровым расстоянием, определяемым по формулам по горизонтали
tг=  по вертикали
по вертикали
tв=  + Δ где D1, D2, D3 - диаметры смежных грузоприемных бункеров;
+ Δ где D1, D2, D3 - диаметры смежных грузоприемных бункеров;
Δ - величина монтажного зазора между смежными грузоприемными бункерами дозаторов.
Каждый весовой дозатор снабжен гравитационным устройством разгрузки дозы.
Питатели дозаторов загрузки комкующихся компонентов выполнены шнековыми, а заслонки дозаторов - секторными.
Питатели дозаторов сыпучих компонентов выполнены гравитационными, а заслонки дозаторов - двухпозиционными секторными. Емкость предварительного смешивания снабжена пневмоударником.
Использование известных малогабаритных дозаторов с вместимостью грузоприемного бункера меньшим объемом дозы компонента, работающих по способу частичного дозирования, позволяет реализовать техническую возможность применения емкости для сбора от всех дозаторов и предварительного смешивания частичных доз вместо сборного транспортера. Ввиду малой величины каждой частичной дозы емкость приобретает свойство предварительного перемешивания компонентов, уменьшение габаритов в плане грузоприемных устройств позволяет расположить их наиболее компактно по площади емкости, а измерительные элементы всех дозаторов поточной линии - на единой раме, расположенной по периметру емкости.
Соединение трубопровода для отвода избыточного воздуха из емкости с пространством над грузоприемными устройствами дозаторов позволяет выравнять давление воздуха над и под дозатором, устранив его влияние на точность измерения массы при дозировании. Соединение дозаторов с крышкой емкости эластичными рукавами также уменьшает влияние соединений на точность измерения массы. Так как при дpугом, например жестком, соединении дозаторов с крышкой, а крышки с емкостью с помощью эластичных рукавов не удастся избежать местных деформаций крышки ввиду неодинаковых перемещений грузоприемных бункеров при дозировании и, следовательно, влияния на точность измерения массы.
Использование вместо барабанных питателей шнековых позволяет осуществить нелимитированное по длине соединение расходных бункеров, имеющих в плане значительно большую площадь, чем площадь емкости, с дозаторами в радиальном направлении от расходного бункера до грузоприемного устройства дозатора.
Применение вместо барабанных питателей разгрузки гравитационных позволяет осуществить техническую возможность выполнения заявляемой поточной линии с производительностью не менее производительности прототипа.
Применение вместо двух поворотных заслонок клапанного типа на загрузке дозаторов хорошосыпучих компонентов секторной двухпозиционной заслонки не только уменьшает металлоемкость оборудования, но и повышает степень унификации, так как такие же заслонки установлены на шнековых питателях плохосыпучих компонентов.
В известных устройствах установка пневмоударников применяется для устранения сводообразования, обеспечения нормального истечения материала из разгрузочной горловины, в заявляемом устройстве в емкости отсутствует сводообразование, т.к. материал в ней находится в состоянии движения, смешивается, в данном случае певмоударение включается для полного без остатка опорожнения емкости перед набором очередной частичной дозы всех компонентов, что обеспечивает необходимое качество шихты.
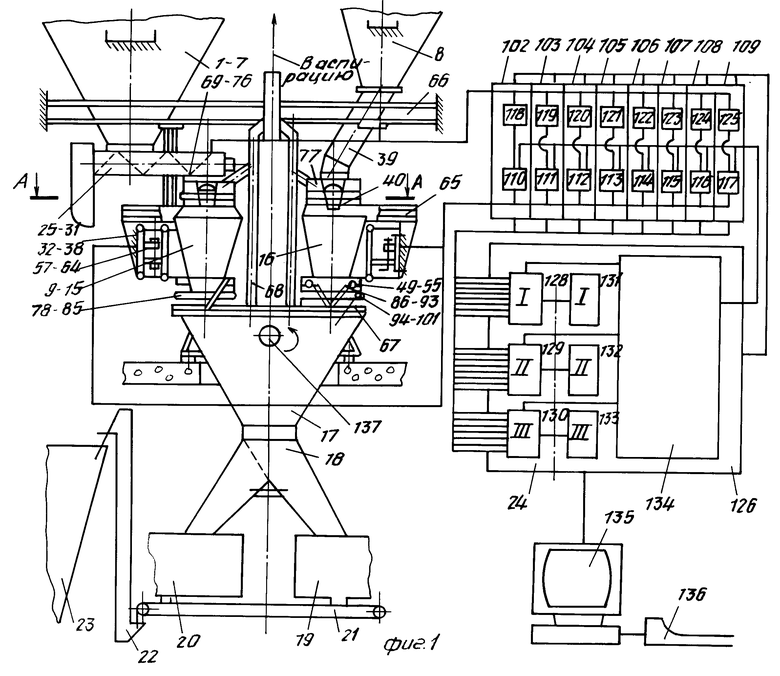
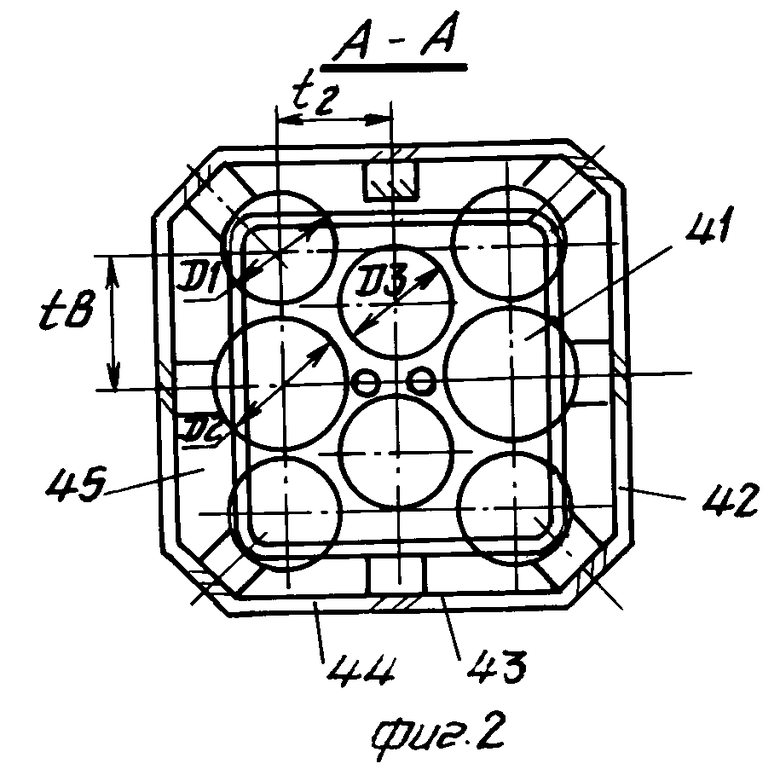
На фиг. 1 показана кинематическая принципиальная схема автоматической поточной линии, например, на восемь дозируемых компонентов и структурная схема системы управления этой линии; на фиг. 2 - разрез А-А на фиг. 1.
Автоматическая поточная линия содержит расходные бункеры 1-7 комкующихся компонентов, бункер 8 сыпучего компонента, весовые автоматические дозаторы 9-15 комкующихся материалов, весовой автоматический дозатор 16 сыпучего материала, емкость 17 предварительного смешивания дозируемых материалов, рукавный переключатель 18, смесители 19, 20, транспортные устройства 21, 22 (например, ленточный транспортер и элеватор), бункер 23 запаса шихты, систему 24 управления поточной линии.
Дозаторы 9-15 комкующихся материалов снабжены шнековыми питателями 25-31 с секторными заслонками 32-38. Дозатор 16 сыпучего компонента снабжен гравитационным питателем 39 с секторной заслонкой 40. Все дозаторы 9-16 снабжены грузоприемными бункерами 41-48 с гравитационными разгрузочными устройствами (затворами) 49-56. Грузоприемные бункеры 41-48 жестко присоединены к измерительным элементам 57-64, которые прикреплены к раме 65, соединенной с металлоконструкцией 66. Крышка 67 емкости 17 соединена с трубопроводом 68, который в свою очередь соединен с разгрузочными патрубками 69-76 и 77 дозаторов. Загрузочные патрубки 78-85 крышки 67 соединены с разгрузочными патрубками 86-93 эластичными пыленепроницаемыми рукавами 94-101.
Система 24 управления состоит из устройств (блоков) 102-109 управления дозаторами, включающих измерительные приборы 110-117 дозаторов и блоки 118-125 управления исполнительными механизмами дозаторов, устройства 126 управления линией, содержащего I, II и III схемы 128-130 совпадения, I, II и III таймеры 131-133, блок 134 команд, терминала 135 с устройством 136 регистрации. Емкость 17 снабжена побудителем 137.
Грузоприемные бункеры 41-48 дозаторов 9-16 установлены по площади емкости 17 в шахматном порядке с межцентровым расстоянием между грузоприемными устройствами по горизонтали
tг= 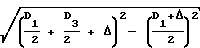 по вертикали
по вертикали
tв=  + Δ где D1, D2, D3 - диаметры смежных грузоприемных устройств;
+ Δ где D1, D2, D3 - диаметры смежных грузоприемных устройств;
Δ - величина монтажного зазора между смежными грузоприемными устройствами.
Например, для значений D1 = 650 мм, D2 = 800 мм, D3 = 500 мм, Δ = 50 мм
tг = 510 мм
tв = 775 мм
Расстановка дозаторов над емкостью в шахматном порядке придает автоматической поточной линии компактность, улучшает качество перемешивания, в то время как расположение их по периметру емкости затруднило бы перемешивание, увеличило габариты.
Автоматическая поточная линия работает следующим образом.
Расходные бункеры 1-8 заполняют компонентами, подключают к аспирации трубопровод 68, включают смеситель 19 или 20. На клавиатуре терминала 135 набирают номер рецепта или вводят цифровые задания массы доз для всех необходимых по рецептуре компонентов, число частичных доз для каждого компонента, величины предварения для последней частичной дозы, а также величины допускаемых отклонений от значения доз, величину упреждения и включают дозаторы в работу.
После окончания автоматической тарировки весовых элементов 57-64 всех дозаторов на измерительных приборах 110-117 устанавливаются нулевые показания. На восемь (по числу дозаторов) входов II схемы совпадения поступает сигнал об окончании разгрузки дозаторов и девятый сигнал от II таймера о том, что время, отведенное на разгрузку, не истекло. На выходе II схемы совпадения формируется сигнал "дозаторы разгружены", в блоке 134 команд устройства 126 управления линией формируется команда "разрешение загрузки", которая поступает в блок 118-125 устройства 102-109 управления дозаторами. По команде последних одновременно открываются заслонки 32-38 и 40, включаются в работу питатели 25-31 и 39, в режиме интенсивной подачи компоненты поступают из расходных бункеров 1-8 в грузоприемные бункера 41-48 дозаторов 9-16. Избыточный воздух через трубопровод 68 отводится в аспирацию. Пыленепроницаемые эластичные рукава 94-101 предотвращают выделение пыли в рабочую зону дозатора. В весовых измерительных элементах 57-64 вырабатывается электрический сигнал, пропорциональный текущему значению величины массы компонента, находящегося в грузоприемном бункере, после достижения величины массы, равной заданному значению частичной дозы, в блоках 102-109 вырабатывается сигнал окончания загрузки, заслонки 32-38 и 40 закрываются, питатели 25-31 выключаются. После успокоения весовой системы на табло измерительных приборов 110-117 устанавливаются показания массы компонентов, загруженных в грузоприемные бункера дозаторов, эти значения фиксируются в терминале 135, одновременно на восемь (по числу дозаторов) входов I схемы совпадения 128 приходят восемь сигналов готовности частичной дозы и девятый сигнал от I таймера 131 о том, что время, отведенное по циклограмме на загрузку частичной дозы не истекло. После этого на выходе I схемы совпадения 128 формируется сигнал готовности частичной дозы всех компонентов к разгрузке, который через блок 134 команд передается в устройства 102-109 управления дозаторами. Затворы 49-56 открываются, частичные дозы компонентов загружаются в емкость. Избыточный воздух из емкости через трубопровод 68 поступает в аспирацию. Пыленепроницаемые эластичные рукава 94-101 предотвращают выделение пыли в рабочую зону дозатора. Ввиду того, что пространство над грузоприемными бункерами дозаторов через трубопровод 68 и емкость 17 сообщается с пространством под грузоприемными устройствами, давление в них выравнивается, но так как диаметры загрузочных патрубков 78-85 крышки 67 емкости 17 равны диаметру патрубков 89, 77 дозаторов, выравниваются также силы давления, благодаря чему устраняется влияние этих сил на точность измерения массы. Перемещение грузоприемных устройств при наборе дозы, равное прогибу упругого элемента тензометрического датчика весовых элементов 57-64, компенсируется эластичными рукавами 94-101 без потери чувствительности весового устройства.
После успокоения весовой системы на табло измерительных приборов 110-117 устанавливаются показания массы компонентов, оставшихся в грузоприемных бункерах ("остаток"). Эти значения фиксируются в терминале 135, где вычисляется результат дозирования первой частичной дозы как разность между зафиксированными значениями при загрузке и разгрузке. Если значение величины "остатка" на каком-либо дозаторе не превысит максимальной допускаемой величины "диапазона" нуля, на восемь (по числу дозаторов) входов II схемы совпадения 129 приходят восемь сигналов об окончании разгрузки и девятый сигнал от II таймера о том, что время, отведенное на разгрузку, не истекло. На выходе второй схемы совпадения формируется сигнал "частичная доза разгружена", который через блок 134 команд передается в блоки 102-109.
Затворы 49-56 закрываются, поточная линия готова для набора второй и последующих, включая предпоследнюю, частичных доз. После выгрузки отдозированной частичной дозы включается побудитель 137 для очистки емкости от налипшего на его внутреннюю поверхность "остатка" материалов.
Цикл повторяется аналогично описанному для первой частичной дозы.
В терминале рассчитываются задания для последней частичной дозы каждого из компонентов, как разность между значениями дозы компонента по рецепту и суммарной суммой действительных значений частичных доз компонента, выданных в емкость 17 во всех передающих циклах дозирования от первого до предпоследнего включительно.
Особенность операции набора последней частичной дозы комкующихся материалов заключается в том, что при достижении величины предварения дозы соответствующей 90-95% заданного значения частичной дозы, электродвигатели шнековых питателей 25-31 переключаются с номинальной частоты вращения 3000 об-1 на частоту вращения 750 об-1. Благодаря этому соответственно уменьшается значение величины подачи материала, неравномерность подачи, масса "падающего столба", динамическое воздействие на измерительный элемент дозатора. Особенность операции набора последней частичной дозы хорошосыпучего материала заключается в том, что при достижении величины предварения дозы, соответствующей 90-95% заданного значения частичной дозы, секторная заслонка 40 гравитационного питателя 39 устанавливается из положения, полностью открытого, в положение, при котором она частично перекрывает загрузочное отверстие питателя, за счет чего соответственно уменьшается значение величины подачи материала.
Аналогично описанному, на вход III схемы совпадения поступают восемь сигналов о разгрузке последней частичной дозы и девятый сигнал от III таймера о том, что время, отведенное на разгрузку частичной дозы, не истекло (необходимость III схемы совпадения обусловлена тем, что дозирование последней частичной дозы осуществляется в двух режимах (интенсивной и замедленной подачи) и для его проведения требуется отдельная, увеличенная временная уставка).
После этого на выходе III схемы совпадения формируются сигналы готовности последней частичной дозы. Затем на восемь входов II схемы совпадения после разгрузки дозаторов поступает восемь сигналов об окончании разгрузки последней частичной дозы и девятый сигнал от II таймера о том, что время, отведенное на разгрузку дозаторов, не истекло. На выходе II схемы совпадения формируется сигнал о выгрузке последней частичной дозы. Полученные отклонения от заданных значений доз компонентов сравниваются с установленными, и выдается общая команда "готовность линии". Цикл набора доз повторяется. В соответствии с вышеизложенным при отказе какого-либо дозатора к моменту поступления на девятый вход одной из схем совпадения сигнала об окончания времени операции, отведенного по циклограмме, один из входов не будет задействован, и схема совпадения подготовит аварийный сигнал "Загрузка частичных доз - Авария" (если сигнал поступил из I или III схемы совпадения) или "Разгрузка частичных доз - Авария" (если сигнал поступил из II схемы совпадения). Наличие указанных сигналов позволяет оперативно с минимальными потерями времени устранить отказ и выполнить последующие полные циклы набора всех частичных доз для одного замеса. Последовательно выгружаемые частичные дозы из емкости 17 пересыпаются по рукавному переключателю 18 в смеситель 19. После набора всех частичных доз всех компонентов рукавный переключатель устанавливается в положение для работы со смесителем 20. Из смесителей 19 и 20 готовая шихта транспортируется в бункер запаса шихты транспортерными устройствами, например ленточным транспортером 21 и элеватором 22. Таким образом, эффект, создаваемый данным устройством, заключается в повышении точности дозирования, качества шихты и снижении металлоемкости за счет применения вместо сборочного транспортера емкости для предварительного перемешивания, расположения дозаторов по площади емкости, крепления весоизмерительных элементов всех дозаторов на одной раме, выполненной по периметру емкости, соединения загрузочных патрубков дозаторов с пространством внутри емкости трубопроводом и аспираций, выполнением загрузочных бункеров в крышке емкости одного диаметра с загрузочным и разгрузочным патрубком дозаторов, применение эластичных рукавов для соединения емкости с дозаторами.
Использование изобретения позволяет более чем в два раза повысить точность дозирования, качество шихты и в среднем в три раза снизить металлоемкость поточной линии, более чем в 2 раза уменьшаются габариты линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозированной подачи стекольной шихты | 1988 |
|
SU1595797A1 |
| Поточная линия для приготовления стекольной шихты | 1976 |
|
SU655659A1 |
| Устройство для разгрузки сыпучих материалов | 1991 |
|
SU1807019A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022028C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2085522C1 |
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 2001 |
|
RU2213709C2 |
| Система управления поточной линией для приготовления стекольной шихты | 1985 |
|
SU1276624A2 |
| Компактный дозатор-смеситель сыпучих материалов | 2018 |
|
RU2704192C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2044696C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1997 |
|
RU2098332C1 |
Использование: промышленность строительных материалов. Сущность изобретения: автоматическая поточная линия для приготовления стекольной шихты, содержащая расходные бункера для комкующихся и сыпучих компонентов, весовые автоматические дозаторы, смесители, бункер запаса шихты и систему управления, снабжена емкостью предварительного смешивания дозируемых материалов с крышкой, рамой для крепления измерительных элементов дозаторов, выполненной по периметру емкости, трубопроводом, соединенным с загрузочными патрубками дозаторов и крышкой емкости, при этом грузоприемные бункера дозаторов выполнены вместимостью, меньшей объема дозы компонента, и расположены по площади крышки емкости в шахматном порядке, загрузочные патрубки крышки емкости выполнены диаметром, равным диаметру соответствующих загрузочных и разгрузочных патрубков дозаторов, и соединены с дозаторами эластичными пыленепроницаемыми рукавами. 4 з.п. ф-лы, 2 ил.
по горизонтали
по вертикали
где D1,D2,D3 - диаметры смежных грузоприемных бункеров;
Δ - величина монтажного зазора между смежными грузоприемными бункерами дозаторов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поточная линия для приготовления стекольной шихты | 1976 |
|
SU655659A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
