1
Изобретение относится к легкой промышленности, а именно -к технологии изготовления соединителвных элементов застежки типа «молния и вдожет быть осуществлено на текстильных предприятиях, производящих текстильную застежку.
Известен способ изготовления соединительных элементов застежки типа «молния, при котором «есущие ленты -по всей поверхеости снабжают соединительными петелыньши элементами из мононити, изготовленной из полимерного термопластичного материала, подвергают их термообработке, делают боковые надрезы для образования крючковых .соединительных элементов, .а затем их фиксируют путем охлаждения.
С целью Повышения производителыности и И1сключения брака лри изготовлении крючковых элементов 1согла1сно предлагаемому .способу термообработку осуществляют в нагревательном устройстве в течение 5-60 сек и при температуре, соответствующей температуре размягчения нолимера .мононити, при этом петельные элементы подают в на-превательное устройство с помощью рребенжи, а охлаждение ведут при температуре, соответствующей температуре 1кристаллизаЦии полимера мононити.
Изобретение поясняется чертежами, «а которых на фиг. 1 схематично изображена вда.шина для обработки петельных элементов; иа фиг. 2 разрез по А-А на фиг. 1; на фиг. 3 - узел захвата .петельных элементов гребенкой и Направления их в пазы нагревательного
устройства; на фиг. 4 - сечение по Б-Б; , Г-Г и Д-Д Е-а фиг. 3.
Для осуществления предлагаемого способа применяют машину, содержащую рабочий стол 1, укрепленный на стаеин-е 2, Кронштейн 3, несущий разматывающую 4 и наматывающую 5 кассеты для ленты 6 с петельными элементами 7, расположенный на столе блок 8 для обработки элементов и блок 9 управления.
Блок 8 содержит устройство натяжения 10 ленты 6, на гревательное устройство И, нажимные ролики 12, направляющие ролики 13 и тянульный вали1К 14. Последний получает движение от двигателя 15, укрепленного под
столом через редуктор 16, ременную передачу 17 и -цепную передачу. Наматывающая кассета 5 получает движение от жестко соединенного с тянульным валиком 14 -шкива ре1мениой передачи 18.
Блок 9 управления содержит аппаратуру для измерения и регулирОвания температуры нагревателыного устройства, а также пуока двигателя 15 и регулирования его скорости. Нагревательное устройство- И (см. фиг. 1)
выполнено в виде цилиндрического корпуса
19, жестко укрепленного «а т-рубе 20, «оторая закреплена е Kopoyce 21 блока 8. Внутри корпуса 19 (см. фиг. 2) закреплены электронаПревательные элементы. Корпус 19 имеет слой теплоизолирующего материала для уменьш е1НИЯ тепловых потерь через торцевые поверхности.
На наружной ловерхности корпуса 19 выполнена нроточка, на iKOTOipoH закреплен набор шайб 22 и 23. Последние образуют пазы 24. Толщина шайб должна быть такой, чтобы пазы 24 на поверхности нагревательного устройства имели шаг, соответствующий поперечному шагу петелыных элементов 7 на поверхности иесушей ленты, и ширину, несколько большую толщины мононити, из которой вы(полнены яетельные элементы. Диаметр шайб Й2 и 23 должен быть таким, чтобы глубина та1за -была неоколько больше выюоты петельных элементов 7.
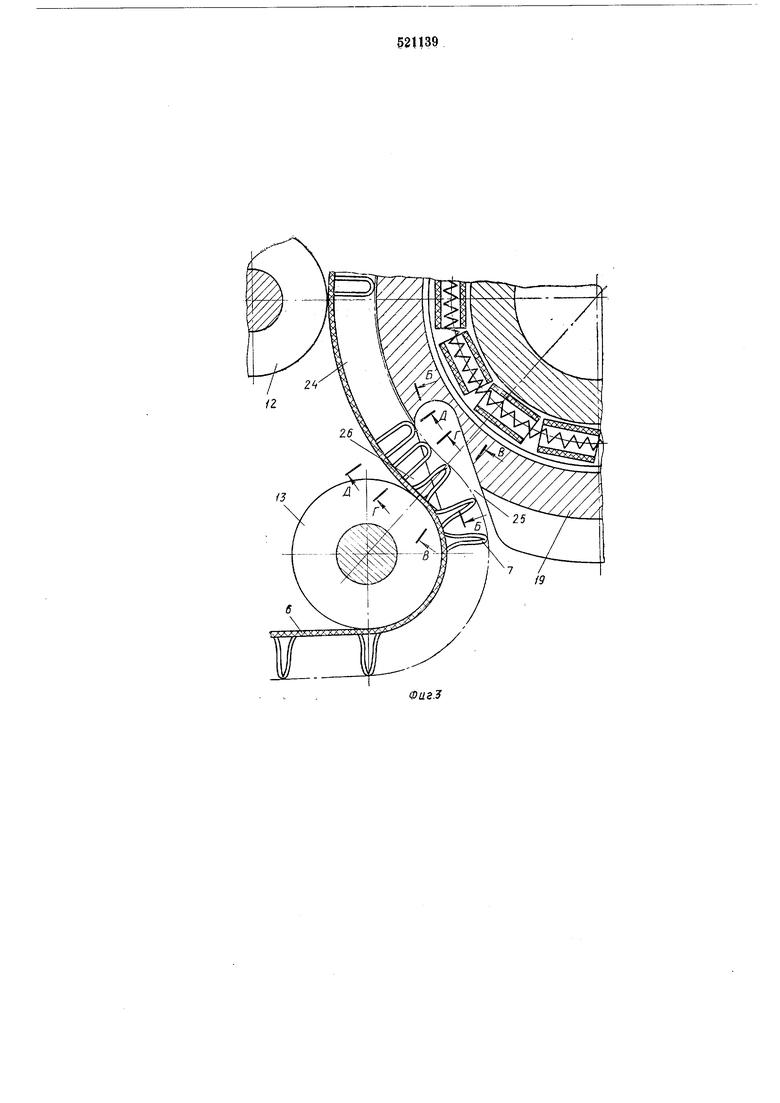
Нагревателыное устройство 11 имеет в зоне расположения «алравляющето ролика 12 продольный паз 25 (фиг. 3), который вместе с шайбами 22 и 23 образует зубья 26 требенки для захвата летельных элементов 7 у основания и направления нх в пазы 25 (см. фиг. 3) на превателвного устройства 11.
Направляющий ролик 13 и нажимные ролики 12 смонтированы ;во1круг устройства 11 с зазором, равным толщине несущей ленты 6.
Предлагаемый опособ заключа1ется -в следующем.
Лента 6 огибает направляющий ролик 13 и поступает на зубья 26 -гребенки, которые захватывают петельные элементы 7 вначале у основания, а затем и ло всей высоте. По мере того, .как петелыные элементы 7 входят в пространство между зубьями 26 гребенки они взаимоДействуют с боковыми поверхностЯМи |зубьев 2-6 и раз)ворачиваются,приэтом ихплоскость становится пар-аллельной плоскости пазов «агревательного устройства. Силовое воздействие зубьев 26 гребенки иап1ра( от Oicнования петельных элементов к их периферии, что способствует надежному разворачиванию петель при небольших усилиях.
Затем петельные элементы 7 поступают в пазы 25 иапревательного устройства.
При этом лента .нагревается, и в петельных элементах происходит релаксация напряжений, возникших при выравнивании их на зубьях гребенки.
В нагревательном устройстве устанавливают температурный режим, соответствующий температуре размягчения моноеити. Для капрона это 160-170°С. Взаим одействуя с боковыми поверхностями пазов, петли не только выпрямляются, но и нагреваются. Релаксация напряжения заканчивается одновременно с окончанием нагрева ленты и протекает таким об|разом 5-60 сек. (в зависимости от толщины и вида мононити). Обработанная таким образом лента имеет правильно расположенные петли. Для фиксации петельных элементов ленту охлаждают при выходе из нагревательного устройства воздухом, имеющим температуру помещения.
Для |0беспечения необходимого времени нагрева скорость движения ленты может составлять 0,3-4 м/мин при диаметре нагревательного устройства 100 мм. Операцию термообработки можно совмещать с надрезом элементов.
Формула изобретения
Способ изготовления соединительных эле|Ментов зас:тежки типа «молния, при которО м несущие ленты по всей поверхности снабжают соединительными петельными элементами из мон 01нити, изготовленной из полимерного термопластичного материала-, подвергают их термообр-аботке, делают -боковые надрезы для образ-ования крючковых соединительных элементов, .а -затем их фиксируют путем охлаждения, отличающийся тем, -что, с целью -повышения производительности, термообработку осуществляют в нагрев аггел ын-ом устройстве в течении 5-60 .сек и ори температуре, соответствующей температуре размягчения полим-ера мон-онити, п-ри этом петельные элементы подают в нагревательное устройство с помощью гребенки, а охлаждение в-едут при температуре, со-ответствующей температуре кристаллизации полимера мононити.
/I
32
В- В
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНОГО | 1973 |
|
SU373927A1 |
| Устройство для стабилизации ворсовых лент на лентоткацком станке | 1977 |
|
SU633949A1 |
| ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ВЫРАБОТКИ ПЕТЕЛЬНОЙ и КРЮЧКОВОЙ ЧАСТЕЙ ЗАСТЕЖКИ | 1971 |
|
SU308124A1 |
| Устройство для механической обработкипЕТЕльНОй лЕНТы ТЕКСТильНОй зАСТЕжКи | 1979 |
|
SU848506A1 |
| Устройство для изготовления несущих лент застежки-молнии | 1973 |
|
SU520018A3 |
| Машина для ворсования петель ленты текстильной застежки | 1978 |
|
SU720079A1 |
| ПРИСПОСОБЛЕНИЕ К ЛЕНТО-ТКАЦКОМУ СТАНКУ | 1971 |
|
SU316787A1 |
| Способ изготовления половинок застежки-молния и устройство для его осуществления | 1987 |
|
SU1581207A3 |
| МАШИНА ДЛЯ РАЗРЕЗАНИЯ ПЕТЕЛЬ КРЮЧКОВОЙ ЛЕНТЫ, ЯВЛЯЮЩЕЙСЯ ЧАСТЬЮ ЗАМКА-ЗАСТЕЖКИ | 1966 |
|
SU180169A1 |
| Способ изготовления разъемного соединительного устройства типа "застежка-молния" | 1967 |
|
SU441697A1 |



Фиг t
д-д
SSSSXASSSSI
