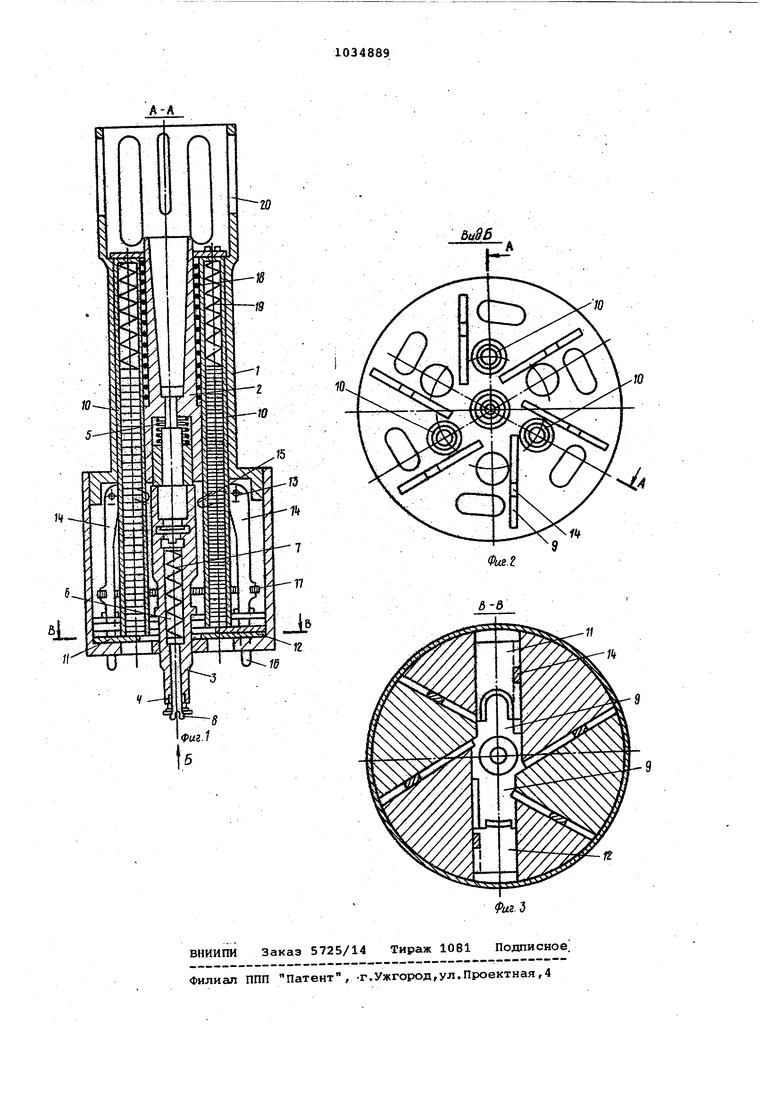
Изобретение относится к машинои аппаратостроению, преимущественно к устройствам для сборки узлов с рез бовым соединением,и может быть испол зовано для установки крепежных деталей (гаек и шайб) на резьбовые стерж ни. Известно устройство для сборки резьбовых соединений с пневматическим приводом, в корпусе которого размещены валы, муфта предельного момента и пневмоцилиндр двойного действия l . Недостаток указанного устройства заключается в невозможности механизированной установки крепежных деталей на резьбовой стержень. Наиболее близким к изобретению является устройство для сборки резь бовых соединений, содержащее корпус размещенные в нем привод, кинетически связанные с ним соосно расположенные два вала, свободный конец одного из которых имеет рабочую головку, узел для набора деталей., механизм поштучной подачи деталей, ловитель и ограничитель крутящего моментаГ2 J. Недостаток данного устройства сложность конструкции, заключающаяся в том, что узел для набора дета. лей резьбовых соединений и механизм их поштучной.подачи выполнен в виде вибробункеров, из которых крепежные детали на резьбовой стержень подают ся по лоткам. Цель изобретения - упрощение кон струкции устройства. Поставленная цель достигается . тем, что в устройстве для сборки резьбовых соединений,, содержащем кор пус, размещенные в нем привод, кинетически; связанные с ним соосно рас положенные два вала, свободный конец одного из которых имеет рабочую головку, узел для набора деталей, механизм поштучной подачи деталей, ловитель и ограничитель крутящего момента, валы связаны друг с другом посредством ограничителя крутящего момента и выполнены ступенчатыми , один из которых - внешний связан с приводом, другой - внутренний - выполнен со свободного конца с глухим осевым отверстием, внутри которого размещен подпружиненный ловитель в виде цангового патрона, тор цовая поверхность корпуса со стороны ловителя выполнена с радиальными пазами в виде направляющих, узел для набора деталей выполнен в виде сменных кассет, установленных в гнездах корпуса на различной высоте относительно друг друга параллельно валам, механизм поштучной подачи выполнен в виде размещенных в напра в ляющих корпуса толкателей и установленных с возможностью поворота в корпусе двуплечих рычагов, меньшие плечи которых взаимодействуют со ступенями внутреннего вала, а большие размещены в направляющих корпуса и . подпружинены относительно последнего, котоЕ«лй подпружинен относительно внешнего вала. На фиг, 1 изображено устройство, разрез А-А на фиг. 2 ; на фиг. 2 - вид В на фиг. 1; на фиг. 3 - сечение В-В на фиг. 1. Устройство для сборки резьбовых соединений содержит корпус 1, размещенные в нем привод (не показан), кинетически связанные с ним соосно расположенные два вала 2 и 3,свободный конец 3 одного из которых имеет рабочую голо-вку 4, узел для набора деталей, механизм поштучной подачи деталей, ловитель и-ограничитель крутящего момента. Валы 2 и 3 связаны друг с другом посредством ограничителя крутящего момента в виде пружины 5 и выполнены ступенчатыми, один из которых -внешний -2 связан с приводом, другой .-внутренний-3 выполнен со свободного конца с глухим осевым отверстием б, внутри которого размещен поджатый пружинный 7 ловитель в виде цангового патрона 8, торцовая поверхность корпуса 1 со стороны ловителя выполнена с радиальными пазами в виде направляющих 9. Узел для Набора деталей выполнен в виде сменных кассет 10, установлен-, ных в гнездах корпуса 1 на различной высоте относительно друг друга параллельно валам 2 и 3, Механизм поштучной подачи выполнен в виде размещенных в направляющих 9 корпуса 1 подающих 11 и фиксирующих 12 толкателей и установленных посредством осей 13 с возможностью поворота в корпусе 1 двуплечих рычагов 14, меньшие плечи 15 которых взаимодействуют со. ступенями внутреннего вала 3, а большие 16 размещены в направляющих 9 корпуса 1 и поджаты посредством пружины 17 относительно последнего, KOTot--:: поджат с помощью пружины 18 относите.:;зно внешнего вала 2. Торцовая поверхность кассет 10 со стрроны ловителя разнесена по высоте на величину толщины толкателя 11 соответственно каждой детали, поэтому количество кассет 10 соответствует количеству деталей, размещаемых на одном резьбовом стержне. Толкатели 11 и 12 закреплены в больших плечах 16 рычагов 14. Рабочая головка выполнена в виде гнезда, повторяющего форму гайки резьбового соединения. В кассетах 10 для набора деталей установлены пружины 19, предназначенные для подачи деталей. В корпусе 1 имеются пазы 20 для крепления устройства к приводу. Устройство работает следующим образом. Вал 2 приводится во вращение при водом, например, через конус Морзе, выполненный в его верхней торцовой части. На ступенчатый вал 3 вращательное движение передается через ограничитель крутящего момента 5, Привод крепится к корпусу 1 гайковерта посредством винтов через пазы 20. Для приведения в действие ме ханизма поштучной подачи деталей ре бовых соединений (в данном случае гайки, шайбы Гровера и обычной шайбы) корпус 1.перемещается вручную до упора в сторону разжимного цангового патрона 8. При этом меньшие плечи 15 рычагов 14 скользят по сту пенчатому валу 3, переходя на участок с меньшим диаметром, и под дейс вием пружины 17 большие плечи 16 рычагов 14 перемещаются.в направляю щих 9 корпуса 1 в йаправлении к центру устройства, двигая закреплен ные на них подающие толкатели 11, которые, подхватывая с торцов кассет 10 детали резьбовых соединений по разным уровням относительно оси перемещают их в центр устройства, Одновременно с этим фиксирующие толкатели 12 также сходятся к его центру и удерживают детали резьбовы соединений. Затем под действием пружины 18 кррпус I возвращается в исходное положение. При этом на начальном участке обратного поступательного движения корпуса 1меньш плечи 15 рычагов 14 скользят по мен шему диаметру ступенчатого вала 3. Таким образом, зафиксированные в тълкателях 11 и 12 детали нанизываются на цамговый патрон 8. При переходе меньших плеч 15 рычагов 14 на ступень Всша 3 с большим диаметром болыиие плечи 16 рычагов 14 возвращаются в исходное состояние вместе с толкателями 11 и 12. В это время под влиянием пружин 19 в подающие толкатели 11 поступают детали резьбовых соединений для последующей зарядки кассет 10. После этого торец цанги 8 с торцом резьбового стерж|ня (шпильки, болта винта) и при вращении валов 2 и 3 осуществляют на жим, вследствие чего цанга В перемещается внутрь вала 3,шайбы нанизываются на резьбовой стержень,а гайки навинчиваются до усилия регулировки ограничителя крутящего момента.Затем цикл повторяется. После того, как израсходованы (заряды) деталей в кассетах 10, выходяодае наружу корпуса 1 рычагов 14 отводятся в сторону периферии, кассеты 10 извлекёцотся из гнезд и заменяются другими, Наличие в предлагаемом гайковерте сменных кассет, установленных вертикально в гнездах.корпуса, механизма- поштучной подачи деталей резьбовых соединений и формирование узлов с резьбовым соединением,осуществляемого полуавтоматически простьол движением вручную подвижного корпуса, значительно упрощает конструкцию предлагаемого устройства по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для установки базовой детали в спутник автоматической линии сборки | 1983 |
|
SU1087299A1 |
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Устройство для сборки амортизаторов | 1984 |
|
SU1177115A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ Р23ЬВОКЛХ СОЕДИНЕНИЙ, содержащее корпус, раэмшценные в нем привод, кинематически связанные с ним соосно расположенные два вала, свободный конец одного из которых имеет рабочую головку, узел для набора деталей, механизм поштучной подачи деталей, ловитель и ограничитель крутящего момента, отличающееся тем, что, с целью упрощения конструкции, залы связаны Друг с другом посредством ограничителя крутящего момента и выполнены ступенчатыми, один из которых - внешний - связан с приводом, - внутренний - шлюлнен со свобо;даогр конца с глухим осевым отверстием, внутри .которого рааМещен подпружиненный nQSHf-тель в виде цангр,вох7о патрона, торцовая nosepxHocTb ксфпуса со стороны ловителя выполнена с радиальными пазами в виде направляющих узел для набора деталей выполнен в виде сменных кассет, установленных в гнездах корпуса на различной высоте относительно друга параллельно валгш, механизм поштучной подачи ш полнен в виде размещенных в направляющих корпуса толкателей н установ- § ленных с возможностью поворота в.кор пусе двуплечи рычаговf меньшие плечи которых, взаимодействуют со ступенями внутреннего вала, большие разманены в направля вщих корпуса и подщруяшнены относительно послед- g него, который подпружинен относительно внёШ7:его вала. DO i 90 90 СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Роторный автомат для сборки узлов с резьбовым соединением | 1961 |
|
SU147551A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
