(54) СОЕДИНЕНИЕ ДЕТАЛЕЙ А.. П, ФИЛИМОНОВА
Однако наличие в известном соединении деталей внутренних приливов в охватываемой детали с расположенными в них резьбовыми отверстиями и соосными с ними цилиндрическими направляющими поясками уменьшает полезный внутренний объем полых цилиндрических деталей, увеличивает их вес, расход материала и трудоемкость изготовления и сборки узла в пелом. Кроме того, в известном соединении деталей не обеспечена надежная фиксация и регулировка в широких пределах взаимного расположения стыкуемых деталей и их обтекаемость без заливки поперечных пазов в охватывающей детали пломбировочным составом, например йомпаундом.
Известно соединение деталей, содержащее две детали, сопряженные между собой по цилиндрической и торцовой . поверхностям, и крепежные элементы, имеющие цилиндрическую и эксцентричную части, одна из которых разме;щена в глухом отверстии охватываемой детали, а вторая - в поперечном пазу охватывающей детали, залитом эпоксидным составом, причем цилиндрическая часть крепежного элемента размещена в пазу охватывающей детали, а эксцентричная часть размещена в глухом отверстии охватываемой детали и выполнена с диаметром большим чем диаметр цилиндрической части и ширина паза охватывающей детали 2.
Однако неудобство стопорения крепежных элементов известного соединения и его пониженная обтекаемость из-за наличия в охватывающей детали поперечных пазов вызывают необходимость для обеспечения обтекаемости в заливке их эпоксидным составом, например компаундом.
Цель изобретения - повышение надежности взаимного расположения соединяемых деталей и улучшение их обтекаемости.
6
Для этого крепежные элементы выполнены с резьбовой частью, соосной с цилиндрической частью, и ввернутыми в резьбовые отверстия, выполненные в охватывающей детали и соосные с отверстиями для цилиндрических частей, а поперечные пазы выполнены на охватываемой детали,
Поперечные пазы обыединены в единую проточку с MecTHiiiMH расширениями для ввертывания крепежных яяементов.
Направление резьбы крепежных элементов выполнено противоположным направлению вращения соединяемых деталей или направление резьбы одной диаметрально противолежащий пары крепежных элементов выполнено против- положным направлению резьбы другой пары диаметрально противолежащих элементов.
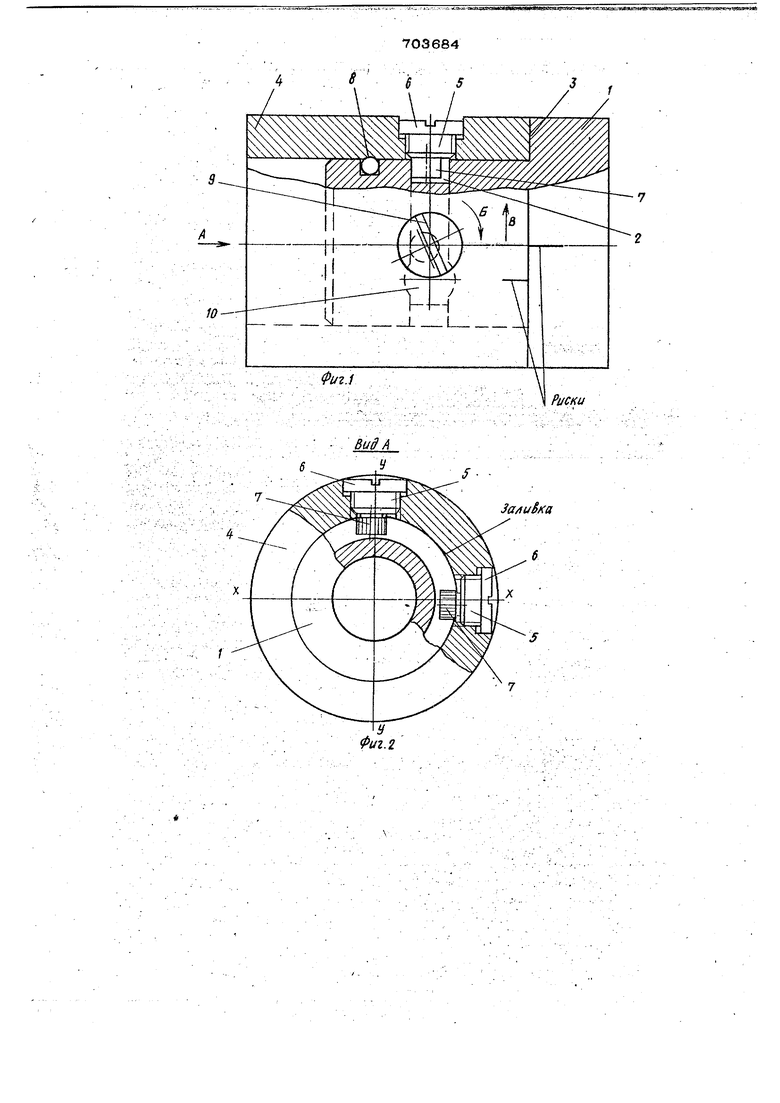
На фиг. 1 изображено предлагаемое соединение деталей с винтами, имеющими резьбовой участок в средней части; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - предлагаемое соединение С винтами, имеющими резьбовой участок со стороны элемента для их завер-, тывания.
Соединение содержит деталь 1 с охватьгваемым элементом, имеющим поперечный паз 2, параллельный поджимаемому торцу в стыке 3, и деталь 4 с охватывающим элементом, в резьбовые отверстия которой ввернуты винты 5 с центрирующей цилиндрической частью
6со стороны элемента для их завертывания, и эксцентричным элементом 7. При необходимости герметизации соединения в детали 1 с охватываемым эле ментом может быть выполнена канавка для установки в нее уплотнительного элемента 8. Цилиндрическая наружная поверхность эксцентричного элемента
7каждого винта 5 может быть выполнена рй отеной (например, с прямой накаткой), а элемент для поворота винта 5 при поджатии стыка 3 - в виде шлиiJbi 9, по крайней мере двух диаметрально противоположных отверстий на торце, а также в виде многогранного углубления или крестообразных шлиц. Поперечные пазы 2 в детали 1 с охватываемым элементом могут быть выполнены параллельньтми поджимаемому торцу в стыке 3, как сквозными, так и глухийи, причем в цилиндрических деталях они могут быть выполнены в виде лысок (на чертеже не показано) или кольцевой проточки, имеющих местные расширения 10 в виде глугих или сквозных цилиндрических отверстий. Для упрощения сборки .и разборки деталей поперечные пазы 2 в детали 1 с охватываемым элементом могут быть- связаны несквозной или сквозной продольной прорезью 11 (см, фиг, 3) с торцом детали 1 (на фиг. 1 не показано) или 12 (см, фяг. 3) (байонетное соединение), а для повышения надежности попжати стыке у вращающихся деталей направление .поворота каждого (например, по стрелке Б) и соответствующее ему направление его резьбы могут быть выбра ны такими, что при врашении будет происходить дополнительное поджатие деталей по торцовым поверхностям за счет самозатягивания эксцентричного элемента 7 винта 5 при смещении детали 1 относительно детали 4 по стрелке В и наоборот. При реверсивном вращении деталей направление поворота винтов 5 и соответствующее ему направление его {эезьбы по взаимно перпендикулярных направлениях Х-Х и У-У (см, . 2) выбраны противоположными. Для повышения надежности фиксатши взаимного расположения деталей 1 и 4 попереч-, 1 ные пазы 2 (по мере необходимости) могут быть выполнены несквозными и залиты отверждающимсяматериалом, например клеевым составом на эпоксидной основе (компаундом). Соединение де талей, изображенной на фиг. 3, отличается от приведенного выше варианта тем что в нем резьба у винтов 13 расп ложена со стороны их торцов с элементом для завертывания в резьбовые отвер стия детали .14 с охватывающим элементом, который также может быть выполнен в виде шлицы 15, по крайней мере двух диаметрально противоположных отверстий на торце, а также в виде многогранного углубления или крестообразных шлиц,. Соединение деталей осуществляют следующим образом. В канавку на повер ности охватываемого элемента детали 1 устанавливают уплотнительный элемен 8, после чего деталь 1 соединяют с де- .талью 4 по их центрирующим поверхностям (или по опорным плоскостям для плоских деталей) до упора их торцовых поверхностей в стыке 3 с ориентированием местного расширения 10 относительно резьбового отверстия в детали 4 по совпадению рисок на ружных поверхностях деталей 1 и 4 таким образом, чтобы при этом,можно было свободно завернуть винты 5 до полного утапливания их за наружную поверхность детали 4, Лапее в пределах длины паза 2 устанавливают относительным поворотом нилинпрических или смещением плоских деталей требуемое конструкцией взаимное расположйние детале --1 и 4, после чего поворотом эксяентричного элемента 7 винта 5 соединяемые детали 1 и 4 поджимают по торцовым поверхностям в стыке 3. Причем для соединения цилиндрических деталей минимальное число винтов с эксцентричными элементами должно быть не менее двух при диаметрально противоположном их расположении е резьбовых отверстиях на охвать1вающем элементе детали 4 с идентичным направлением резьбы или поворотом винтов во взаимно перпендикулярных направлениях Х-Х и У-У, особенно при реверсивном вращении состыкованных цилиндрических деталей, например в муфтах, передающих одностороннее или реверсивное вращение от электродвигателей к исетолнительным органам различных машини механизмов. В случае применения предлагаемого со- ецикеиия во вращающихся реверсивно или в одном направлении цилиндрических деталях (например в муфтах), направление поворота винтов 5 с эксцентричным элементом 7 при поджатии соединяемых деталей 1 и 4 в стыке 3 выбирается таким образом (например, по стрелке Б), чтобы при относительном смеще-, НИИ деталей (например детали 1 относительно детали 4. по стрелке В и наоборот) обеспечивалось дополнительное их поджатие; по торцовьш 11бверх:ностям в 3 за счет саМозатягйвания эксцентричного элемента 7.винта 5 вследствйе его дополнительного при смещении деталей 1 и 4 поворота в том же направлении, соответствующем первоначальному направлению его поворота при поджатии стыка 3. Фиксация от ослабления поджатия стыка 3 винтами 5 с эксцентричными элементами 7 обеспечивается выполнением наружного диаметра эксцентричньтх. элементов 7 рифленными (с нака-псой), а также другими , известными способами, например кериением винтов 5 в теле детали 4, местной сваркой винтов с последней ипи установкой их по резьба на контрящем составе на .эпоксидной основе, например tia компаунде. Кроме того, значительное повышение надежности фиксации взаимного расположения деталей может быть обеспечено заливкой несквозных пазов 2 в детали 1 отверждающимся материалом, например клеевым составом на эпоксидной основе (компаундом) и др., причем заливка этих пазов может быть произведена в этом случае как до соединения деталей 1 и 4 по их центрирующим поверхностям.
так и после их соединения, цля чего в последнем варианте могут быть йспопьзованы рез1збовые огее|5стия в детали 4 по завертывания в них винтов 5, кЬторыё в дблях улучшения технологичйрсти изготовления и снижения расхода йатерйала могут быть вьтолнены с резьбовым
астком, расположенным со стороны элемента для их завертывания (см. фиг. 3), причем резьба на них может быть образована метЬйом , центрирующая галиндрическая часть 16 при STOKi иметь диаметр, равный диаметру стержня под йакатку резьбы. Сборка узла стъгковкй, изображенного на фиг. 3, осущестжяяется аналогичным образом с той ЛИШЬ разницей, что винты 13 с цилиндрической направляющей частью 16 заранее ввертываются в резьбовые отверстия детали 14 с охватывающим элементо йо г-йгйЛйвания их заподлицо с наружной п б1ВерХй У 5тьЬ, а saf faли 12 и 14 соединяются по их центриру ощий поёерхностям no-yrfopa ffflxSpiioвых поверхностей в стыке 3 с направлен ёК Прй SlroM эксцентричных элементов 7 винтов 13 и продольные прорези 11 и после отнобительного смещения цилиндрических деталей по углу (или
плоских деталей по плоскости) они под кйма{отйя друг к пругу винтами 13 с эксцентричными элементами 7 до плоткого поажатия их торцовых поверхностей в стыке 3. Фор м у ла изо б f и я
- - . -.;.-.-,.. „ . ,
Т . Соедйнейиёдеталёй, ьЬНёрмЩёё 6;;ШШв1Ш1у1о деталь и б :ватеГвабм , 1Ш1Ш5Шп6пёречныйбМступ, Шй зйжёй703684
8
ный с торцом охватывающей детали, и крепёжные элементы, имеющие цилиндрическую и эксцентричную части, причем цилиндрическая часть каждого элемента расположена в отверстиях охватывающей детали, а эксцентричные - в отверстиях охватываемой детали, о тя и чаю щ е е с я тем, что, с целью повышения надежности ф1ксации взаимного расположения деталей, крепежные элементы вьтолнены с резьбой на цилиндрической частии ввернуты в резьбу, выполненную в боковых с-генках отверстий для иилиниричесжих частей крепежных элементов, а на охватываемой детали выполнены поперечные пазы.
2.Соединение деталей по п. 1, о тлИч а ю iQ ее с я тем, чтб поперечные пазы объединены в единую проточ к fc местными расширениями.
3.Соединение деталей по пп. 1 и 2, личаТЬщееся тем, что направление резьбы крепежных элементов ЁЫйолнено противоположным направлению врйтцения соединяемых деталей.
4.Соединение по пп. 1 и 2, о тл и ч а юще е с я тем, что направление резьбы одной диаметральнопротиволежащей пары крепежйых элементов выполнено противоположным направлению резьбы Другой пары диаметрально проти вбЛёжащихКрепежных Элементов.
Источники информации, принятые вб внимание при экспертизе
I. Автбрйкоё свидетельство СССР №521409, кл. F 16 В 7/20, 1974.
; 2. Заявка № 2410990/25-27, JofrT 16 В 7/20, 1976, некоторой прайй-йэ зёшёнйё о Выдаче авторского свидетельства (прототип). V . ,
Риски
Фиг.З
Рисни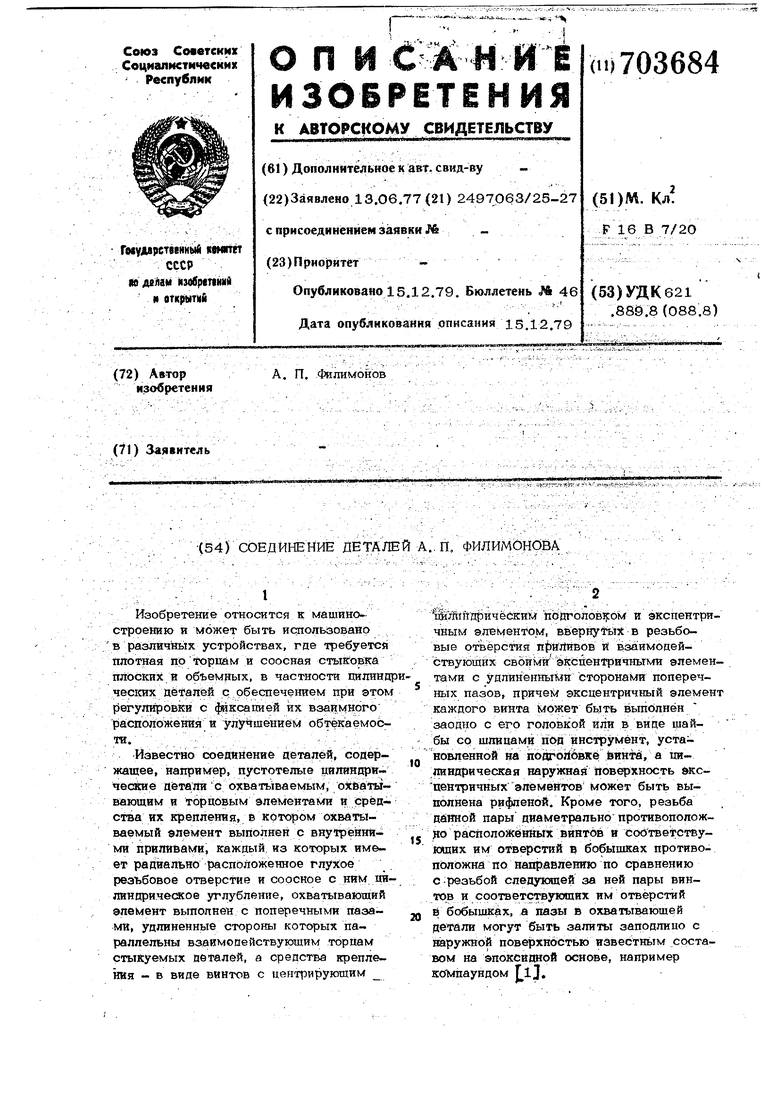

| название | год | авторы | номер документа |
|---|---|---|---|
| Узел стыковки деталей | 1974 |
|
SU521409A1 |
| БЕСФЛАНЦЕВОЕ СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2016 |
|
RU2614090C1 |
| Устройство для соединения | 1979 |
|
SU812985A1 |
| Соединение охватываемой и охватывающей деталей | 1989 |
|
SU1677395A1 |
| Соединение деталей | 1986 |
|
SU1388593A1 |
| Регулируемое соединение охватываемой детали с охватывающей Иванова Ю.В. | 1991 |
|
SU1761988A1 |
| РЕЗЬБОЗАВЕРТЫВАЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2117570C1 |
| Узел соединения двух цилиндрическихдЕТАлЕй | 1979 |
|
SU804882A1 |
| Устройство для неразрешенного отвинчивания | 1990 |
|
SU1762002A1 |
| СОЕДИНИТЕЛЬНЫЙ БЛОК ДЛЯ СОЕДИНЕНИЯ ДЕТАЛИ НА ШАРОВЫХ ОПОРАХ | 2017 |
|
RU2671344C2 |