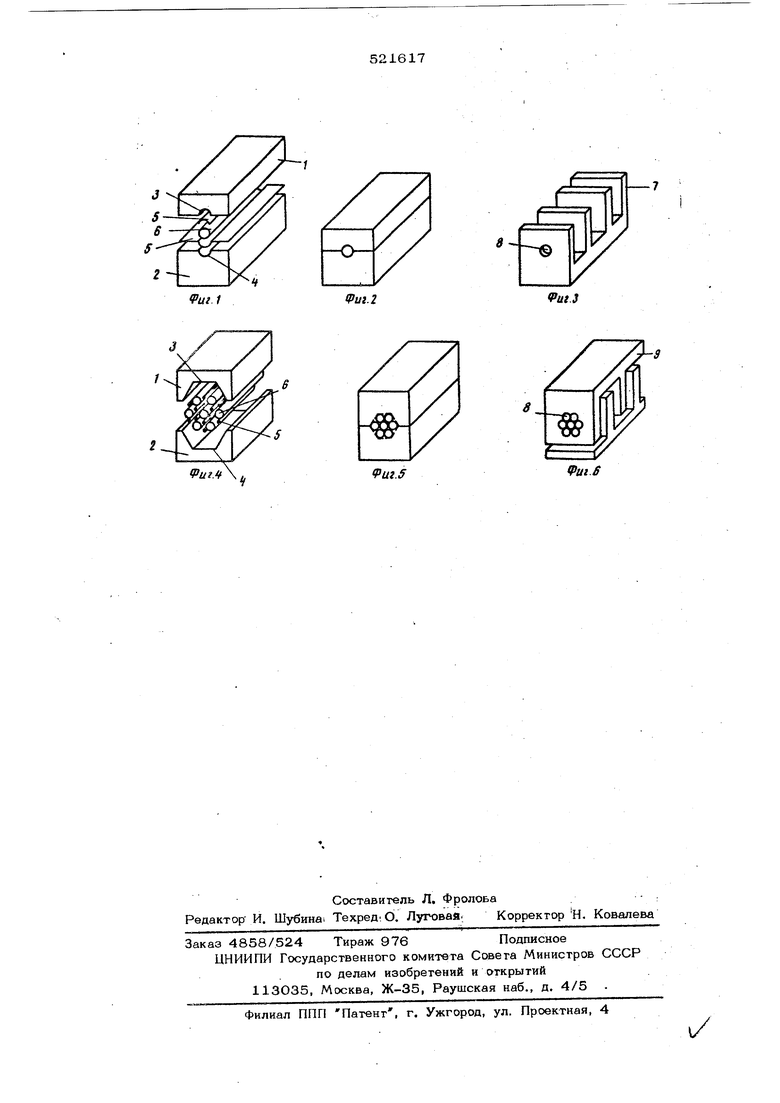
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ; ПЕРИОДИЧЕСКИХ ЗАМЕДЛЯЮЩИХ СИСТЕМ ДЛЯ ЭЛЕКТРОННЫХ ПРИБОРОВ СЕЧ медляющей системы в указанные пазы, на. резании замедляющей системы и пайке обоймы в монолитный блок. Однако этот способ не позволяет достигнуть высокой соосности пролетных каналов при изготовлении протяженных замедляющих сиетем, особенно многоканальных, так как на резание замедляющей системы производится на отдельных частях обоймы-заготовки до сборки и пайки ее в монолитный блок. .. В этом случае возможны сдвиги элемьлтов замедляющей системы относительно друг др га в процессе сборки и нарущение соосности каналов протяженных замедляющих систем. Для повышения соосности пролетных каналов замедляющей системы и чистоты обработки их поверхности по предлагаемому способу в качестве протяженных металличес ких элементов используют трубки, а нареза- ние замедляющей системы, например, штыре вого типа, производят после пайки обоймы в монолитный блок. На фиг. 1, фиг. 2 и фиг, 3 схематически показаны основные стадии изготовления замедляющей системы типа гребенка с одним пролетным каналом; на фиг. 4, фиг. 5 и фиг. 6 - основные стадии изготовления замедляющей системы типа встречные шты ри с семью пролетными каналами. Как показано на фкг. 1 обойма-заготовк Из меди вакуумной плавки состоит из двух деталей 1 и 2, на которых методом холодного выдавливания выполнены полукруглые канавки 3 и 4 с припуском под листовой припой 5 толщиной О,О5 мм. Круглую стандартную трубку 6 из меди той же марки, что и обойма-заготовка, укладывают вместе с припоем 5 в одну из деталей, с оймы-заготовки и сжимают соответствующей струбциной. Производят пайку узла (фиг. 2) в водородной.печи по общепринятой технологии. В результате пайки получается жесткая, монолитная заготовка. Затем выполняют операции по нарезке гребенки 7. Отверстия 8 пролетного канала в зубьях гребенки 7 строго соосны между собой по всей длина гребенки, поскольку они образованы из отрезков одной и той же трубки (фиг. З). При изготовлении многоканальной замедляющей системы обойма-заготовка (фиг. 4) из бронзы состоит из двух деталей 1 и 2, на которых фрезой выполнены трапециевидны кайавки 3 и 4 под пучок из семи трубок 6. Круглые стандартные трубки б из никеля вакуумной плавки вместе с припоем 5 в виде отрезков проволоки закладывают в обойму-заготовку так, чтобы отрезки припоя 5 попали Б промежутки между трубками 6 и стенками деталей 1 и 2 обоймы-заготовки. Узел сжимают соответствующей струбциной и паяют в водородной печи по общепринятой нологии. Затем Н электроискровом стан-; ке непрофилированным;электродом по суще- j ствующей технологии производят нарезку замедляющей системы типа встречнче пластины 9 (фиг. б). Высокая соосность отерстий 8 пролетных каналсе обеспечиваетя по причинам указанным выше.. : Предлагаемый способ обеспечивает высокую соосность пролетных каналов по всей длине замедляющей системы, так как в результате пайки трубок (трубки) в жесткой обойме-заготовке не происходит их деформации. Спаянная заготовка замедляющей снстемы получается монолитной и жесткой. Кроме того, после изготовления из заготовки соответствующей замедляющей сисгемы отверстия пролетных каналсе образуются из отрезков одних и тех же трубок (одной и той же трубки). Предлагаемый способ обеспечивает также выссясую чистоту обработки поверхности пролетных каналов, поскольку современные специализированные методы изготовления трубок обеспечивают чистоту их внутренней поверхности не хуже 8. В трубке изго- товляемой отдельно, легче достичь высокой обработки псмзерхности, чем при выполнении пролетного канала непосредственно в замедляющей системе. Формула изобретения Способ изготовления периодических замедляющих систем для электронных приборов СВЧ, преимущественно ламп бегущей волны и клистронов, основаннь1Й на формировании продольных пазов в двух частях разъемной обоймы-заготовки, укладывании протяженных металлических элементов замедляоощей системы в указанные пазы, на- рюзании замедляющей системы и пайке частей обоймы в монолитный блок, отличающийся тем, что, с целью повыщения соосности пролетных каналов замедляиошей системы и чистоты обработки их поверхности, в качестве протяженных металлических элементов используют трубки, а нарезание замедляющей системы, например, щтыревого типа, производят после пайки обоймы в монолитный блок. Источники информации, принятые во винмание пои экспертизе; 1. Голант М. Б., Маклаков А. А., Шур М. Б., Изготовление резонаторов и замедляющих истем. М., Сов. радио, 1969. 2. Патент США № 3.505,730, кл, 2960О, 1970 (прототип).
Pui i
Риг.2
VutJ
J
Риг.
Puz.S
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА ШТЫРЕВОГО ТИПА ДЛЯ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ МИЛЛИМЕТРОВОГО ДИАПАЗОНА ДЛИН ВОЛН | 2009 |
|
RU2396646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИСТРОНОВ | 1991 |
|
RU2024100C1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| ЛАМПА БЕГУЩЕЙ ВОЛНЫ МИЛЛИМЕТРОВОГО ДИАПАЗОНА ДЛИН ВОЛН | 2006 |
|
RU2307421C1 |
| ОБРАЩЕННАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2000 |
|
RU2185001C1 |
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА ДЛЯ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2001 |
|
RU2189660C1 |
| СПОСОБ ГЕРМЕТИЧНОГО ВВОДА ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2579155C1 |
| Способ изготовления медных высокочастотных систем | 1989 |
|
SU1660875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНЫХ ПЕРИОДИЧЕСКИХ СИСТЕМ ЭЛЕКТРОВАКУУМНЫХ СВЧ ПРИБОРОВ ИЗ МЕДИ С НАНО- И МИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2010 |
|
RU2411605C1 |
| Лампа бегущей волны миллиметрового диапазона длин волн | 2021 |
|
RU2776993C1 |