Изобретение относится к технике изготовления высокочастотных (ВЧ) устройств, конкретнее, к технологии изготовления медных ВЧ-систем пакетированной конструкции. Оно может быть использовано в ускорительной технике при разработке и создании резонаторов, замедляющих систем и других подобных устройств.
Цель изобретения - получение паяного шва, близкого по электропроводности и механическим характеристикам к меди.
При изготовлении медных высокочастотных систем соединяемые поверхности обрабатывают до получения неплоскостности и непараллельности не более 1 мкм. наносят слой олова толщиной 1-2 мкм и собирают детали в пакет. При слое олова менее 1 мкм его недостаточно для образования паяного шва. При слое олова более 2
мкм происходит неполная диффузия олова в медь, лишнее олово вытекает и точность изготовления уменьшается. Затем производят нагрев пакета до температуры пайки и пайку в инертной атмосфере. Повышение температуры пайки выше 790К нежелательно, так как это приведет к изменению стур- ктуры меди и механических свойств (пластичность, текучесть). Проведение процесса пайки ниже 720К нецелесообразно из-за длительного времени диффузии для получения шва с требуемыми характеристиками. Продолжительность менее 2 ч недостаточна для полной диффузии, а увеличение процесса пайки свыше 6 ч нецелесообразно, так как изменения электропроводности практически не происходит.
Уточнение режимов пайки производят отдельно для каждого случая в зависимости
О
о а
00 VJ
ел
от марки меди, способа нанесения олова и его чистоты. Критерием оптимальности выбранных режимов служит анализ паяного шва по аншлифу (при увеличении 1500х не должно быть видно белых кристаллов интерметаллидов) и по величине микротвердости (она должна быть близка к микротвердости меди данной марки).
Пример. Замедляющая система конструктивно представляет собой серию диафрагм, соединенных между собой по торцовым поверхностям через шайбы. Детали изготовлены из меди марки М1. Для достижения требуемой неплоскостности и непараллельности детали шлифовали в сепараторах на чугунных дисках, при этом детали дополнительно вращались вокруг собственной оси. Для шлифовки использовали специальную пасту из порошков карбида титана по ТУ 2-037-273-80. После механической обработки на спаиваемые поверхности наносили слой олова гальванически из электролита, содержащего SnCIa 50 г/л, NaF 50 г/л и ОП 2 г/л; температура электролита 20°С, плотность тока 1 А/дм . В качестве анодов использовали олово марки ОВЧ (очень высокой чистоты).
Для сохранения надежного контакта между деталями в процессе пайки использовали оправку-стяжку, способную поддерживать заданный натяг или даже увеличить его по мере нагревания за счет использования молибденовых стяжек, имеющих коэффициент термического расширения меньший, чем у меди.
Процесс пайки проводили в вакууме 1 10 мм рт.ст.
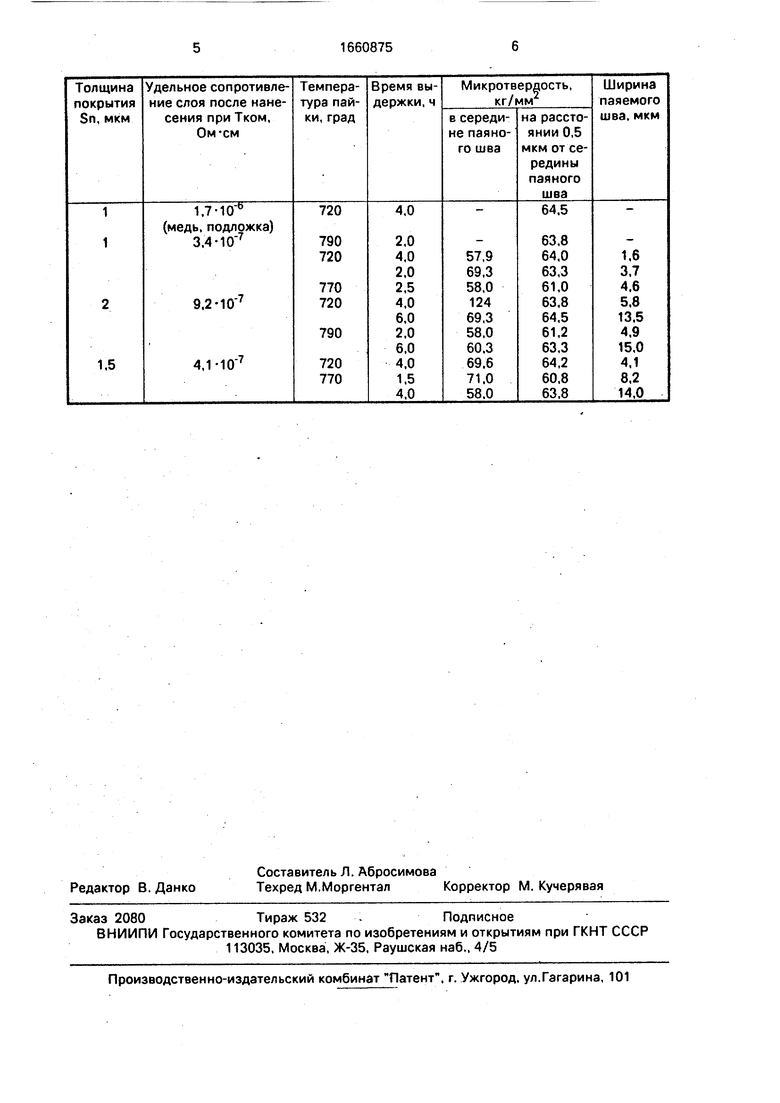
Результаты пайки при различных режимах и при различной толщине слоя припоя приведены в таблице.
Измерение удельного сопротивления покрытых оловом медных деталей проводили на микроомметре Ф-415. Расчет сопротивлений вели в соответствии с ГОСТ 16875-71. Оценка сопротивления переходных слоев проводилась после оплавления деталей при соответствующих режимах пайки.
Анализ паяных швов проводился на металлографическом микроскопе МИМ-9 и микротвердометре ПМТ-3. Распределение элементов меди и олова в шве и в глубине
основного металла исследовалось на рентгеновском анализаторе МАР-2, а вакуумная плотность соединений проверялась на тече- искателе ПТИ-10. СВЧ-потери определялись методом оценки добротности отрезков
замедляющей системы.
По предлагаемому способу были изготовлены 26 образцов замедляющей системы по 22 паяных шва в каждом - всего 572 шва. Отклонения от заданного шага на один
шов составила 0,61 - 0,43 мкм, отклонение от соосности диаграгм не более 0,01 мкм. Швы имели высокую механическую прочность без признаков охрупчивания. Паяные образцы выдерживают токарную обработку
наружной поверхности без деформации и разрушения. Величина добротности отрезков замедляющей системы, содержащих по 48 швов, соответствует теоретической для меди в пределах погрешности измерений.
Данный способ обеспечивает получение прецизионных соединений медных деталей с высокими механическими характеристиками и высокой электропроводностью паяного шва, близкой к электропроводности меди.
Формула изобретения Способ изготовления медных высокочастотных систем пакетированной конструкции, включающий механическую обработку контактных поверхностей, нанесение на па- ямые поверхности припоя, нагрев до температуры пайки и пайку в инертной атмосфере, отличающийся тем, что, с
целью получения паяного шва, близкого) по электропроводности и механическим характеристикам к меди, механическую обработку паяемых деталей ведут до достижения неплоскостности и непараллельности паяемых поверхностей, не превышающей 1 мкм, в качеств припоя используют слой олова, толщиной 1-2 мкм, а процесс пайки ведут при 720 - 790К в течение 2 - 6 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| Припой для пайки металлов и сталей | 1990 |
|
SU1763133A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| СПОСОБ ПАЙКИ ЦИРКОНИЯ С КОНСТРУКЦИОННЫМ МЕТАЛЛОМ | 1994 |
|
RU2074797C1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
SU1780478A1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
Изобретение относится к технике изготовления высокочастотных (ВЧ) устройств, конкретнее к технологии изготовления медных ВЧ-систем пакетированной конструкции. Оно может быть использовано в ускорительной технике при разработке и создании резонаторов, замедляющих систем и других подобных устройств. Цель изобретения - получение паяного шва, близкого по электропроводности и механическим характеристикам к меди. Спаяемые поверхности предварительно обрабатывают до достижения непараллельности и неплоскостности, не превышающей 1 мкм, после чего на них наносят слой олова толщиной 1 - 2 мкм, собирают и проводят процесс пайки в инертной атмосфере при температуре 720 - 790 К в течение 2 - 6 ч. Способ обеспечивает получение прецизионных соединений медных деталей с высокими механическими характеристиками и высокой электропроводностью паяного шва, близкой к электропроводности меди. 1 табл.
| Голант М.Б | |||
| и др | |||
| Изготовление резонаторов и замедляющих систем электронных приборов | |||
| М. | |||
| Советское радио, 1969, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
