1
Изобретение относится к области автоматизации технологических процессов в машиностроении и может найти применение в загрузочных устройствах металлорежущих станков.
Известны способы ориентированной подачи заготовок с использованием барабана с винтовыми направляющими, заключающиеся в непрерывном движении заготовок с вращением и поступательным перемещением вдоль образующей барабана. Однако амплитуда колебаний заготовок в плоскости вращения непостоянна, что вызывает необходимость выполнения выходных окон барабана из расчета перекрытия наибольщей зоны выхода заготовок и увеличивает вероятность одновременного выхода заготовок из нескольких пазов с образованием в зоне выхода завалов.
Предложенный способ отличается от известных тем, что движение заготовкам из зоны выдачи обеснечивают с ограничением амплитуды их колебаний в зоне выдачи до нуля.
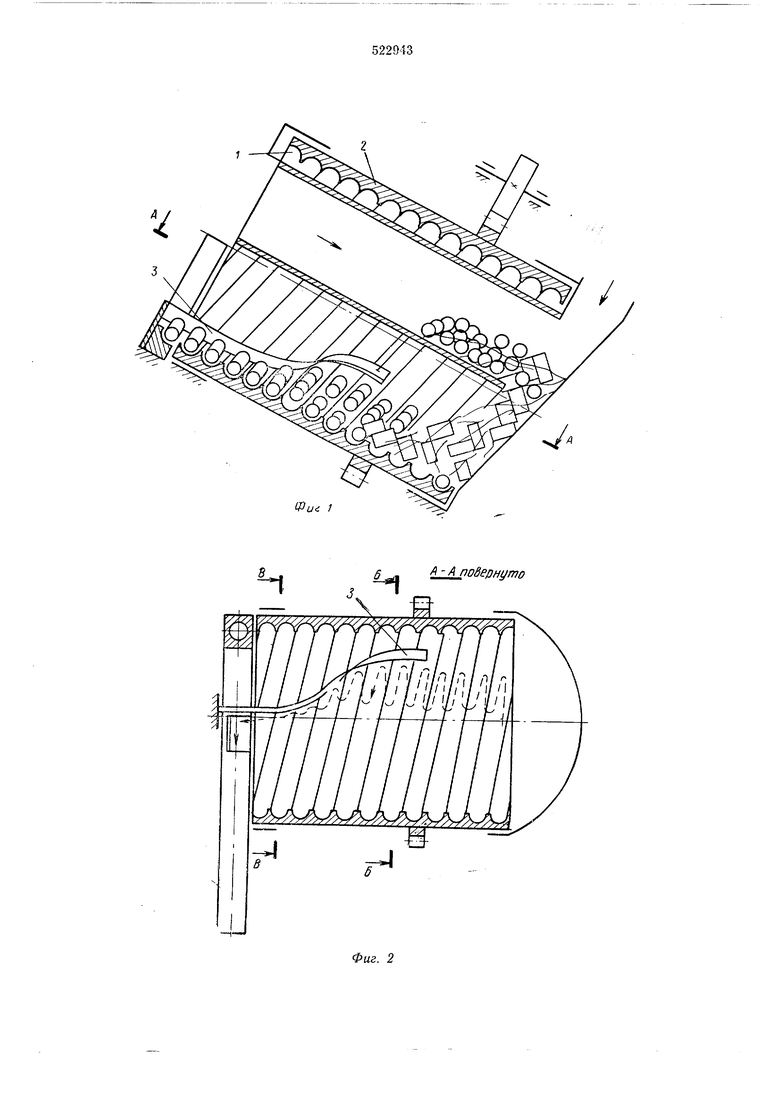
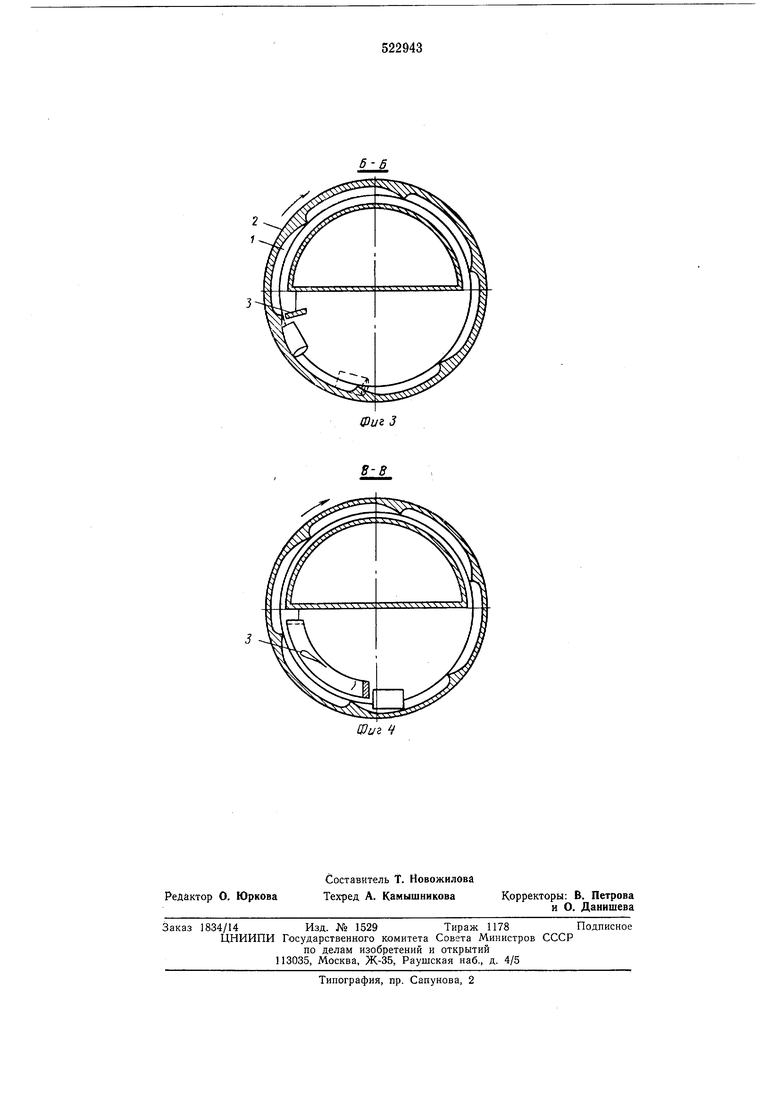
Это повышает эффективность процесса ориентированной выдачи заготовок из барабана. Па фиг. 1 схематично ноказано устройство для реализации предложенного способа, на фиг. 2 - разрез по А-А на фиг. 1 (пунктиром показана траектория перемещения заготовок), на фиг. 3 - разрез по Б-Б на фиг. 2, на фиг. 4 - разрез но В-В на фиг. 2.
Предложенный снособ заключается в том, что на захваченные, запавшие в винтовые
пазы 1 заготовки, перемещающиеся при вращении барабана 2 вдоль его образующей и совершающие при этом в плоскости вращения колебания, в зоне выдачи воздействуют дополнительной силой, например винтовой направляющей 3, уменьшающей амплитуду колебаний заготовок до нуля. Воздействие на заготовку дополнительной силой исключает ее раскачивание в плоскости вращения и обеспечивает ее выдачу в требуемом положении.
Формула изобретения
Способ оринтированной подачи заготовок с использованием барабана с винтовыми направляющими, заключающийся в непрерывном движении заготовок с вращением и поступательным перемещением вдоль образующей барабана, отличающийся тем, что, с целью повышения эффективности процесса ориентированной выдачи заготовок, перемещение заготовок из зоны выдачи производят с ограничением амплитуды их колебаний в зоне выдачи до нуля.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентированной подачи заготовок | 1976 |
|
SU772806A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРКИ | 1991 |
|
RU2036471C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ | 1988 |
|
SU1660448A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| Устройство для поштучной выдачи заготовок | 1983 |
|
SU1159852A1 |
| Устройство для ориентированной подачи заготовок | 1973 |
|
SU522944A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |