Изобретение относится к неразрушающему контролю качества сварки изделий и может быть использовано при контроле качества диффузионной сварки трубчатых изделий, изготовленных из однородных и биметаллов.
Известна установка иммерсионного ультразвукового автоматического контроля [1] содержащий ванну с контактной жидкостью, искательную головку, механизм перемещения головки по двум координатам, механизм установки головки по направлению к поверхности контролируемой заготовки и механизм коррекции угла ввода ультразвуковых колебаний со следящей системой, механизм перемещения головки по третьей координате и механизм поворота головки, ось поворота которого проходит в процессе контроля через точку ввода ультразвуковых колебаний, а следящая система выполнена в виде корпуса с закрепленными на нем излучателем и несколькими приемными пьезопреобразователями, расположенными так, что их акустические оси сходятся в точке ввода ультразвуковых колебаний, а корпус следящей системы установлен на головке с возможностью поворота относительно головки вокруг точки ввода ультразвуковых колебаний и связан шарнирно с механизмом установки головки по направлению к поверхности заготовки, механизм коррекции выполнен в виде поворотного кулачка, установленного на механизме установки головки, связанной с ним зубчатой парой и подпружиненного в сторону кулачка и взаимодействующего с ним рычага второго рода, ось качания которого закреплена на механизме установки головки, а конец рычага связан шарнирно через скобу с головкой.
Недостатком данной установки является низкая надежность в работе и достоверность контроля, обусловленные большим количеством шарнирных соединений, требующих точной настройки и использованием одного излучателя и нескольких преобразователей.
Известно устройство для ультразвукового контроля цилиндрических изделий [2] содержащее резервуар с контактной жидкостью, ультразвуковые преобразователи с механизмом вращения, поддерживающие роликоопоры и механизм линейного перемещения, контролируемого изделия в резервуаре. Этот механизм выполнен в виде закрепленных в резервуаре вертикальных направляющих, пустотелой грузовой платформы с роликами, взаимодействующими с направляющими, закрепленных на платформе воздушного клапана, гидродросселя и гидронасоса и стабилизатора скорости, выполненного в виде установленного на одной из роликовых опор датчика скорости, электрически связанного с гидронасосом и воздушным клапаном.
Недостатком данного устройства является то, что механизм линейного перемещения контролируемого изделия находится в ванне с контактной жидкостью и это приводит к преждевременному износу механизма из-за наличия механических примесей, попадающих в жидкость с контролируемыми деталями. Применение пневмоклапанов, гидродросселя и гидронасоса усложняет конструкцию, кроме того, применение указанных механизмов позволяет контролировать изделия только в водной среде, что ограничивает номенклатуру контролируемых изделий.
Известна универсальная автоматизированная установка ультразвукового контроля качества заготовок цилиндрической формы типа "Аргус-2М"[3] выбранная в качестве прототипа, содержащая основание, ультразвуковой дефектоскоп, два преобразователя, расположенных с внутренней и наружной сторон стенки контролируемой заготовки, ванну с контактной жидкостью, имеющую возможность перемещаться совместно с контролируемой деталью по винтовой линии относительно неподвижных преобразователей. Регистрация результатов контроля производится на электроэррозионную бумажную ленту, закрепленную на боковой стенке ванны.
Недостатком данной установки является то, что контроль производится теневым методом, а это ограничивает пространство ванны. Подъем ванны с контролируемой деталью по винтовой линии приводит к снижению качества контроля, так как контроль производится по винтовой линии, а не сплошным участком. Ограничение пространства ванны ведет к снижению производительности установки. Размещение электроэрозионной бумаги на стенке ванны, погрешность в подъеме по шагу и увеличение масштаба дефектограммы не обеспечивают возможности определения точных координат дефекта на детали, что снижает достоверность контроля.
Целью изобретения является повышение производительности, надежности и достоверности контроля.
Это достигается тем, что предлагаемая полуавтоматическая установка для ультразвукового иммерсионного контроля качества сварки снабжена механизмом возвратно-поступательного перемещения траверсы в корпусе в направлении, перпендикулярном базовой плоскости, блоком бесконтактных датчиков для установки и контроля режимов движения траверсы, связанным с приводом траверсы, преобразователь установлен на траверсе с возможностью поворота относительно оси, перпендикулярной базовой плоскости, а блок регистрации результатов контроля выполнен в виде самописца, установленного с возможностью возвратно-поступательного перемещения на корпусе вдоль его базовой плоскости и взаимосвязанного с преобразователем, двумя барабанов с установленной на них электротермической бумагой, механизма поворота одного из барабанов, взаимодействующим с механизмом поворота ванны, механизмом возвратно-поступательного перемещения траверсы и механизмом возвратно-поступательного перемещения самописца.
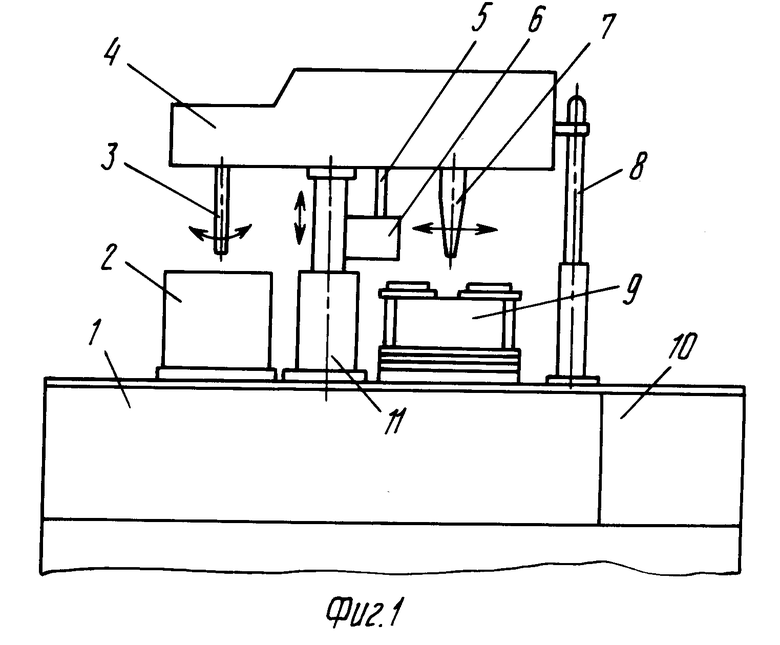
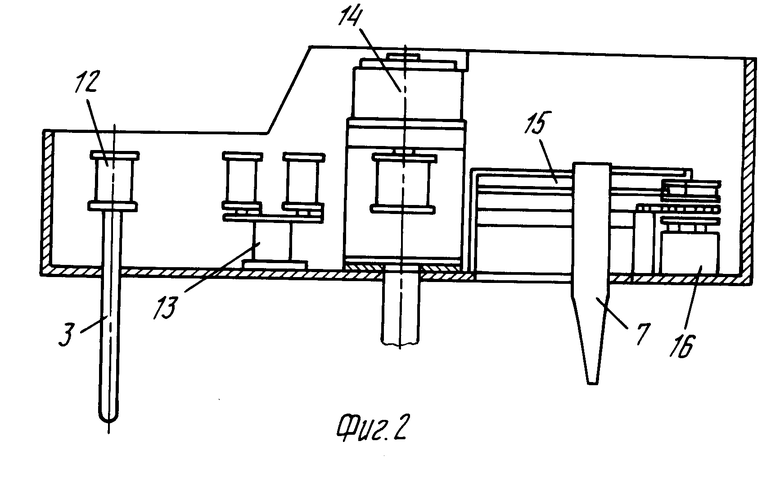
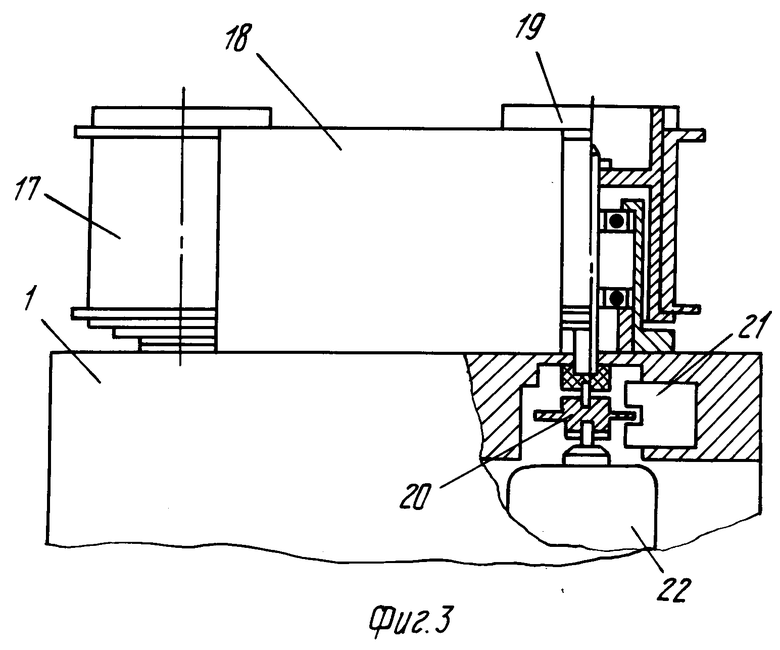
На фиг. 1 показан общий вид установки; на фиг. 2 продольный разрез траверсы; на фиг. 3 общий вид блока записи дефектограммы с разрезом приводного барабана.
Полуавтоматическая установка для ультразвукового иммерсионного контроля качества сварки содержит корпус 1 с базовой плоскостью, на которой установлены ультразвуковой дефектоскоп (на чертеже не показан), ванна 2 с контактной жидкостью, преобразователь 3 раздельносовмещенного типа, установленный на траверсе, траверсу 4, щуп бесконтактного датчика 5, блок бесконтактных датчиков 6, управляющих возвратно-поступательным движением траверсы 4 в вертикальной плоскости, самописец 7, направляющую стойку 8 для траверсы 4, узел записи дефектограммы 9, пульт 10 управления и стойку 11 для траверсы.
Траверса 4 (фиг. 2) содержит преобразователь 3 раздельно-совмещенного типа со шкивом 12, блок промежуточных роликов 13 для передачи вращения преобразователю от привода, привод 14 для преобразователя и самописца, направляющую 15 для самописца, блок роликов 16 для возвратно-поступательного движения самописца в горизонтальной плоскости.
Блок записи дефектограммы 9 (фиг. 3) укреплен на корпусе 1 и содержит барабан 17 для хранения электротермической бумаги, опорную пластину 18, барабан 19 для намотки электротермической бумаги, звездочку 20 бесконтактного щупа, бесконтактный датчик 21 для управления приводом барабана и привод 22 барабана.
Полуавтоматическая установка для ультразвукового иммерсионного контроля качества сварки работает следующим образом.
Установив контролируемую деталь в ванну 2 с контактной жидкостью, регулируют установку траверсы 4 так, чтобы преобразователь 3 вошел в отверстие контролируемой детали до упора в нижнюю кромку участка сварки. Настройкой датчиков 6 задают режимы управления движением траверсы.
При включении установки на автоматический режим траверса 4 осуществля- ет возвратно-поступательное движение в вертикальной плоскости в заданном режиме, а преобразователь 3 совершает вращательное движение. При этом после каждого перемещения траверсы 4 на шаг преобразователь 3 совершает вращение в отверстии детали на 450о. Одновременно с вращением преобразователя получает возвратно-поступательное движение в горизонтальной плоскости самописец 7 и наносит на электротермическую бумагу след движения преобразователя и качество сварного шва. След в виде "прожига" остается на поверхности бумаги в том случае, если сварка качественная. В местах дефекта сварки "прожиг" отсутствует.
По окончании контроля одного отверстия траверса 4 поднимается и выводит преобразователь 3 из контролируемой детали, после этого происходит поворот ванны 2 и перемотка электротермической бумаги барабаном 19 на следующий шаг, затем траверса 4 вновь опускает преобразователь 3 в отверстие следующей контролируемой детали и цикл повторяется.
Величина поворота ванны 2 и электротермической бумаги контролируется бесконтактными датчиками.
Цикл контроля повторяется до тех пор, пока все отверстия в детали не проконтролируются, после чего установка автоматически отключается. Устройство снабжено пультом ручного управления и световой сигнализацией, по которой можно следить за этапами контроля. Дефектограмма получается в виде ленты, на которой произведена запись качества контролируемого участка сварки в масштабе 1:1.
Полуавтоматическая установка для ультразвукового иммерсионного контроля качества сварки реализована на опытном образце, который позволяет контролировать в автоматическом режиме детали с девятью отверстиями или девять отдельных цилиндрических деталей. Установка обеспечивает непрерывную работу по контролю качества сварки в течение 8 час при условии смены катушки с электротермической бумагой.
Использование заявляемой установки для ультразвукового иммерсионного контроля качества сварки обеспечивает повышение производительности примерно в 6 раз; надежность в работе за счет использования отдельного блока записи дефектограммы; достоверность контроля за счет возможности получения наглядного изображения дефекта (качества сварки) в масштабе 1:1; многопозиционность установки деталей для контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля локальных участков железнодорожных рельсов | 2023 |
|
RU2818035C1 |
| УСТАНОВКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2082164C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНОГО ШВА КОНТАКТНО-СТЫКОВОЙ СВАРКИ ЗАГЛУШКИ К ОБОЛОЧКЕ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1998 |
|
RU2158031C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВ | 2008 |
|
RU2376596C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2650358C2 |
| Способ автоматизированного контроля сплошности изделий и устройство для его осуществления | 2019 |
|
RU2720437C1 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| Сканирующее устройство к дефектоскопу | 1984 |
|
SU1231456A1 |
| Устройство для ультразвукового контроля дисков | 1982 |
|
SU1078317A1 |
| Способ ультразвукового контроля локальных участков рельсов | 2023 |
|
RU2823665C1 |
Изобретение относится к неразрушающему контролю качества сварки изделий и может быть использовано при контроле качества сварки изделий, при контроле качества диффузионной сварки трубчатых изделий, изготовленных из однородных и биметаллов. Цель изобретения - повышение производительности, надежности и достоверности контроля. Новым в полуавтоматической установке является снабжение ее механизмом возвратно-поступательного перемещения траверсы в корпусе в направлении, перпендикулярном базовой плоскости, блоком бесконтактных датчиков для установки и контроля режимов движения траверсы, связанным с приводом траверсы, преобразователем, установленным на траверсе с возможностью поворота относительно оси, перпендикулярной базой плоскости, а блок регистрации результатов контроля выполнен в виде самописца, установленного с возможностью возвратно-поступательного перемещения в корпусе вдоль его базовой плоскости и взаимодействующего с преобразователем, двумя барабанами с установленной на них электротермической бумагой, механизмом поворота одного из барабанов, взаимосвязанным с механизмом поворота ванны, механизмом возвратно-поступательного перемещения траверсы и механизмом возвратно-поступательного перемещения самописца. Положительный эффект при использовании заявляемой установки заключается в повышении производительности надежности в работе за счет использования отдельного блока записи дефектограммы, достоверности контроля за счет возможности получения наглядного изображения дефекта (качества сварки) в масштабе 1 : 1. 3 ил.
ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРКИ, содержащая корпус с базовой плоскостью, траверсу, установленную на корпусе, преобразователь, установленный на траверсе, установленную на базовой плоскости ванну с контактной жидкостью с механизмом ее поворота относительно оси, перпендикулярной базовой плоскости, блок регистрации результатов контроля и пульт управления, отличающаяся тем, что, с целью повышения производительности, надежности и достоверности контроля, она снабжена механизмом возвратно-поступательного перемещения траверсы в корпусе в направлении, перпендикулярном базовой плоскости, блоком бесконтактных датчиков для установки и контроля режимов движения траверсы, связанным с приводом траверсы, преобразователь установлен на траверсе с возможностью поворота относительно оси, перпендикулярной базовой плоскости, а блок регистрации результатов контроля выполнен в виде самописца, установленного с возможностью возвратно-поступательного перемещения на корпусе вдоль его базовой плоскости и взаимосвязанного с преобразователем, двух барабанов с установленной на них электротермической бумагой, механизма поворота одного из барабанов, взаимосвязанный с механизмом поворота ванны, механизмом возвратно-поступательного перемещения траверсы и механизмом возвратно-поступательного перемещения самописца.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Универсальная автоматизированная установка ультразвукового контроля качества заготовок | |||
| Информационный листок ВИМИ, N 90-2157, 1990. | |||
