1
Изобретение относится к области выплавки металла в дуговых электросталеилавильных печах, а более конкретно к устройствам для предотвращения выброса горячих газов из сталеплавильных печей через неплотности между сводами и электродами.
Известны различные конструкции уплотняющих устройств межзлектродных зазоров: например, таких, в которых металлическое кольцо свободно лежит на водоохлаждаемом стакане, или выполненных в виде электромагнитного устройства, водоохлаждаемого змеевика, конической воронки с асбестовым жгутом или засыпкой гранулированным материалом 1.
Однако указанные уплотнения не получили применения в промыщленности . из-за малой эффективности и трудоемкости в обслуживании.
Известны уплотняющие устройства с самоподжимающимися секторами, состоящие из сварной водоохлаждаемой коробки, имеющей наклонную верхнюю поверхность, по которой скользят 6-8 секторов, сделанных из немагнитной стали. Плоскость стыков соседних секторов прострогана таким образом, что секторы образуют замкнутую коническую крыщку, скользящую по паклонной поверхности коробки и нрижимающуюся к электроду. Секторы имеют загнутые вниз крючки, предотвращающие падение их в печь при сменах электродов.
Недостатком известного устройства является то, что по мере износа электрода герметичность уплотнения теряется. Кроме того, значительный вес устройства представляет нагрузку для свода и уменьщает срок его службы. Изготовление из металла направляющей воронки и секторов приводит к образованию дуги между сектором и воронкой при нарущении изоляции между уплотняющим кольцом и каркасом свода, что приводит к выходу их из строя.
С целью повышения долговечности и наделчности уплотняющего кольца в предлагаемом устройстве уплотняющие секторы выполнены из огнеупорного материала с паправляющим пазом по оси симметрии сектора, а металлическая воронка выполнена с направляющими выступами и снабжена упором, расположенным со стороны желоба печи.
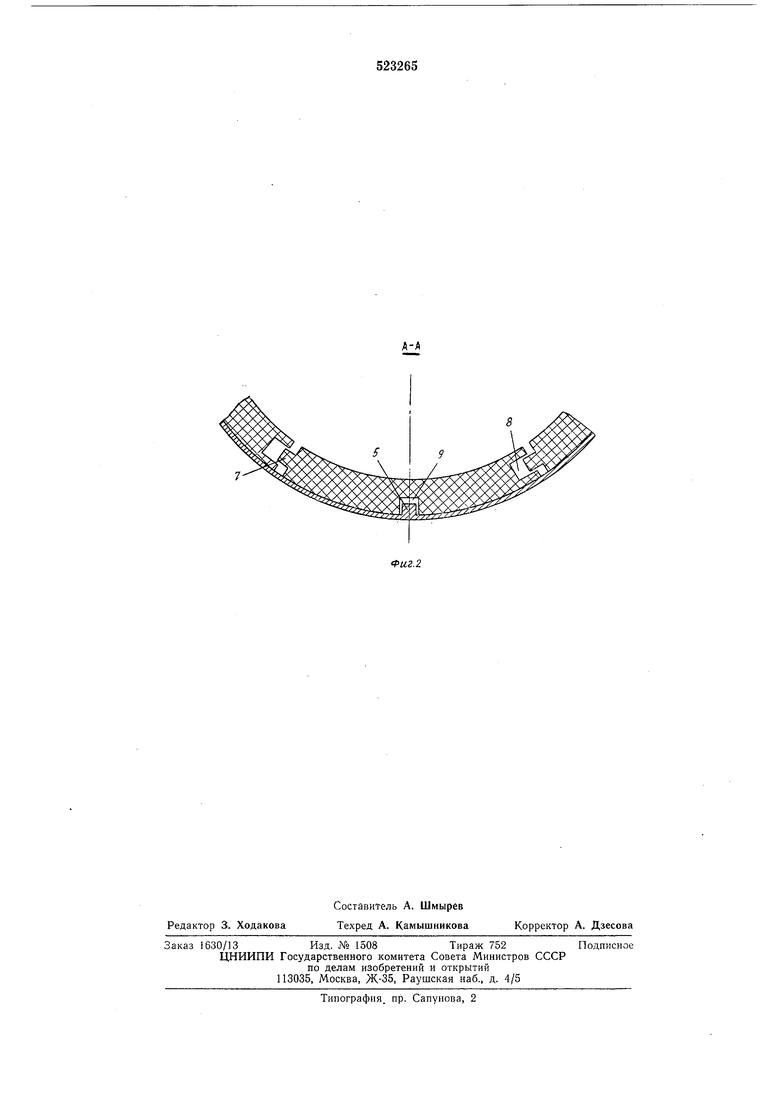
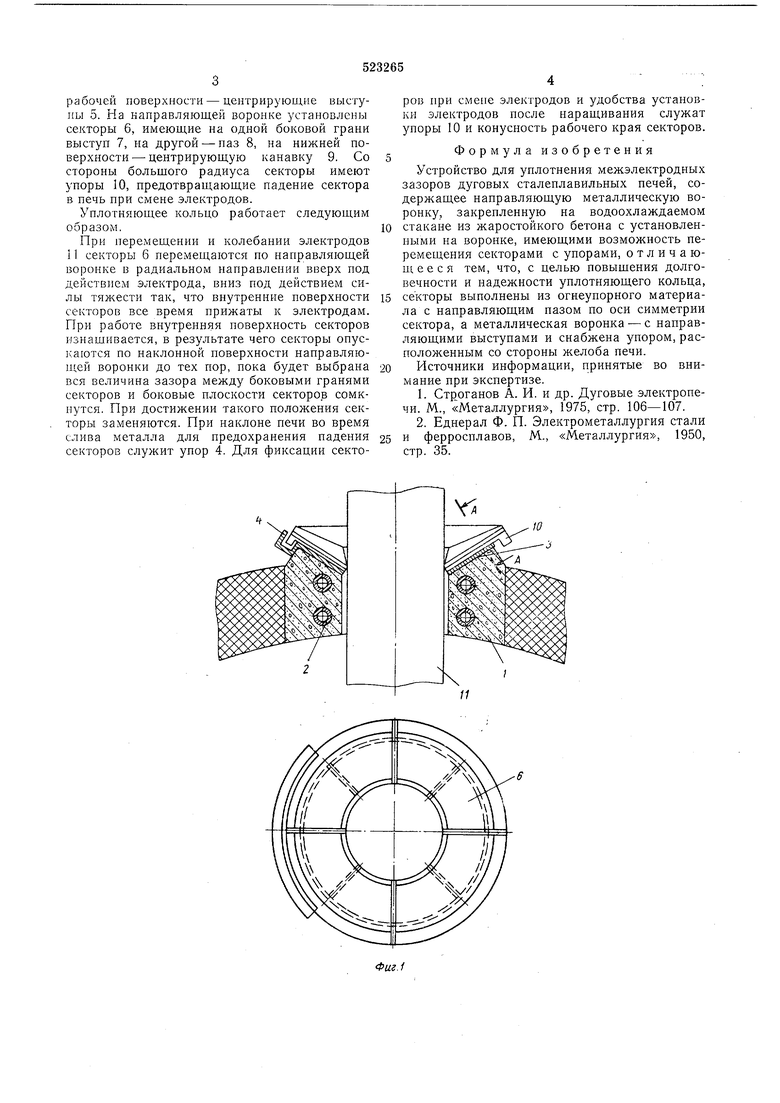
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А на фиг. 1.
Устройство имеет стакан 1 из огнеупорного бетона, являющийся частью свода, охлаждаемый трубчатым змеевиком 2. На верхней конической поверхности стакана 1 укреплена направляющая воронка 3, имеющая угол наклона верхней поверхности 35-40° с горизонтали. На части боковой поверхности воронки, со стороны сливного носка, установлен упор 4, а на
рабочей поверхности - центрирующие выступы 5. На направляющей воронке установлены секторы 6, имеющие на одной боковой грани выступ 7, на другой - паз 8, на нижней поверхности- центрирующую канавку 9. Со стороны большого радиуса секторы имеют упоры 10, предотвращающие падение сектора в печь при смене электродов.
Уплотняющее кольцо работает следующим образом.
При перемещении и колебании электродов 11 секторы 6 перемещаются по направляющей воронке в радиальном направлении вверх под действием электрода, вниз под действием силы тяжести так, что внутрениие поверхности секторов все время прижаты к электродам. При работе внутренняя поверхность секторов изнащивается, в результате чего секторы опускаются по наклонной поверхности направляющей воронки до тех пор, пока будет выбрана вся величина зазора между боковыми гранями секторов и боковые плоскости секторов сомкнутся. При достижении такого положения секторы заменяются. При наклоне печи во время слива металла для предохранения падения секторов служит упор 4. Для фиксации секторов при смене электродов и удобства установки электродов после наращивания служат упоры 10 и конусность рабочего края секторов.
Формула изобретения
Устройство для уплотнения межэлектродных зазоров дуговых сталеплавильных печей, содержащее направляющую металлическую воронку, закрепленную на водоохлаждаемом стакане из жаростойкого бетона с установленными на воронке, имеющими возможность перемещения секторами с упорами, отличающееся тем, что, с целью повыщения долговечности и надежности уплотняющего кольца, секторы выполнены из огнеупорного материала с направляющим пазом по оси симметрии сектора, а металлическая воронка - с направляющими выступами и снабжена упором, располол.енным со стороны желоба печи.
Источники информации, принятые во внимание при экспертизе.
1.Строганов А. И. и др. Дуговые электропечи. М., «Металлургия, 1975, стр. 106-107.
2.Еднерал Ф. П. Электрометаллургия стали и ферросплавов, М., «Металлургия, 1950, стр. 35.
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнение электродов дуговой сталеплавильной печи | 1989 |
|
SU1705357A1 |
| Устройство для уплотнения межэлектродных зазоров электродуговых печей | 1981 |
|
SU990827A1 |
| Свод дуговой электропечи | 1980 |
|
SU934176A1 |
| Устройство для разгрузки свода ду-гОВОй пЕчи | 1980 |
|
SU853332A1 |
| вСЕССюзНДЯ | 1973 |
|
SU380017A1 |
| Водоохлаждаемый свод | 1980 |
|
SU872930A1 |
| КОНСТРУКЦИЯ КОЖУХА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ МАЛОЙ ВМЕСТИМОСТИ | 2007 |
|
RU2373468C2 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ | 1995 |
|
RU2084542C1 |
| Газодинамическое уплотнение электродных отверстий дуговой печи | 1983 |
|
SU1092764A1 |
| Дуговая сталеплавильная печь | 1980 |
|
SU916948A1 |