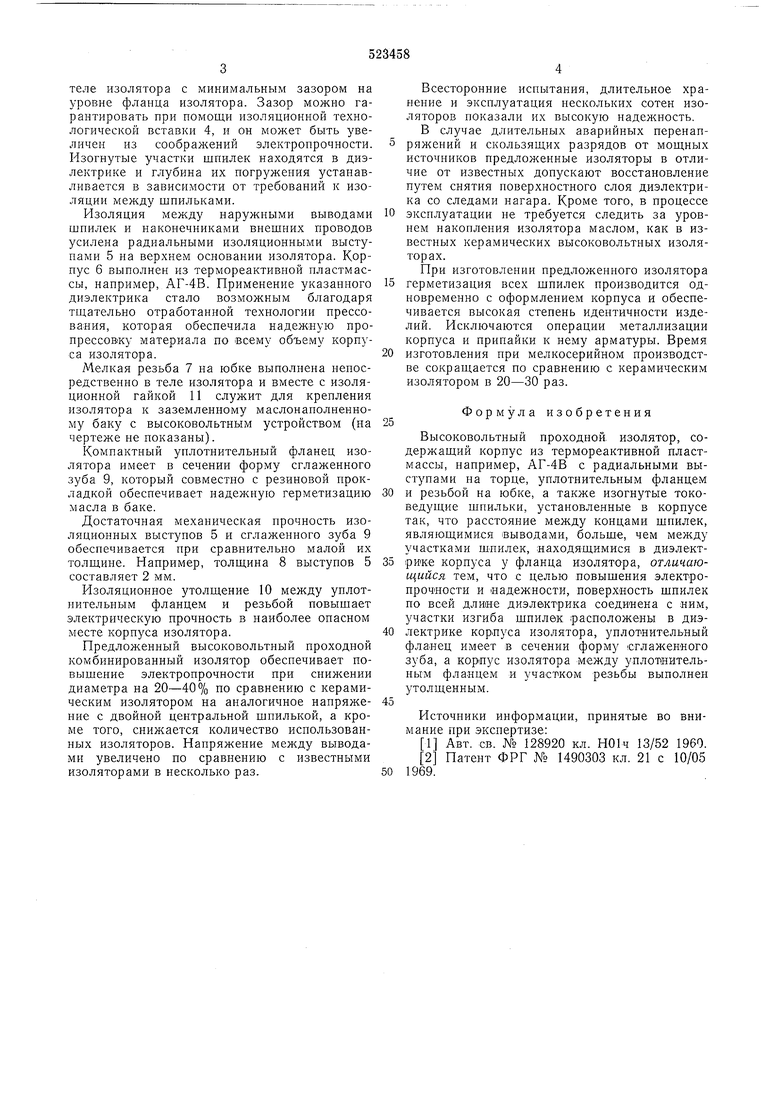
теле изолятора с минимальным зазором на уровне фланца изолятора. Зазор можно гарантировать при помощи изоляционной технологической вставки 4, и он может быть увеличен из соображений электропрочности. Изогнутые участки шпилек находятся в диэлектрике и глубина их погружения устанавливается в зависимости от требований к изоляции между шпильками.
Изоляция между наружными выводами шпилек и наконечниками внешних проводов усилена радиальными изоляционными выступами 5 на верхнем основании изолятора. Корпус 6 выполнен из термореактивной пластмассы, например, АГ-4В. Применение указанного диэлектрика стало возможным благодаря тш,ательно отработанной технологии прессования, которая обеспечила надежную иропрессов«у материала по 1всему объему корпуса изолятора.
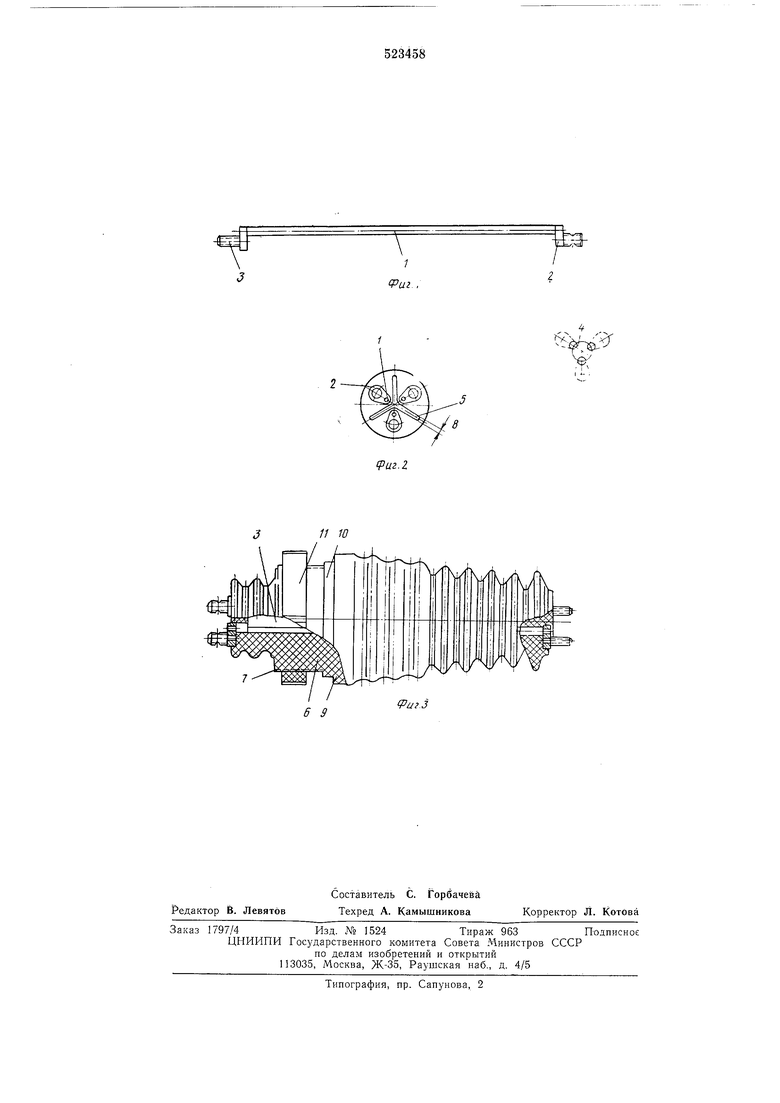
Мелкая резьба 7 на юбке выполнена непосредственно в теле изолятора и вместе с изоляционной гайкой 11 служит для крепления изолятора к заземленному маслонаполненному баку с высоковольтным устройством (на чертеже не показаны).
Компактный уплотнительный фланец изолятора имеет в сечении форму сглаженного зуба 9, который совместно с резиновой прокладкой обеспечивает надежную герметизацию масла в баке.
Достаточная механическая прочность изоляционных выступов 5 и сглаженного зуба 9 обеспечивается при сравнительно малой их толщине. Например, толщина 8 выступов 5 составляет 2 мм.
Изоляционное утолщение 10 между уилотнительным фланцем и резьбой повышает электрическую прочность в наиболее опасном месте корпуса изолятора.
Предложенный высоковольтный проходной комбинированный изолятор обеспечивает повышение электропрочности при снижении диаметра на 20-40% по сравнению с керамическим изолятором на аналогичное напряжение с двойной центральной шпилькой, а кроме того, снижается количество использованных изоляторов. Напряжение между выводами увеличено по сравнению с известными изоляторами в несколько раз.
Всесторонние испытания, длительное хранение и эксплуатация иескольких сотен изоляторов показали их высокую иадежность.
В случае длительных аварийных перенапряжений и скользящих разрядов от мощных источников предложенные изоляторы в отличие от известных допускают восстановление путем снятия иоверхностного слоя диэлектрика со следами нагара. Кроме того, в процессе
эксплуатации ие требуется следить за уровием накопления изолятора маслом, как в известных керамических высоковольтных изоляторах.
При изготовлении предложеииого изолятора
герметизация всех щпилек производится одновременно с оформлением корпуса и обеспечивается высокая степень идентичности изделий. Исключаются операции металлизации корпуса и припайки к нему арматуры. Время
изготовления при мелкосерийном производстве сокращается по сравнению с керамическим изолятором в 20-30 раз.
Формула изобретения
Высоковольтный проходной изолятор, содержащий корпус из термореактивной пластмассы, например, АГ-4В с радиальными выступами на торце, уплотнительным фланцем
и резьбой на юбке, а также изогнутые токоведущие шпильки, установленные в корпусе так, что расстояние между концами щиилек, являющимися 1ВЫБОдами, больше, чем между участками шпилек, находящимися в диэлектрике корпуса у фланца изолятора, отличающийся тем, что с целью повышения электроцрочяости и «надежности, поверхность щцилек по всей длине диэлектрика соединена с ним, участки изгиба шпилек расположены в диэлектрике корпуса изолятора, уплотнительный фланец имеет в сечении форму сглаженного зуба, а корпус изолятора между уплот нительным фланцем и участком резьбы выполнен утолщенным.
Источники ииформации, принятые во внимание при экспертизе:
1 Авт. св. N° 128920 кл. Н01ч 13/52 1960. 2 Патент ФРГ № 1490303 кл. 21 с 10/05
1969.
/
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высоковольтный проходной изолятор | 1976 |
|
SU684622A2 |
| ВЫСОКОВОЛЬТНЫЙ ИМПУЛЬСНЫЙ ТРАНСФОРМАТОР | 1988 |
|
SU1840143A1 |
| ИЗОЛЯТОР | 1996 |
|
RU2097861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2557064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2560965C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2556879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2015 |
|
RU2593827C1 |
| Тиристорный модуль с испарительным охлаждением жидким диэлектриком | 1990 |
|
SU1762341A1 |
| ПРОХОДНОЙ СЕКЦИОНИРОВАННЫЙ ИЗОЛЯТОР | 2015 |
|
RU2592870C1 |
| КОНЦЕВАЯ ЗАДЕЛКА КАБЕЛЯ | 2001 |
|
RU2265267C2 |
Ж
6 9
1/
41тху
Уаг.З
