Механический способ соединения алюминиевых проводников, (кабелей, проводов, наконечников и шин), т.е. с помощью конических болтовых и всевозможных других сжимов, не обеспечивает надежного контакта.
Объясняется это тем, что на поверхности алюминия образуется оксидная пленка, которая обладает большим омическим сопротивлением, а это рано или поздно приводит к нагреву, перегоранию, коротким замыканиям, взрывам вообще к выходу из строя или нарушению нормального режима работы оборудования.
Применяемый в последнее время способ соединения алюминиевых проводников путем пайки кабельных жил припоем имеет свои недостатки, заключающиеся в том, что в местах спая получается неоднородность металла (алюминий, цинк и олово), которая современем приводит к разъеданию, а значит, и к ненадежному состоянию соединения. Особенно это дает себя чувствовать в проводниках постоянного тока. Причины такого положения, очевидно, заключаются в свойстве самого алюминия.
Предметом настоящего изобретения является способ соединения алюминиевых проводов, кабелей и пр. путем заливки расплавленным алюминием концов соединяемых проводов, введенных в разъемную форму, снимаемую по окончании работы. При этом, согласно изобретению, применяют форму, снабженную снизу отверстием, позволяющим расплавленному металлу вытекать из формы наружу, и заливают металл в форму через верхнее отверстие до размягчения концов проводов, определяемого щупом, а затем закрывают нижнее отверстие и дают форме остыть. Таким способом достигается снятие оксидной пленки с концов проводов при заливке и осуществляется прочное сваривание их с массой залитого металла.
Подобный способ может быть применен для присоединения конца алюминиевого кабеля к наконечнику или для отливки наконечника на самом кабеле.
Процесс соединения концом кабеля происходит в следующем порядке.
С концов жил кабеля снимают бумажную изоляцию на длине от 70 до 100 мм в зависимости от сечения кабеля, т.е. чем больше сечение, тем больше эта длина.
Освобожденные от бумажной изоляции концы жил кабеля тщательно промывают бензином, а затем каждую в отдельности ветвь жилы протирают сначала сухой и чистой тряпочкой, а потом песчаным полотном или бумагой. Это делают для того, чтобы очистить концы жил от пропиточной массы и снять с поверхности ветвей пленку окиси.
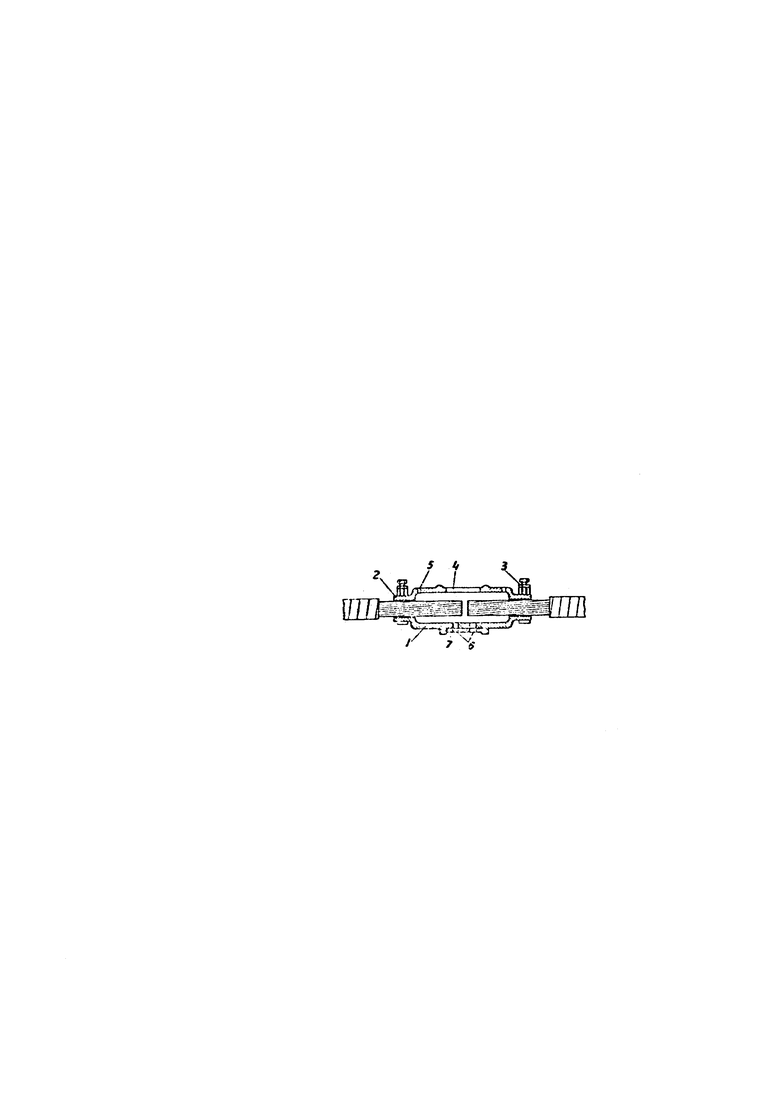
На очищенные концы жил кабеля накладывается железная разъемная форма, изображенная на схематическом чертеже в продольном разрезе.
Форма состоит из верхней 2 и нижней 1 половин, имеющих диаметр расточки в зависимости от сечения жил. Верхняя половина 2 имеет, так называемое, заливное отверстие 4 размерами 12×30 мм и четыре отверстия 5 диаметром в 3 мм для выхода газа. Нижняя половина 1 имеет два выливных отверстия 6 диаметром в 8 мм, против которых пригнана в пазах подвижная заслонка 7, имеющая также два отверстия.
Для скрепления половин формы служат два хомутика 3.
После того, как половинки 1 и 2 формы положены на концы очищенных жил, форма стягивается хомутиками 3 по концам (по шейке формы) для создания герметичности щели между жилой и шейкой формы, а также и между половинками формы.
Линия стыка концов жил должна проходить посредине заливного отверстия 4. Чтобы предупредить возможность воспламенения пропиточной кабельной массы во время пайки, жилы кабеля необходимо обматывать сухим асбестом.
В том случае, когда делается спай многожильного кабеля, необходимо перед спаиванием одной из жил все остальные жилы прикрыть сухим асбестом для того, чтобы на них не попал расплавленный алюминий и не повредил бумажную изоляцию жил кабеля.
Для защиты от возможных ожогов во время пайки монтеры обязаны надеть защитные очки, а на руки - асбестовые рукавицы.
Форма с заделанными концами жил должна быть установлена в строго горизонтальном положении, иначе часть муфты может оказаться не залитой.
Во время подготовительных работ на походном горне в тигле расплавляют алюминий в количестве 4-5 кг.
После того, как все подготовительные работы сделаны и алюминий расплавлен до температуры 700°, начинают процесс пайки.
Перед пайкой выливные отверстия 6 формы надо открыть, т.е. выливные отверстия формы и заслонки 7 должны совпадать. Один из монтеров-кабельщиков берет тигель с расплавленным алюминием и проливает металл через заливное отверстие 4. Так как в это время выливное отверстие 6 тоже открыто, то расплавленный алюминий, омывая концы жил, выходит через выливное отверстие.
Такая проливка производится беспрерывно в течение 30-40 сек. Второй монтер-кабельщик в это же самое время железным щупом через заливное отверстие прощупывает состояние концов жил. Это он делает одной рукой, а в другой руке держит небольшой молоточек и, как только концы жил кабеля начнут плавиться, он моментально ударяет молоточком по концу заслонки. Этим самым перекрывается выливное отверстие формы. После перекрытия выливного отверстия форма наполняется расплавленным алюминием. Во время посадки алюминия в форме необходимо делать доливку. Щуп делается из железа длиной 30 мм с деревянной ручкой в виде отвертки с заостренным концом.
После наполнения формы процесс спая или сваривания считается законченным.
Само собой разумеется, что для того, чтобы проливаемый алюминий не разливался по земле, необходимо перед заливкой ставить под форму второй тигель.
После спайки первой пары жил тигель подогревается для пайки второй пары жил и т.д.
Как только алюминий в месте спая затвердеет, разъемная форма снимается.
Оставшиеся в местах спайки заусенцы, литнички и острые углы необходимо удалить напильником, но с условием, чтобы опилки не попадали на изоляцию жил, а для этого последние должны быть обернуты чистой тряпкой или асбестом.
Процесс спайки наконечников для алюминиевых проводов и кабеля остается тот же, что и для спайки концов, с той лишь разницей, что для наконечников требуется изготовление иной формы.
Предлагаемый способ соединения алюминиевых проводов имеет те преимущества, что он надежен, не требует ценного материала (т.е. для пайки могут быть использованы всевозможные отбросы алюминия) и настолько прост, что не требует опытного монтерского персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оконцевания алюминиевой жилы кабеля алюминиевым наконечником | 1979 |
|
SU788237A1 |
| Соединительная муфта для высоковольтных кабелей | 1927 |
|
SU10500A1 |
| Приспособление для соединения кабелей проводов и т.п. | 1947 |
|
SU75474A1 |
| Кабельный наконечник | 1978 |
|
SU750632A1 |
| СПОСОБ ОДНОВРЕМЕННОГО СРАЩИВАНИЯ ЖИЛ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ПОМОЩЬЮ МИКРОВЗРЫВА | 1999 |
|
RU2164461C2 |
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ТЕРМОПАРНЫХ КАБЕЛЕЙ ГЕРМОВВОДОВ | 1990 |
|
RU2030050C1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА | 1995 |
|
RU2097891C1 |
| ГЕРМЕТИЧНАЯ И ТЕРМОУСТОЙЧИВАЯ ЗАДЕЛКА КОНЦА КАБЕЛЯ С МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКОЙ | 2001 |
|
RU2206164C2 |
| Способ рафинирования алюминия и его сплавов | 1990 |
|
SU1766997A1 |
| СПОСОБ СОЕДИНЕНИЯ СИЛОВЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 1993 |
|
RU2045799C1 |
1. Способ соединения алюминиевых проводов, кабелей и пр. путем заливки расплавленным алюминием концов соединяемых проводов, введенных в разъемную форму, снимаемую по окончании работы, отличающийся тем, что, в целях снятия при заливке с концов проводов оксидной пленки и осуществления прочного сваривания их с массой залитого металла, применяют форму, снабженную снизу отверстием, позволяющим расплавленному металлу вытекать из формы наружу, и заливают металл в форму через верхнее отверстие до размягчения концов проводов, определяемого щупом, а затем закрывают нижнее отверстие и дают форме остыть.
2. Применение способа по п. 1 для присоединения конца алюминиевого кабеля к наконечнику или для отливки наконечника на самом кабеле.
