Изобретение относится к электротехнике, в частности к созданию концевых заделок кабелей с металлическими оболочками, способных эксплуатироваться при повышенных температурах (так называемых жаростойких кабелей).
Отечественной промышленностью выпускаются различные виды таких кабелей:
- кабели с медными жилами и медной оболочкой (в дальнейшем - КМЖ), предназначенные для длительной эксплуатации при температурах до 250oС [1, 2];
- нагревательные кабели с жилами из нержавеющей стали 12Х18Н9Т, жаростойкого сплава ХН78Т, из сплава сопротивления Х20Н80-Н, из никеля и с оболочками из нержавеющей стали 12Х18Н9Т и жаростойкого сплава ХН78Т (в дальнейшем - КНМ), предназначенные для длительной эксплуатации при температурах до 600oС и для кратковременной эксплуатации при температурах до 800oС [1, 3];
- термопарные кабели с термоэлектродными жилами из сплавов хромель Т, копель, алюмель и с оболочками из нержавеющей стали 08Х18Н10Т или 12Х18Н9Т и жаростойкого сплава ХН78Т (в дальнейшем - КТМ), предназначенные для длительной эксплуатации при температурах до 600...1000oС и для кратковременной эксплуатации при температурах до 900...1200oС [1, 4].
Промежутки между жилами всех видов выпускаемых жаростойких кабелей и между жилами и оболочками заполняются жаростойкой минеральной изоляцией, в качестве которой в настоящее время применяется магнезитовый изоляционный порошок [1...5].
По сравнению с кабелями, оболочки и изоляция которых выполнены из полимерных материалов (резин и пластмасс), выпускаемые отечественной промышленностью жаростойкие кабели имеют целый ряд преимуществ, обусловленных применением герметичных, термоустойчивых и относительно прочных металлических оболочек и жаростойкой минеральной изоляции:
- повышенную и высокую максимальную рабочую температуру эксплуатации,
- высокую механическую прочность,
- высокую герметичность при действии внешнего гидравлического давления,
- высокую стойкость к воздействию вибрационных и инерционных ударных нагрузок,
- высокое сопротивление между жилой и остальными жилами, соединенными между собой и с оболочкой,
- высокую электрическую прочность,
- высокую продолжительность наработки на отказ [1...4].
Как показывает опыт успешной эксплуатации КТМ, сама минеральная изоляция длительно выдерживает температуру до 1000oС и кратковременно до 1200oС [1, 4]. Поэтому максимальная рабочая температура, которую могут выдерживать жаростойкие кабели, определяется металлом жил и оболочек. Например, у меди с ростом температуры происходит плавное увеличение электрического сопротивления [6], что увеличивает сопротивление медных жил КМЖ. Кроме того, с увеличением температуры выше 400oС у меди на воздухе усиливается окисление, что дополнительно ухудшает проводимость медных жил кабеля, а спустя определенное время может привести к сквозному окислению медных жил. Поэтому максимальная рабочая температура КМЖ ограничена 250oС.
Важнейшей эксплуатационной характеристикой жаростойких кабелей является их продольная герметичность при действии со стороны одного из концов кабеля гидравлического или газового давления. В ходе изготовления жаростойких кабелей минеральная изоляция уплотняется настолько, что продольная герметичность обеспечивается при гидравлическом давлении до 10 МПа [2] (в источнике [1] указана величина 20 МПа, более достоверными считаем сведения в источнике [2] ). В то же время продольная газопроницаемость жаростойких кабелей сохраняется. Это требует в процессе монтажных работ оставлять концы кабелей незагерметизированными не более 2 минут [1] (влажный воздух, проникая вдоль кабеля, ухудшает его электрические характеристики) или вести монтажные работы только в сухой атмосфере на кабелях, предварительно высушенных при температурах 200...300oС в течение не менее 3 часов [4].
Поэтому все жаростойкие кабели как конструктивные узлы устройств снабжаются теми или иными видами конструктивных законцовок (концевых заделок). Концевые заделки имеют также бухты кабелей с металлическими оболочками, поставляемые заводом-изготовителем.
Очевидно, что концевые заделки должны одновременно:
- обеспечивать продольную герметичность жаростойких кабелей при действии со стороны одного из концов кабеля гидравлического или газового давления, в том числе и при повышенных температурах,
- по возможности, не снижать максимальную рабочую температуру жаростойких кабелей и не ухудшать другие эксплуатационные характеристики кабелей.
Одновременное выполнение указанных условий представляет серьезные трудности, поэтому эксплуатационные характеристики жаростойких кабелей как конструкционных узлов устройств, т.е. кабелей с концевыми заделками, зависят от конструкции применяемых концевых заделок.
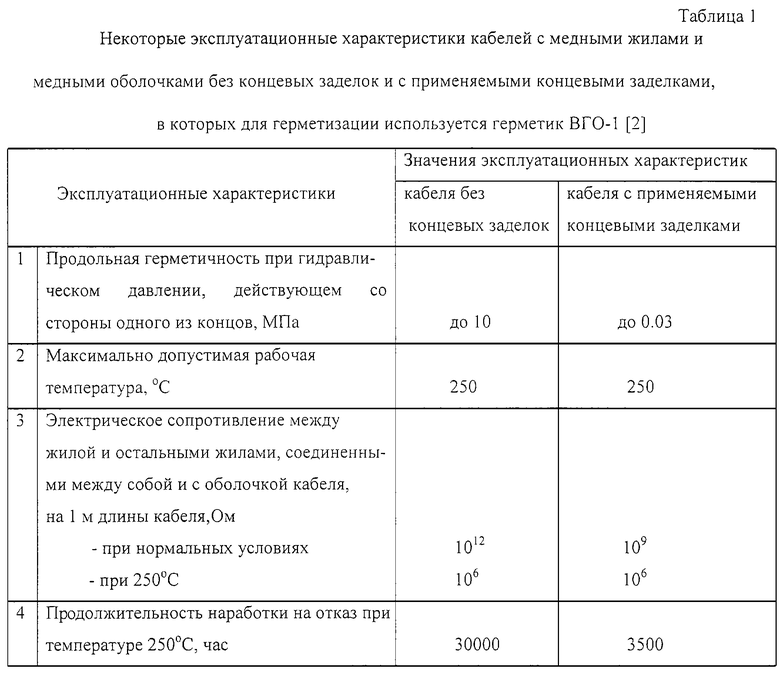
В табл.1 в качестве примера приведены некоторые эксплуатационные характеристики КМЖ без концевых заделок и с концевыми заделками, в которых для герметизации применен герметик ВГО-1 [2]. Как видно из табл. 1, использование концевых заделок с герметиком ВГО-1:
- в 330 раз снижает продольную герметичность при гидравлическом давлении, действующем со стороны одного из концов (это может быть объяснено тем, что в существующих концевых заделках заливка герметиком осуществляется без воздействия добавочного давления, кроме того, вдоль поверхностей контакта герметика и медных жил не происходит химического взаимодействия меди и герметика); сведений о газопроницаемости концевых заделок с герметиком ВГО-1 не обнаружено, но физически очевидно, что концевая заделка герметиком может обеспечить газонепроницаемость лишь при давлении газа менее 0.03 МПа;
- в нормальных климатических условиях в 1000 раз снижает электрическое сопротивление между жилой и остальными жилами, соединенными между собой и с оболочкой у кабеля как конструктивного узла, т.е. у кабеля с концевыми заделками (это объясняется тем, что удельное электрическое сопротивление герметика ВГО-1 существенно ниже, чем у минеральной изоляции);
- в 8.5 раз уменьшает продолжительность наработки кабеля на отказ при температуре 250oС (это объясняется ускоренным старением герметика ВГО-1 при температуре 250oС и происходящим ухудшением его физических характеристик, влияющих на продолжительность наработки кабеля на отказ);
- не снижает максимальной рабочей температуры кабеля как конструктивного узла (это объясняется относительно высокой максимально допустимой рабочей температурой герметика ВГО-1).
В целом данные, приведенные в табл.1, показывают недостатки существующего конструктивного решения концевых заделок КМЖ, основанного на применении герметика ВГО-1.
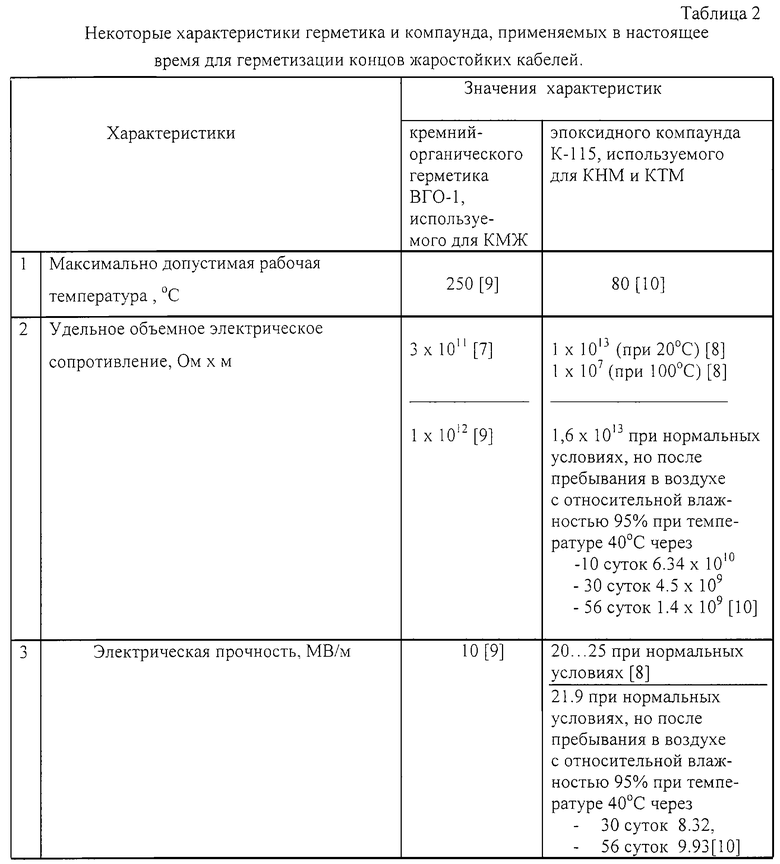
В табл.2 приведены некоторые характеристики герметика и компаунда, применяемых для герметизации жаростойких кабелей:
- герметика ВГО-1, используемого для КМЖ,
- компаунда К-115, применяемого для КНМ и КТМ.
Как видно из табл. 2, у компаунда К-115:
- максимально допустимая рабочая температура существенно меньше, чем у герметика ВГО-1, и примерно на порядок ниже, чем у самих КНМ и КТМ;
- удельное электрическое сопротивление при нормальных условиях примерно на порядок больше, чем у герметика ВГО-1, но после кратковременного воздействия температуры 100oС, а также после длительного воздействия воздуха с относительной влажностью 95% и температурой 40oС падает на несколько порядков (данные об изменениях удельного электрического сопротивления при тех же условиях для герметика ВГО-1 не обнаружены);
- электрическая прочность при нормальных условиях в 2...2.5 раза превышает электрическую прочность герметика ВГО-1, но после длительного воздействия воздуха с относительной влажностью 95% и температурой 40oС падает в 2. ..2.5 раза и становится примерно равной электрической прочности компаунда ВГО-1 при нормальных условиях (данные об изменениях электрической прочности при тех же условиях для герметика ВГО-1 не обнаружены).
В целом очевидно, что:
- в связи с весьма низкой максимально допустимой рабочей температурой компаунда К-115 герметизация КНМ и КТМ с помощью этого компаунда допустима лишь при обязательном вынесении концевых зон кабелей как конструктивных узлов из зон повышенной температуры и влажности, что вызывает осложнения при эксплуатации таких кабелей;
- электрическое сопротивление между жилой и остальными жилами, соединенными между собой и с оболочкой у кабеля КНМ и КТМ как конструктивных узлов, т.е. у кабелей с концевыми заделками, после кратковременного воздействия температуры 100oС, а также после длительного воздействия воздуха с влажностью 95% и температурой 40oС будет существенно и быстро падать, что также серьезно осложняет эксплуатацию этих кабелей.
Изложенное выше не позволяет считать удовлетворительными существующие конструктивные решения концевых заделок жаростойких кабелей, основанные на использовании герметика ВГО-1 и компаунда К-115.
Отечественная промышленность выпускает большое количество иных марок герметиков и компаундов.
Однако выбор тех из них, которые бы одновременно удовлетворяли всей совокупности предъявляемых требований (герметичность, максимально допустимая рабочая температура, высокие и стабильные электрические характеристики) не представляется возможным [11, 12]. Так, герметики и компаунды, обладающие высоким удельным электрическим сопротивлением и высокой электрической прочностью, работоспособны лишь до 200...300oС, а немногочисленные нагревостойкие компаунды, работоспособные при температурах до 700...800oС, обладают сравнительно низким удельным электрическим сопротивлением и малой электрической прочностью [11, 12] . Кроме того, герметики и компаунды, являющиеся органическими материалами, подвержены старению, особенно при повышенных температурах. При этом указанные герметики и компаунды не обеспечивают при высоком перепаде давления полной герметичности контакта между ними и металлическими поверхностями, т.к. сцепление их с металлами имеет в основном механическую природу (проникновение в микронеровности, прилипание).
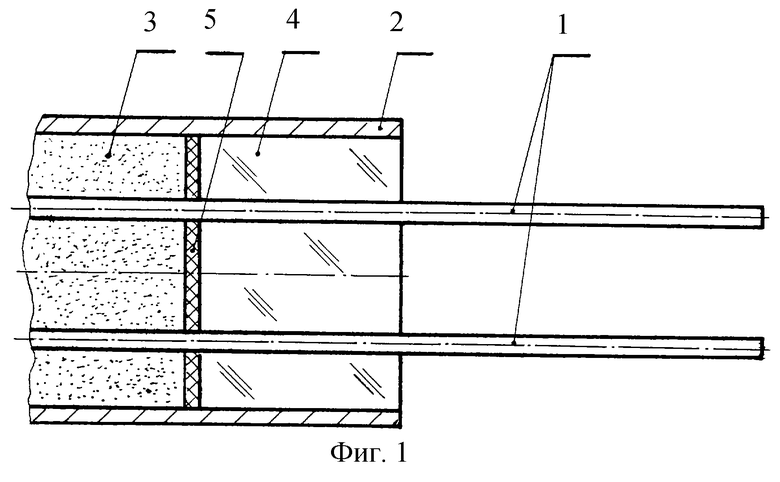
Известны технические решения [13, 14], в которых герметизация концов жаростойких кабелей достигается использованием уплотнительного элемента с отверстиями для пропускания жил, образованного расплавлением при нагревании и последующим затвердеванием при охлаждении предварительно спеченной таблетки ситалла, помещенной в полость на конце кабеля. Эта полость создается путем удаления минеральной изоляции из концевого участка кабеля. Для исключения химического взаимодействия расплавленного ситалла с минеральной изоляцией, которое может сопровождаться газовыделением и образованием трещин в уплотнительном элементе, на дно полости между минеральной изоляцией и уплотнительным элементом помещена прокладка из огнеупорного материала (фиг.1).
Цифрами на фиг.1 обозначены: 1 - жилы кабеля, 2 - оболочка кабеля, 3 - минеральная изоляция, 4 - уплотнительный элемент (расплавленная при нагревании и затвердевшая при охлаждении таблетка ситалла), 5 - прокладка из огнеупорного материала.
Применительно к терминам, использованным в источниках [13, 14], необходимо сделать следующие замечания.
1. Термин "гермоввод" является весьма широким. "Гермовводами" называют, например, герметичные вводы в гидравлические устройства и гидротехнические сооружения. Применительно к электротехнике чаще пользуются термином "токоввод", а желая подчеркнуть герметичность последнего, - "токогермоввод" (см. , например, [15]). Однако токогермовводы, описанные в [15], не содержат кабелей. Поэтому применительно к таким токогермовводам наименования анализируемых изобретений теряют смысл.
2. Термин "герметик" трудно признать удачным. "Герметиками" общепринято называть "полимерные композиции, главным образом на основе сульфидных или кремнийорганических жидких компаундов, обеспечивающие непроницаемость соединений" [16]. Очевидно, что у таких герметиков не может быть "расплавления" и при нагревании они не образуют "спаев". Лучше использовать термин "уплотнительный элемент".
3. Жилы термопарных кабелей выполняют не из несуществующего "хромельалюмеля", а из сплавов хромель Т и алюмель" [4], причем из указанных сплавов изготавливают именно жилы, а не сами кабели (см. [14]).
Для различных материалов жил и оболочек кабелей, а также для различных диаметров жил, диаметров и толщин оболочек кабелей могут потребоваться различные марки ситаллов. В ряде случаев может возникнуть необходимость в разработке специальных марок ситаллов или в использовании конструктивных решений, отличных от типового, показанного на фиг.1.
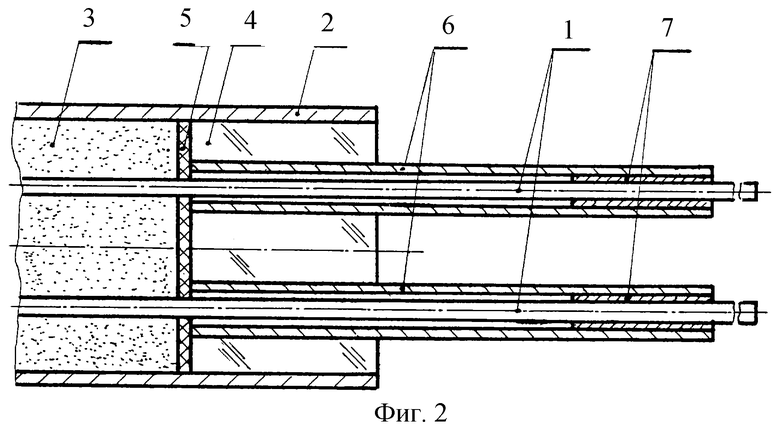
На фиг. 2 в качестве примера приведена схема технического решения с использованием ситалла для герметизации конца специального жаростойкого кабеля с медными жилами и оболочкой из нержавеющей стали 12Х18Н9Т. На фиг.2 цифрами обозначены: 6 - трубки из нержавеющей стали 12Х18Н9Т, 7 - твердый припой, герметизирующий поверхности контакта жил с трубками 6 (остальные обозначения те же, что на фиг.1). Использование этого технического решения [13] позволяет применить для герметизации конца кабеля ситаллы, например, ПСТ135-1 и ПСТ150-1, специально разработанные для стали 12Х18Н9Т или 12Х18Н10Т.
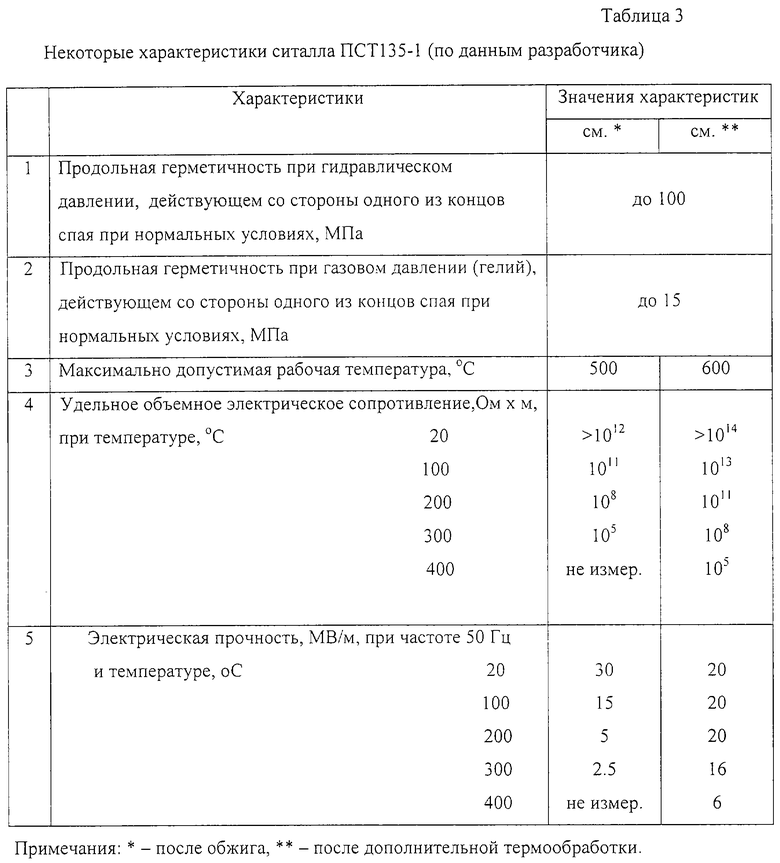
Некоторые характеристики чаще используемого ситалла ПСТ135-1 приведены в табл.3.
Сопоставление табл. 3 с табл.1 и 2 показывает несомненные преимущества ситалла ПСТ135-1 (особенно после дополнительной термообработки) как материала уплотнительного элемента для концевых заделок жаростойких кабелей по сравнению с герметиком ВГО-1 и компаундом К-115:
- значительно надежней может быть обеспечена герметичность, в том числе и при воздействии газа под давлением;
- существенно может быть повышена максимально допустимая рабочая температура кабелей как конструктивных узлов;
- значительно более высоким является при нормальных условиях и при повышенных температурах электрическое сопротивление между жилой кабеля и остальными жилами, соединенными между собой и с оболочкой кабеля.
Кроме того, по сравнению с нагревостойкими компаундами [12] указанные ситаллы при повышенных температурах обладают более высоким удельным объемным электрическим сопротивлением и электрической прочностью.
Существенные преимущества концевых заделок жаростойких кабелей при использовании в качестве уплотнительных элементов ситаллов обусловлены следующими обстоятельствами:
- высокая герметичность спаев является результатом сложных физико-химических процессов, происходящих при температуре расплавления ситалла на границе "металл-ситалл" (образование между металлом и расплавом ситалла промежуточного сцепляющего слоя при их диффузионно-химическом взаимодействии);
- повышенные максимально допустимые рабочие температуры концевых заделок являются результатом высоких температур расплавления ситалла;
- повышенные электрические характеристики концевых заделок (сопротивление и электрическая прочность изоляции), в том числе и при повышенных температурах, являются результатом относительно высоких значений удельного объемного электрического сопротивления и электрической прочности ситаллов в широком диапазоне температур.
Технические решения по изобретениям [13] и [14] выбраны в качестве прототипов.
Наряду с отмеченными достоинствами технические решения, рассматриваемые в качестве прототипов, имеют и ряд недостатков.
1. Спай ситаллового уплотнительного элемента с жилами и оболочкой кабеля является термонапряженным узлом, во всех элементах которого (жилы, оболочка, ситалловый уплотнительный элемент) после затвердевания расплавленного ситалла будут иметь место напряжения. Эти напряжения способны вызвать текучесть металла жил и оболочки, а также хрупкое разрушение в ситалле (образование трещин от действия растягивающих напряжений), предел прочности которого при растяжении существенно ниже предела прочности при сжатии.
Поэтому в каждом конкретном случае следует путем расчета и экспериментально подбирать наиболее рациональные материалы и размеры элементов спая. Однако материалы жил и оболочки и их размеры заданы конструкцией кабеля. Возможность варьирования остается лишь для марок ситалла.
Но только этим путем не всегда удается обеспечить допустимый уровень напряжений в спае, и следовательно, обеспечить механическую и электрическую прочность, а также герметичность концевых заделок кабелей.
2. По внешнему торцу уплотнительного элемента имеют место краевые напряжения, которые могут превышать напряжения в глубине уплотнительного элемента. Особенно опасными краевые напряжения становятся в местах контакта уплотнительного элемента с металлической оболочкой и металлическими жилами, что обусловлено различием физико-механических характеристик материалов (ситаллов и металлов). Чрезмерность краевых напряжений в указанных местах может стать причиной разрушения уплотнительного элемента. В то же время никаких конструктивных мер, направленных на уменьшение краевых напряжений, прототипами не предусматривается.
3. Кабель с заделкой, выполненной согласно прототипам, может присоединяться либо непосредственно к устройству, потребляющему электроэнергию, либо к промежуточному соединительному устройству (соединительной коробке). В любом случае жилы кабеля, выступающие за торец уплотнительного элемента, попадают в среду с существенно меньшей электрической прочностью. В простейшем случае такой средой является воздух. Электрическая прочность сухого воздуха при нормальных условиях для переменного напряжения частотой 50 Гц в случае, когда, например, один электрод представляет собой стержень, а второй - плоскость, составляет примерно 0.75 МВ/м [11], т.е. примерно в 30...50 раз меньше, чем у ситалла ПСТ135-1. Для обеспечения электрической прочности расстояние между жилами кабеля в воздушной среде необходимо увеличивать, производя "разводку" жил, но вблизи торца кабеля малые расстояния между жилами кабеля и, следовательно, опасность пробоя сохраняется.
Замена внешней среды на различные компаунды не решает проблемы, т.к. компаунды, имеющие высокую электрическую прочность, не могут эксплуатироваться при высоких температурах, а способные эксплуатироваться при высоких температурах, не имеют высокой электрической прочности [11, 12].
Известным путем избежать контакта гибких проводов является применение малогабаритных изоляторов, выполненных из неорганических материалов с высокой электрической прочностью (например, из фарфора, керамики). Такие изоляторы имеют колоколообразную форму и монтируются на жилы подобно бусам с перекрытием одним изолятором другого, вследствие чего увеличивается разрядный промежуток по воздуху.
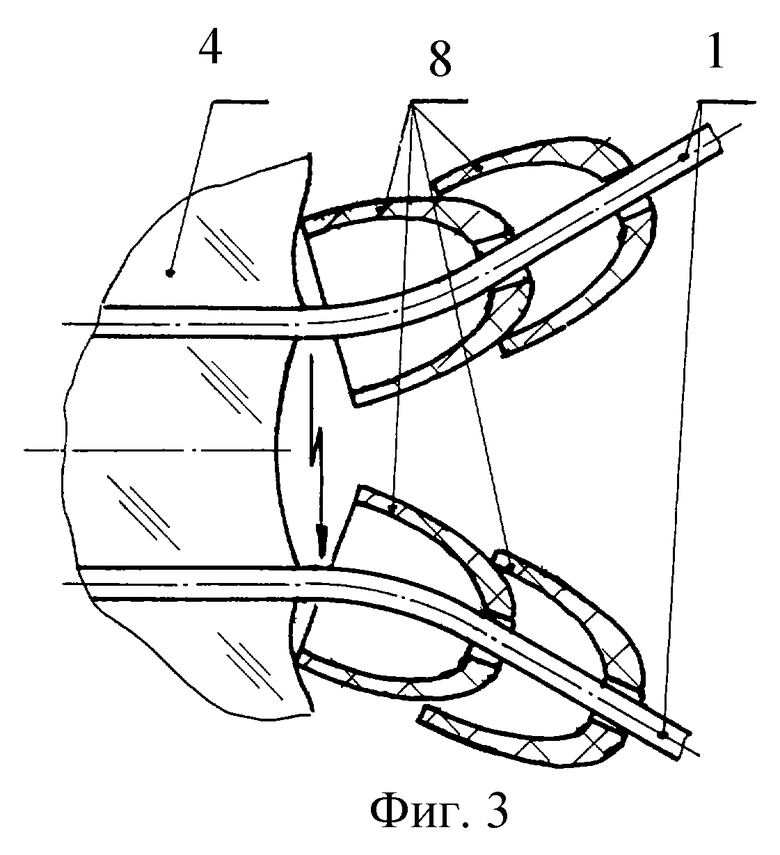
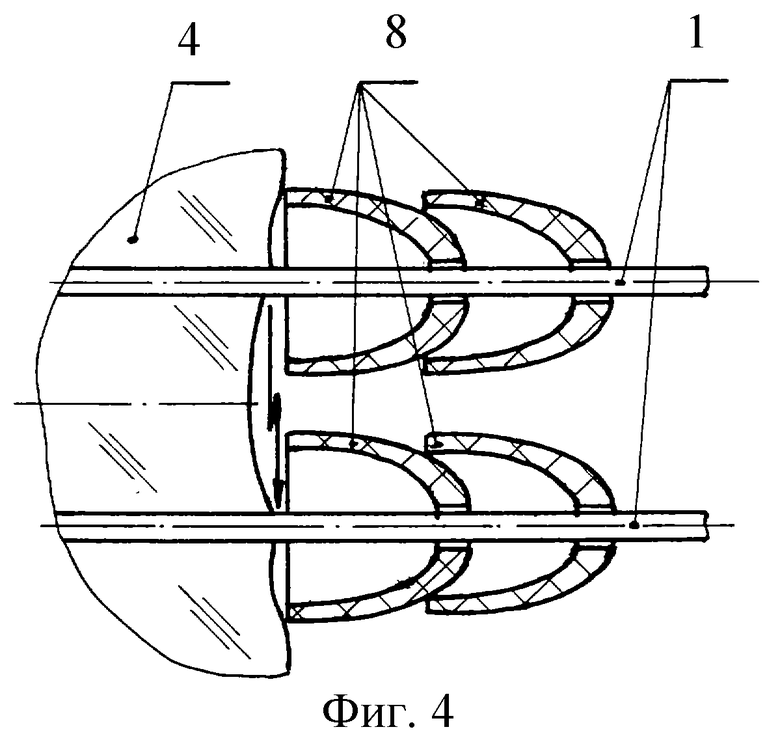
Однако при плоском торце уплотнительного элемента из-за неплотного прилегания колоколообразных изоляторов к торцу уплотнительного элемента разрядный промежуток непосредственно у торца не увеличивается и сохраняется опасность пробоя по воздуху (см. фиг.3 и 4). Цифрой 8 на фиг.3 и 4 обозначены колоколообразные изоляторы, Остальные обозначения те же, что на фиг.1 и 2.
4. Минеральная изоляция внутри кабеля, формируемая при высоком давлении и температуре, находится в спрессованном состоянии (имеет место даже частичное механическое внедрение изоляции в металлические поверхности оболочки и жил). Поэтому полное удаление изоляции при образовании полости в кабеле для размещения таблетки из ситалла, а также качественная очистка от изоляции жил и внутренней поверхности оболочки кабеля представляют серьезные технологические трудности. Эти трудности возрастают для многожильных кабелей и для кабелей с малым диаметром оболочки.
Технические решения, рассмотренные в качестве прототипов, были реализованы лишь в опытном производстве. Из-за низкой технологичности возможность реализации этих технических решений в условиях серийного производства представляется маловероятной.
Целью изобретения является устранение указанных недостатков прототипов.
1. Устранение первого из указанных выше недостатков прототипов включает несколько пунктов.
1.1. Для достижения сформулированной цели герметичная и термоустойчивая заделка конца кабеля с металлической оболочкой, металлические жилы которого отделены одна от другой и от металлической оболочки минеральной изоляцией, содержащая уплотнительный элемент с отверстиями для пропускания жил, образованный расплавлением при нагревании и последующим затвердеванием при охлаждении ситалла, а также прокладку, расположенную впритык к внутреннему торцу уплотнительного элемента, выполнена таким образом, что на концевую часть оболочки посажена и герметично закреплена на оболочке металлическая втулка, в полости которой размещены уплотнительный элемент и прокладка.
Для изготовления втулки могут применяться различные металлы, в том числе и отличные от металла оболочки кабеля, оптимально совместимые с материалом уплотнительного элемента по комплексу свойств (дилатометрических, адгезионных и др.). Размещение уплотнительного элемента во втулке дает возможность задать по результатам расчета и экспериментов оптимальные размеры втулки (толщину стенки, длину) и произвести качественную подготовку поверхности втулки к спаиванию. В совокупности это позволяет снизить до допустимых значений напряжения в заделке, в первую очередь в уплотнительном элементе, и обеспечить высокую прочность сцепления уплотнительного элемента с внутренней поверхностью втулки, а также герметичность соединения.
1.2. Втулка может быть посажена на оболочку до упора в торец оболочки, при этом внутренний диаметр втулки вблизи торца оболочки должен быть меньше внутреннего диаметра оболочки. Таким образом можно исключить контакт оболочки с уплотнительным элементом в случае их несовместимости. Одновременно такая посадка втулки на оболочку кабеля обеспечивает фиксированное положение втулки в процессе закрепления втулки на оболочке.
1.3. Герметичное закрепление втулки на оболочке может быть выполнено различными способами, например сваркой или пайкой. Выбор того или иного способа зависит от материалов втулки и оболочки и от требований к концевой заделке кабеля.
1.4. Если наружный диаметр втулки на участке размещения в ней уплотнительного элемента существенно превышает наружный диаметр втулки на участке посадки ее на оболочку кабеля, эти диаметры могут быть сопряжены конической поверхностью, наибольший диаметр которой равен диаметру наружной цилиндрической поверхности втулки на участке размещения во втулке уплотнительного элемента. Это улучшает условия герметичного закрепления втулки на оболочке и снижает краевые изгибающие напряжения во втулке на участке посадки втулки на оболочку. Наибольший диаметр конической поверхности может лежать в плоскости упора втулки в торец оболочки кабеля.
Для наиболее эффективного уменьшения краевых изгибающих напряжений длину Lкон указанной конической поверхности вдоль оси втулки принимают согласно условию [18]:
Lкон≥(1.25...2.5)(Rср.t)1/2,
где Rср. и t - средний радиус и толщина втулки на участке контакта втулки с уплотнительным элементом по цилиндрической поверхности.
Во многих случаях достаточно принять Lкон≥1.25(Rcp.t)l/2.
1.5. Внутренний диаметр втулки на участке размещения уплотнительного элемента может быть принят больше минимального внутреннего диаметра втулки вблизи торца оболочки. При этом расположенные снаружи кабеля цилиндрические поверхности втулки с минимальным и максимальным внутренними диаметрами должны быть плавно сопряжены, уплотнительный элемент и прокладка должны быть размещены на участке втулки с максимальным внутренним диаметром, а промежуток между торцом кабеля и прокладкой должен быть заполнен термоустойчивым электроизоляционным материалом.
В этом случае при сохранении жил прямолинейными вследствие увеличения расстояния между жилами и втулкой на участке размещения уплотнительного элемента можно снизить напряжения в уплотнительном элементе, жилах и втулке.
Промежуток между торцом кабеля и прокладкой может быть заполнен материалом, используемым для образования минеральной изоляции кабеля. Заполнение может быть осуществлено прессованием прямо во втулке как в матрице.
1.6. Расстояние между осями жил на участке уплотнительного элемента может быть принято больше, чем в кабеле, при этом оси жил на участке уплотнительного элемента параллельны, а плавный изгиб жил выполняется в промежутке между торцом кабеля и прокладкой (до заполнения промежутка термоустойчивым электроизоляционным материалом).
За счет увеличения расстояния между осями жил можно снизить напряжения в уплотнительном элементе и жилах.
1.7. При расплавлении ситалла имеет место спаивание ситаллового уплотнительного элемента и прокладки из огнеупорного материала. Это вызывает добавочные напряжения в торце уплотнительного элемента при охлаждении. Замена материала прокладки на прокаленную слюду позволяет избежать напряжений в торце уплотнительного элемента вследствие взаимного проскальзывания слоев слюды.
2. Устранение второго из указанных выше недостатков прототипов.
В изобретении металлическими элементами спая являются втулка и жилы. С целью уменьшения краевых напряжений вблизи внешнего торца уплотнительного элемента в наиболее опасных зонах могут быть приняты следующие конструктивные меры:
- в зоне контакта уплотнительного элемента и втулки торцевая поверхность уплотнительного элемента в осевом сечении вблизи поверхности втулки может быть плавно сопряжена с контуром втулки вогнутой кривой;
- в зонах контакта уплотнительного элемента с жилами на внешнем торце уплотнительного элемента вдоль каждой жилы может быть образован выступ из материала уплотнительного элемента, охватывающий жилу.
Выбор форм и размеров сопряжения уплотнительного элемента в осевом сечении вблизи поверхности втулки, а также форм и размеров выступов на уплотнительном элементе, охватывающих жилы, должны производиться путем расчета и специальных экспериментов с учетом реальных технологических возможностей.
Наиболее технологичным представляется
- сопряжение торцевой поверхности уплотнительного элемента в осевом сечении вблизи поверхности втулки с контуром втулки по дуге окружности;
- выполнение на уплотнительном элементе выступа в виде усеченного конуса, диаметры которого уменьшаются в направлении к внешнему концу выступа, причем поверхность выступа плавно сопряжена с торцевой поверхностью уплотнительного элемента, а внешняя кромка скруглена.
В ходе выполнения монтажных работ рассмотренные выше выступы на уплотнительном элементе могут повреждаться. Для исключения этой опасности на втулке со стороны внешнего торца вдоль наружной цилиндрической поверхности может быть выполнен кольцевой выступ из материала втулки, при этом внешний торец кольцевого выступа на втулке должен перекрывать внешние торцы выступов на уплотнительном элементе.
3. Устранение третьего из отмеченных выше недостатков прототипов.
Устранение указанного недостатка прототипов может достигаться несколькими путями:
3.1. Уже рассмотренные выше выступы на уплотнительном элементе, охватывающие жилы, искривляют торцевую поверхность уплотнительного элемента, удлиняя путь пробивного разряда по воздуху вдоль поверхности и соответственно увеличивая пробивное напряжение вблизи внешней поверхности уплотнительного элемента. В случае использования колоколообразных изоляторов, выступы, охватывающие жилы, должны иметь форму и размеры, позволяющие выступам размещаться внутри колоколообразных изоляторов.
3.2. Основным и весьма существенным путем увеличения пробивного напряжения вблизи внешней поверхности уплотнительного элемента может быть нанесение на поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, или на указанные поверхности и на участки жил, примыкающие к уплотнительному элементу, неорганического электроизоляционного покрытия, образованного расплавлением при нагревании и затвердеванием при последующем охлаждении (например, ситаллового или стеклоэмалевого покрытия). Покрытие практически исключает пробой между втулкой и жилой.
Для обеспечения механической и электрической прочности нанесенного неорганического покрытия толщина покрытия должна рассчитываться и подбираться экспериментально с учетом форм и размеров покрываемых поверхностей, а также физических характеристик покрываемых материалов и самого покрытия. Для обеспечения механической прочности покрытия необходимо также плавно сопрягать линии, ограничивающие контур втулки в осевом сечении с ее внешней стороны.
Наилучшим сцеплением с уплотнительным элементом обладает неорганическое покрытие, выполненное из того же материала, что и сам уплотнительный элемент, хотя, прежде всего, по технологическим соображениям, для изготовления неорганического расплавляющегося покрытия могут использоваться и материалы, отличающиеся от материала уплотнительного элемента. Однако и в случае использования указанного покрытия опасность пробоя между жилами снаружи кабеля принципиально сохраняется. Для уменьшения этой опасности могут использоваться колоколообразные изоляторы.
3.3. Для увеличения электрического сопротивления торцевой части кабельной заделки во влажном воздухе на поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, может быть нанесено гидрофобное термостойкое покрытие (например, органосиликатное). Гидрофобное термостойкое покрытие может наноситься как поверх неорганического покрытия, так и независимо от применения последнего покрытия. Для обеспечения механической прочности гидрофобного термостойкого покрытия необходимо, чтобы покрываемые поверхности были плавно сопряжены.
4. Устранение четвертого из отмеченных выше недостатков прототипов.
Устранение указанного недостатка достигается тем, что уплотнительный элемент размещается не в оболочке кабеля, а во втулке, герметично закрепляемой на оболочке. При этом отпадает необходимость весьма трудоемкой очистки от минеральной изоляции внутренней поверхности оболочки кабеля и жил внутри полости, создаваемой в кабеле, остается лишь необходимость очистки от изоляции жил вне кабеля. Эта операция является значительно менее трудоемкой и, что особенно существенно, значительно надежнее может быть обеспечено качество очистки от изоляции.
Таким образом, повышение технологичности очистки от изоляции сопровождается повышением качества процесса и, в конечном счете, повышением надежности концевых заделок. В результате создается возможность реализации концевых заделок с использованием уплотнительного элемента, выполняемого из ситалла, и в условиях серийного производства.
Сущность изобретения поясняется на фиг. 5-15.
На фиг.5 представлен простейший вид концевой заделки кабеля, выполненной согласно изобретению.
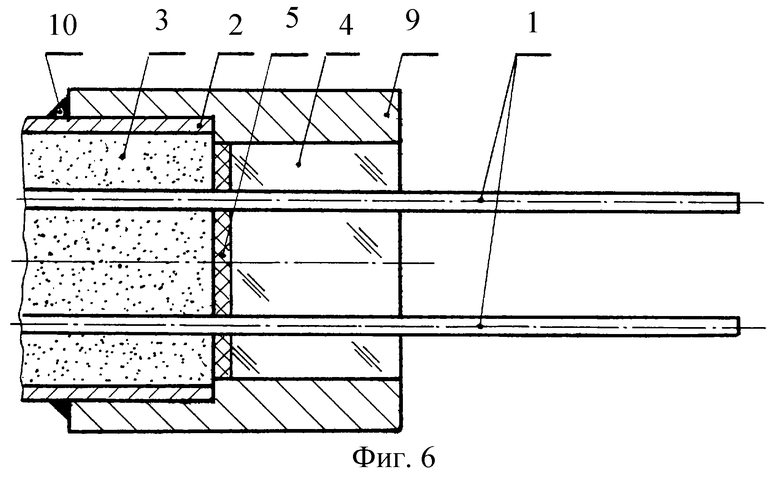
На фиг. 6 представлен вид концевой заделки кабеля, выполненной согласно изобретению, в том частном случае, когда втулка посажена на оболочку до упора в торец оболочки, причем внутренний диаметр втулки вблизи торца оболочки меньше внутреннего диаметра оболочки и сохраняет свою величину и на участке размещения уплотнительного элемента.
На фиг. 7 представлен вид концевой заделки кабеля, выполненной согласно изобретению, в том частном случае, когда у втулки диаметр наружной цилиндрической поверхности на участке размещения уплотнительного элемента существенно превышает диаметр наружной цилиндрической поверхности втулки на участке посадки втулки на оболочку, причем указанные цилиндрические поверхности втулки сопряжены конической поверхностью. В частном случае, представленном на фиг.7, наибольший диаметр конической поверхности равен диаметру наружной цилиндрической поверхности втулки на участке размещения во втулке уплотнительного элемента и лежит в плоскости упора втулки в торец оболочки. Длина Lкон конической поверхности вдоль оси втулки удовлетворяет условию Lкон≥1.25(Rcp.t)1/2, где Rср. и t - средний радиус и толщина втулки на участке контакта втулки с уплотнительным элементом по цилиндрической поверхности.
Внутренний диаметр втулки вблизи торца оболочки сохраняет свою величину и на участке размещения уплотнительного элемента.
В зоне контакта уплотнительного элемента и втулки торцевая поверхность уплотнительного элемента в осевом сечении вблизи поверхности втулки плавно сопряжена с контуром втулки вогнутой кривой; в частном случае, представленном на фиг. 7, торцевая поверхность уплотнительного элемента в осевом сечении вблизи поверхности втулки сопряжена с контуром втулки по дуге окружности.
На фиг. 8 представлен вид концевой заделки кабеля, выполненный согласно изобретению, в том частном случае, когда внутренний диаметр втулки на участке размещения уплотнительного элемента больше минимального внутреннего диаметра втулки вблизи торца оболочки. Расположенные снаружи кабеля цилиндрические поверхности втулки с минимальным и максимальным внутренними диаметрами плавно сопряжены, уплотнительный элемент и прокладка размещены на участке втулки с максимальным внутренним диаметром, а промежуток между торцом кабеля и прокладкой заполнен термоустойчивым электроизоляционным материалом, например, материалом, используемым для образования минеральной изоляции кабеля.
На фиг. 9 представлен вид концевой заделки кабеля, выполненной согласно изобретению и являющейся развитием конструкции заделки, показанной на фиг.8. В частности, расстояние между осями жил на участке уплотнительного элемента приняты больше, чем в кабеле. При этом оси жил на участке размещения уплотнительного элемента параллельны, а плавный изгиб жил выполнен в промежутке между торцом кабеля и прокладкой.
На фиг.10 представлен вид концевой заделки кабеля, выполненной согласно изобретению и являющейся развитием конструкции заделки, показанной на фиг.7. В частности, в зонах контакта уплотнительного элемента с жилами на внешнем торце уплотнительного элемента вдоль каждой жилы образован выступ из материала уплотнительного элемента, охватывающий жилу, а на втулке со стороны внешнего торца вдоль наружной цилиндрической поверхности выполнен кольцевой выступ из материала втулки, при этом внешний торец кольцевого выступа на втулке перекрывает внешние торцы выступов на уплотнительном элементе, причем линии, ограничивающие контур втулки в осевом сечении с ее внешней стороны, плавно сопряжены.
В частном случае, показанном на фиг.10, выступ на уплотнительном элементе выполнен в виде усеченного конуса, диаметры которого уменьшаются к внешнему концу выступа, причем поверхность выступа плавно сопряжена с торцевой поверхностью уплотнительного элемента, а внешняя кромка скруглена.
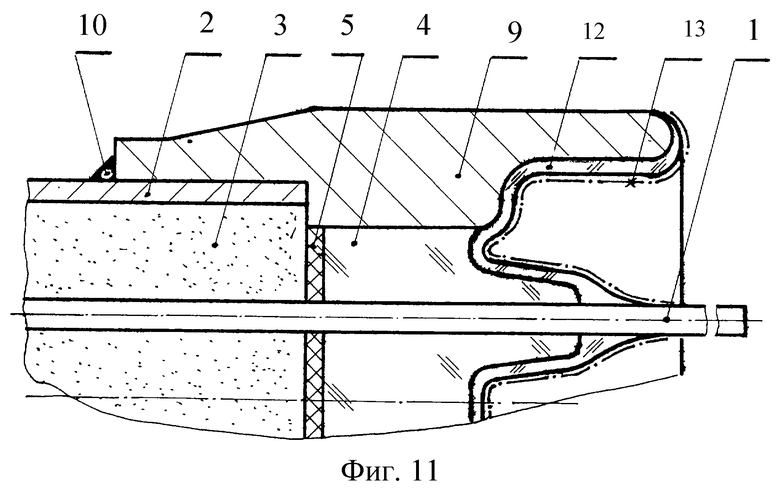
На фиг.11 представлен вид концевой заделки кабеля, выполненной согласно изобретению и являющейся развитием конструкции заделки, показанной на фиг. 10. На поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, или на указанные поверхности и на участки жил, прилегающие к уплотнительному элементу, нанесено неорганическое электроизоляционное покрытие, образованное расплавлением при нагревании и затвердеванием при последующем охлаждении.
В частном случае, показанном на фиг.11, неорганическое расплавляемое покрытие наносится и на участки жил, примыкающие к уплотнительному элементу. Кроме того, как это обычно имеет место на практике, толщина неорганического покрытия постепенно уменьшается до нуля при выходе на наружную цилиндрическую поверхность втулки и на участках жил, примыкающих к уплотнительному элементу (по мере удаления от края уплотнительного элемента).
На фиг.11 условно показано также гидрофобное покрытие, которое может наноситься на поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, или на указанные поверхности и на участки жил, примыкающие к уплотнительному элементу. В частном случае, показанном на фиг. 11, гидрофобное термостойкое покрытие нанесено поверх неорганического покрытия, а также на участки жил, примыкающие к уплотнительному элементу и не имеющие неорганического покрытия.
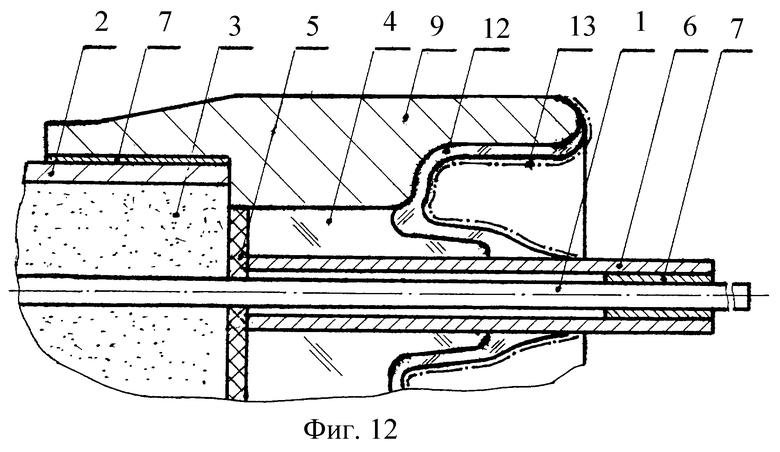
На фиг.12 представлен вид концевой заделки кабеля, выполненной согласно изобретению, в том частном случае, когда одновременно с изобретением используется предложение, сделанное в прототипе [13]. Монтаж на жилы металлических трубок, герметично закрепляемых с помощью твердого припоя, может облегчить выбор материалов уплотнительного элемента и неорганического расплавляемого покрытия (особенно в случае изготовления втулки и трубок из одного и того же материала, совместимого с материалом уплотнительного элемента, например, из стали 12Х18Н9Т.
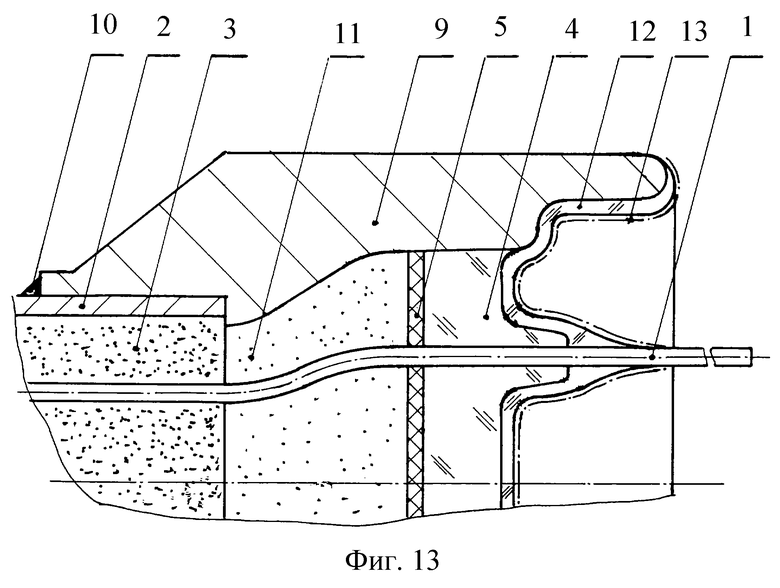
На фиг. 13 представлен наиболее общий вид концевой заделки, выполненной согласно изобретению.
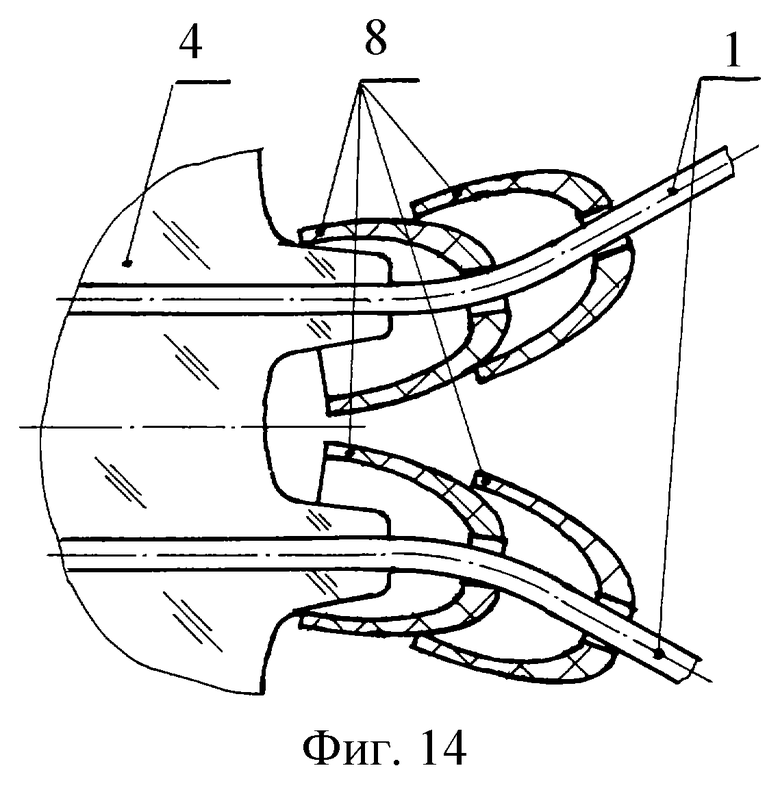
На фиг. 14 и 15 иллюстрируется возможность исключить опасность пробоя, рассмотренного на фиг. 3 и 4, за счет того, что на внешнем торце уплотнительного элемента вдоль каждый жилы образован выступ из материала уплотнительного элемента, охватывающий жилу, причем выступы имеют формы и размеры, позволяющие им размещаться внутри колоколообразных изоляторов.
На фиг.3, 4, 14 и 15 положения колоколообразных изоляторов показаны условно. Фактическое положение каждого изолятора определяется действием на изолятор силы монтажного сжатия вдоль оси, обеспечивающей упор изоляторов в торец уплотнительного элемента и друг в друга.
Цифрами на фиг. 5-12 обозначены: 9 - втулка, 10 - сварочный шов, 11 - термоустойчивый электроизоляционный материал, заполняющий промежуток между торцом кабеля и прокладкой, например, материал, используемый для образования минеральной изоляции кабеля, 12 - неорганическое расплавляемое покрытие (покрытие из неорганического материала, расплавляющееся при нагревании и затвердевающее при последующем охлаждении), 13 - гидрофобное термостойкое покрытие.
Остальные обозначения - те же, что на фиг.1 -4.
Буквенные обозначения величин на фиг.7: D1 - наибольший диаметр наружной цилиндрической поверхности втулки на участке размещения во втулке уплотнительного элемента, D2 - наибольший диаметр наружной цилиндрической поверхности втулки на участке посадки втулки на оболочку кабеля, l1 - длина участка втулки, на котором во втулке размещается уплотнительный элемент, L2 - длина участка посадки втулки на оболочку кабеля. Обозначения Lкон., Rср. и t на фиг.7 уже расшифровывались в тексте.
Реализация изобретения при создании кабелей с металлическими оболочками позволит использовать преимущества, обусловленные тем, что для герметизации концов кабелей используются ситаллы, т.е. реализовать отмечавшиеся выше достоинства прототипов:
- резко повысить герметичность концевых заделок, в том числе и при воздействии газа под давлением;
- существенно повысить максимально допустимые рабочие температуры кабелей как конструктивных узлов;
- повысить электрическое сопротивление между жилой кабеля и остальными жилами, соединенными между собой и с оболочкой, в том числе при повышенных температурах;
- повысить пробивное напряжение концевых заделок кабеля, в том числе и при повышенных температурах.
Одновременно реализация предлагаемого изобретения позволит устранить отмеченные выше недостатки прототипов.
1. Уже в результате полученной возможности подбора наиболее рационального металла для втулки и принятия наиболее рациональной толщины втулки на участке размещения во втулке уплотнительного элемента создаются условия для минимизации напряжений в элементах спая концевой заделки кабеля, исключающие текучесть в металлических элементах спая и хрупкое разрушение уплотнительного элемента, т.е. создаются условия для надежного обеспечения механической и электрической прочности, а также герметичности концевых заделок кабелей.
Дополнительными путями исключения текучести металлических элементов спая и хрупкого разрушения уплотнительного элемента при реализации изобретения являются:
- облегчение подбора материала уплотнительного элемента вследствие исключения контакта уплотнительного элемента с оболочкой кабеля (за счет посадки втулки до упора в торец оболочки и принятия внутреннего диаметра втулки вблизи торца оболочки меньше внутреннего диаметра оболочки кабеля);
- увеличение расстояния между внутренней цилиндрической поверхностью втулки и жилами на участке размещения уплотнительного элемента (за счет принятия внутреннего диаметра втулки на участке размещения уплотнительного элемента больше минимального диаметра втулки вблизи торца оболочки);
- увеличение расстояния между жилами на участке размещения уплотнительного элемента по сравнению с расстоянием между жилами в кабеле,
- уменьшение краевых изгибающих напряжений, действующих во втулке на участке посадки втулки на оболочку кабеля (за счет сопряжения наружных цилиндрических поверхностей втулки на участках размещения во втулке уплотнительного элемента и посадки втулки на оболочку конической поверхностью, наибольший диаметр которой совпадает с диаметром наружной цилиндрической поверхности втулки на участке размещения во втулке уплотнительного элемента и лежит в плоскости упора втулки в торец оболочки, причем длина конической поверхности вдоль оси втулки принимается в рациональных пределах).
2. За счет специальных конструктивных мер создаются условия для уменьшения краевых напряжений в уплотнительном элементе в зонах контакта уплотнительного элемента с металлическими элементами спая, в частности:
- в зоне контакта уплотнительного элемента и втулки - торцевая поверхность уплотнительного элемента в осевом сечении вблизи поверхности втулки может быть плавно сопряжена с контуром втулки вогнутой кривой;
- в зонах контакта уплотнительного элемента с жилами - на внешнем торце уплотнительного элемента вдоль каждой жилы может быть образован выступ из материала уплотнительного элемента, охватывающий жилу, например, выступ на уплотнительном элементе может быть выполнен в виде усеченного конуса, диаметры которого уменьшаются в направлении к внешнему концу выступа, причем поверхность выступа плавно сопряжена с торцевой поверхностью уплотнительного элемента, а внешняя кромка скруглена.
Эффективность указанных мер для уменьшения рассматриваемых краевых напряжений в уплотнительном элементе будет зависеть от конкретных форм и размеров элементов внешнего торца, определяемых расчетом и экспериментально.
Для защиты от повреждений выступов на уплотнительном элементе, охватывающих жилы, втулка со стороны внешнего торца вдоль наружной цилиндрической поверхности может быть снабжена кольцевым выступом из материала втулки, внешний торец которого должен перекрывать внешние торцы выступов на уплотнительном элементе.
3. За счет специальных конструктивных мер создаются условия для обеспечения повышенных значений пробивного напряжения в воздухе снаружи кабеля. Уже рассмотренные выше выступы на уплотнительном элементе, охватывающие жилы, удлиняют путь пробойного разряда вблизи поверхности и соответственно увеличивают пробивное напряжение. Однако основным путем увеличения пробивного напряжения вблизи внешней поверхности уплотнительного элемента может быть нанесение на поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, или на указанные поверхности и на участки жил, примыкающие к уплотнительному элементу, неорганического электроизоляционного покрытия, образованного расплавлением при нагревании и затвердеванием при последующем охлаждении, например, ситаллового или стеклоэмалевого.
Для обеспечения механической и электрической прочности нанесенного неорганического покрытия необходимо плавно сопрягать линии, ограничивающие контур втулки в осевом сечении со стороны внешнего торца, а толщину покрытия определять расчетом и экспериментально.
Кроме того, для увеличения электрического сопротивления торцевой части кабельной заделки во влажном воздухе на поверхности уплотнительного элемента и втулки, расположенные со стороны внешнего торца, может быть нанесено гидрофобное термостойкое покрытие (например, органосиликатное). Гидрофобное термостойкое покрытие может наноситься как поверх неорганического покрытия, так и независимо от применения последнего покрытия. Для обеспечения механической прочности гидрофобного покрытия необходимо, чтобы покрываемые поверхности были плавно сопряжены.
4. За счет принятых конструктивных мер, в частности, за счет размещения уплотнительного элемента во втулке, герметично закрепляемой на оболочке кабеля, существенно повышаются технологичность подготовки концевой заделки к спаиванию с уплотнительным элементом и технологичность образования концевой заделки кабеля в целом.
Одновременно существенно повышается качество и надежность заделки.
После соответствующей подготовки реализация концевых заделок, выполненных согласно изобретению, станет возможной и в условиях серийного производства.
Реализация изобретения, позволяя создавать высоконадежные и технологичные концевые заделки, не просто повысит технические характеристики жаростойких кабелей как поставляемых в бухтах, так и в виде отдельных конструктивных узлов, но и выведет эти характеристики на качественно новый уровень. Опыт, накопленный в течение 30 лет работы по созданию токогермовводов с ситалловым электроизолирующим и герметизирующим слоем, позволяет считать, что концевая заделка кабеля с металлической оболочкой, выполненная согласно изобретению, сможет надежно сохранять
- герметичность при продольном
- гидравлическом давлении до 100 МПа (вместо 10 МПа);
- газовом давлении до 15 МПа;
- работоспособность по крайней мере до 500oС (вместо 250oС).
Одновременно существенно возрастут также электрическое сопротивление и пробивное напряжение заделки.
Это в свою очередь позволит существенно повысить надежность жаростойких кабелей.
Использованные источники
1. Н. И. Белоруссов, А.Е. Саакян, А.И. Яковлева. "Электрические кабели, провода и шнуры". Под ред. Н.И. Белоруссова. 5-е издание, переработанное и дополненное. М.: Энергоатомиздат. 1988 г.
2. "Кабели с минеральной жаростойкой изоляцией в медной оболочке", технические условия ТУ 16-505.870-75 с изм. 1, 2, 3 и 4.
3. "Кабели нагревостойкие с минеральной изоляцией в стальных оболочках", технические условия ТУ 16-505, 564-75.
4. "Кабели термопарные с минеральной изоляцией", технические условия ТУ16-505. 757-75.
5. "Порошок магнезитовый изоляционный", технические условия ТУ 6-18-22-88-86, выпущенные Министерством химической промышленности СССР.
6. "Справочник по электротехническим материалам" в трех томах. Под ред. Ю.В. Корицкого, В.В. Пасынкова, Б.М. Тареева. Третье переработанное издание. Том 3. Л.: Энергоатомиздат, Ленинградское отделение, 1988 г.
7. "Авиационные материалы". Справочник в 9 томах. Том 9. Издание Всесоюзного института авиационных материалов. М.: ОНТИ, 1973 г.
8. М. Ю. Кацнельсон, Г.А. Балаев. "Пластические массы". Справочник. Л.: Химия, 1978 г.
9. Отраслевой стандарт Мин-ва судостроительной промышленности ОСТ 92-1006-77.
10. Отраслевой ограничительный перечень Мин-ва судостроительной промышленности ООП.9131-81.
11. "Справочник по электротехническим материалам" в трех томах. Под ред. Ю.В. Корицкого, В.В. Пасынкова, Б.М. Тареева. Третье переработанное издание. Том 1. Л.: Энергоатомиздат, Ленинградское отделение, 1986 г.
12. "Справочник по электротехническим материалам" в трех томах. Под ред. Ю.В. Корицкого, В.В. Пасынкова, Б.М. Тареева. Третье переработанное издание. Том 2. Л.: Энергоатомиздат, Ленинградское отделение, 1987 г.
13. Авторское свидетельство на изобретение, выполненное в СССР, 1820971.
14. Авторское свидетельство на изобретение, выполненное в СССР, 2030050.
15. Статья "Ситалловые спаи" в сб. "Высокотемпературная защита материалов". Труды 9-го Всесоюзного совещания по жаростойким покрытиям. Запорожье. 11-13 сентября 1979 г. Л.: Наука, Ленинградское отделение. 1981 г.
16. "Политехнический словарь". Гл.ред. А.Ю. Ишлинский. Изд.третье. М.: Советская энциклопедия. 1989 г.
17. Х.Кухлинг "Справочник по физике". Пер. с немецкого под ред. Е.М. Лейкина. Изд. второе. М.: Мир, 1985 г.
18. "Прочность. Устойчивость. Колебания". Справочник в трех томах. Под общ. ред. И.А. Биргера и Я.Г. Пановко. Том 1. М.: Машиностроение, 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ТЕРМОПАРНЫХ КАБЕЛЕЙ ГЕРМОВВОДОВ | 1990 |
|
RU2030050C1 |
| Устройство для герметичной заделки конца кабеля, устойчивое к действию давления и температуры | 2022 |
|
RU2792416C1 |
| Способ заделки концов кабелей гермовводов | 1990 |
|
SU1820971A3 |
| Коробка выводов | 1977 |
|
SU690582A1 |
| Узел концевой заделки двухжильного коаксиального кабеля | 1971 |
|
SU546978A1 |
| Кабельная заделка | 1989 |
|
SU1809485A1 |
| УНИВЕРСАЛЬНАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ МУФТА ДЛЯ ТЕЛЕФОННЫХ КАБЕЛЕЙ СВЯЗИ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ ЖИЛ | 2005 |
|
RU2284080C1 |
| Разветвительная муфта из термоусаживаемого материала лдя кабельной заделки | 1982 |
|
SU1046824A1 |
| ЭЛЕКТРИЧЕСКАЯ СИСТЕМА УСТЬЯ СКВАЖИНЫ | 2003 |
|
RU2280763C2 |
| МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2319268C2 |
Изобретение относится к электротехнике, в частности к созданию концевых заделок кабелей с металлической оболочкой. Предлагается герметичная и термоустойчивая заделка конца кабеля с металлической оболочкой, металлические жилы которого отделены одна от другой и от оболочки минеральной изоляцией, содержащая уплотнительный элемент с отверстиями для пропускания жил, образованный расплавлением при нагревании и последующим затвердеванием при охлаждении ситалла, а также прокладку, размещенную впритык к внутреннему торцу уплотнительного элемента. На концевую часть оболочки посажена и герметично закреплена на оболочке металлическая втулка, в полости которой размещены уплотнительный элемент и прокладка. Реализация изобретения позволит создавать концевые заделки жаростойких кабелей, способные сохранять герметичность при продольном гидравлическом давлении до 100 МПа и газовом давлении до 15 МПа, работоспособность до 500-600oС. Одновременно существенно возрастают также электрическое сопротивление и пробивное напряжение заделки. 16 з.п. ф-лы, 3 табл., 15 ил.
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ТЕРМОПАРНЫХ КАБЕЛЕЙ ГЕРМОВВОДОВ | 1990 |
|
RU2030050C1 |
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| ШАХТНЫЙ ПРОФИЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ КРЕПИ ГОРНЫХ ВЫРАБОТОК | 2000 |
|
RU2191902C2 |
| Транспортное устройство автоматической линии | 1985 |
|
SU1351749A1 |
| Снаряд для резки труб | 2000 |
|
RU2225496C2 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 2002 |
|
RU2227617C1 |
