1
Изобретение относится к области сварки, : а именно к устройствам для сварки тавровых соединений листовых заготовок, одна из которых расположена вертикально.
Известно устройство для многоэлектрод- . ной сварки, содержащее несколько электро:дов, подключенных к трехфазному трансфер- i матору.
С целью повышения качества сварного соединения за счет снижения электромагнит кого воздействия дуг друг на друга при исполь; зовании четырех электродов и при расположе- ;нии электродов каждой пары симметрично ос /вертикальной заготовки в предлагаемом ус- :Тройстве обе обмотки одной фазы разделены на две половины, причем каждая половина вторичной обмотки подключена к соответствующему переднему по ходу сварки электроду, ,а два других электрода - к обмоткам двух других фаз, при этом первичные обмотки со- единены по схеме треугольник, а вторичные ;обмотки - ПО схеме звезда с нейтральным ; проводом, соединенным с изделием. При использовании шести электродов каждая обмот 1ка двух других фаз разделена на две половины и каждая пара электродов подключена к соответствуюшим половинам вторичных обмоток отдельных фаз, причем половины перьвичных обмоток каждой фазы соединены последовательно мегкду собой и включены по j схеме треугольник, а половины вторичных обмоток фаз образуют: две звезды с нейтральным проводом, соединенным с издели- ем.
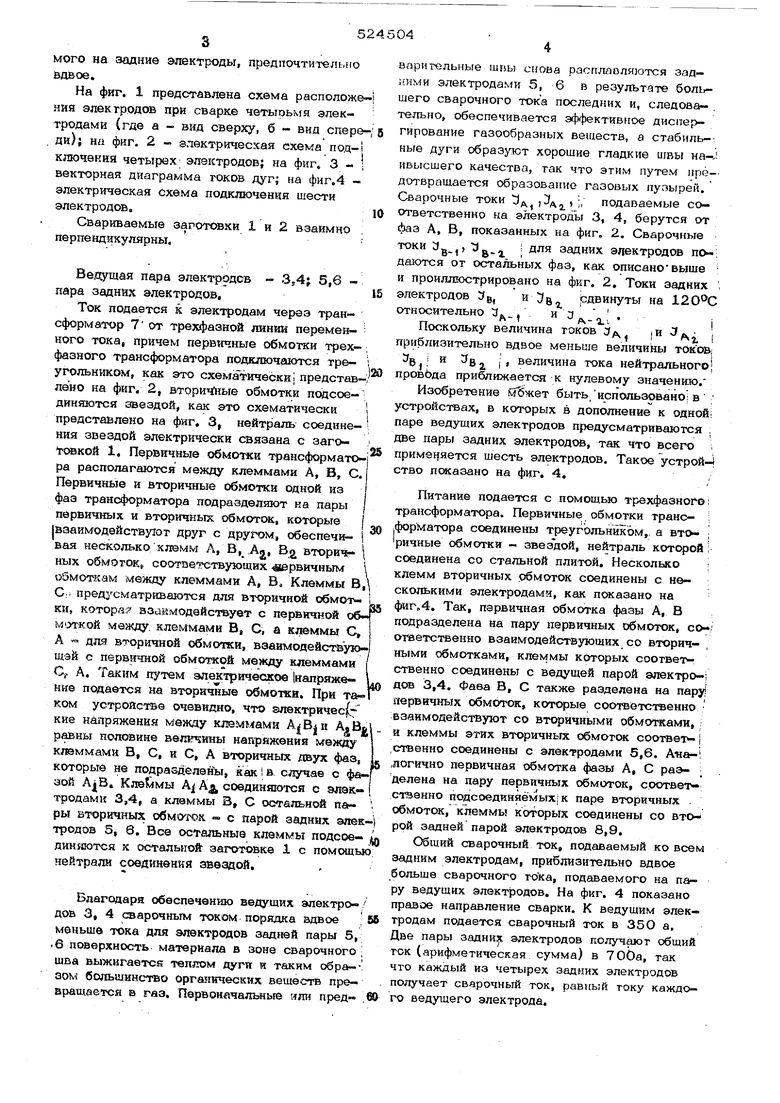
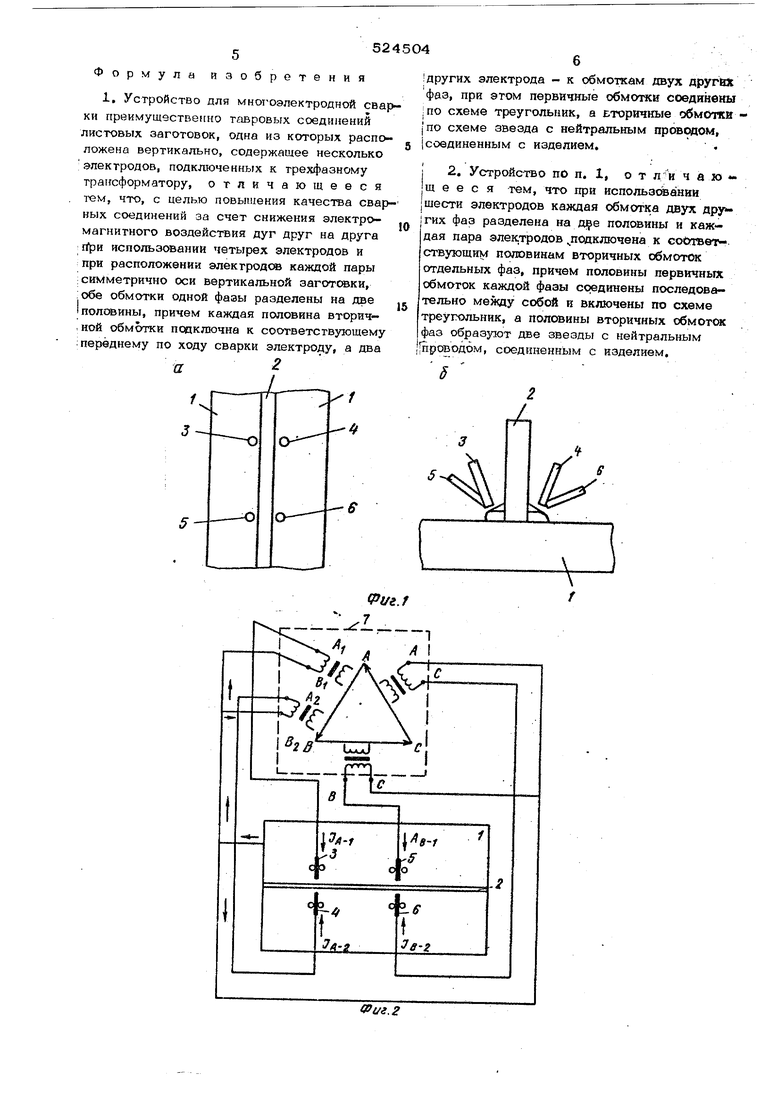
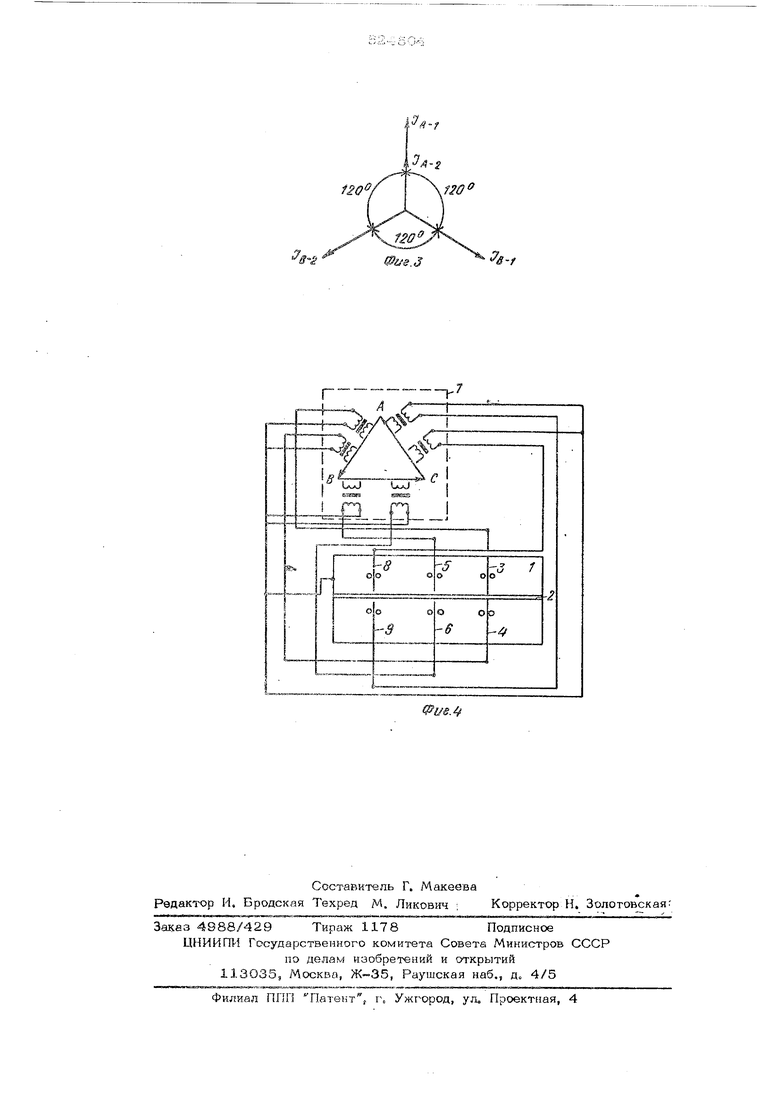
Согласно изобретению осуществляют сварку одновременно двух угловых швов таврсж ых соединений листовых заготовок, одна из которых расположена вертикально несколькими парами электродов, причем электроды каждой пары располагают симметрично оси вертикальной заготовки. Первая пара электродов по ходу сварки является ведущей Сварочный ток, подаваемый к электродам, берется от : трехфазного трансформатора таким образом, что сводится к минимуму общий ток в нейтральном проводе нескольких электродов. : Предлагаемое устройство обеспечивает ;для пары ведущих электродов сварочный ток, i который значительно меньше тока, подаваемого на задние электроды, предпочтительно вдвое. На фиг. 1 представлена схема расположе-i ния электродов при сварке четырьмя электрода В (где а - вид сверху, б - вид спере-/ ди); на фиг. 2 - электричесхая схема под-i ключекия четырех электродов; на фиг, 3 векторная диаграмма гоков дуг; на фиг,4 электрическая схема подключения шести электродов. Свариваемые запотгаэки 1 и 2 взаимно , перпендикулярны, Ведущая пара электродов - 5,6 пара задних электродов. Ток подается к электродам через тран сформатор 7 от трехфазной линии переменного тока, причем первичные обмотки трехфазного трансформатора подключаются треугольником, как это cxeMJaTH4ecKH I представ-, лено на фиг. 2, вторичйгые обмотки подсоединяются звездой, как это схематически 1 представлено на фиг, 3, нейтраль соединения звездой электрически связана с заготовкой 1, Первичные обмотки трансформатора располагаются между клеммами А, В, С. Первичные и вторичные обмотки одной из фаз трансформатора подразделяют на пары первичных и вторичных обмотсяс, которые 1взаимодейству1от друг с другом, обеспечивая несколько клемм А, В, Ал, 82 вторячн ных обмоток соответствующих «ервичным у5могкаы между клеммами А, В. Клеммы В, С пред.-сматрнваются для вторичной сбмот ки, котора взаимодействует с первичной обм yfкo& между, клеммами В, С, а клеммы С, Л « для вторичной обмотки, вэаамодействующэй с первичной обмоттсой между клеммами Cf А. Таким путем электрическое |напряже« ние подается на вторичные обмотки. При таком устройстве очевидно, что алектричес| г кие напряжения между клеммами АаВь равны половине вел1гчииы напряжения между клеммами В, С, и С, А вторичных двух фаз, которые не подразделены, как I в случав с фазой А|В, Клеимы А Ад соединяотся с электродам к 3,4, а клеммы В, С остальной пары вторичных обмоток « с парой задних элек тродов 5, 6, Все остальные клеммы подсое- диншотся к остальной: загот)эвке 1 с помощь нейтрали соединения звеадой. Благодаря обеспечению ведущих электродов 3, 4 сварочным током порядка вдвое меньше тока для электродов задней пары 5, 6 поверхность материала в зоне сварочного шва выжигается теплом дуги и таким обраэом большинство органических веществ превращается в газ. Первоначальные или пред- €0 1 1 лрнтельные шпы снова расплавляются Згэд- ими электродами 5, 6 в результате боль.его сварочного тока последних и, следоваельно, обеспечивается эффективное диспергирование газообразных веществ, а стабиль-ные дуги o6pa3jTOT хорошие гладкие швы на-, ИБысшего качества, так что этим путем предотвращается образование газовых пузырей. Сварочные токи tJ A2.ii подаваемые соответственно на электродь 3, 4, берутся от фаз А. В, показанных на фиг, 2. Сварочные токи Э,,. Эв - I для задних электродов по-; О Iо « даются от остальных фаз, как описановыше ; и проиллюстрировано на фкг. 2. Токи задних , электродов Эр, Во Ьдвикуты на 120С относительно 3, .. ,, Поскольку величина токов df/x приблизительно вдвое меньше величины TOiToBj j и Bjj j, величина тока нейтрального; провЬда приближается к кулевому значению. Изобретение быть использовано; в устройствах, в которых в дополнение к одной; паре ведущих электродов предусматриваются . две пары задних электродов, так что всего , применяется шесть электродов. Такое устрой ство показано на фиг, 4. Питание подается с помощью трехфазного: трансформатора. Первичные обмотки транс- ; форматора соединены треугольнЙ1к6м, а вто- j ричные обмотки - звездой, нейтраль которой ; соединена со стальной плитой. Несколько ; клемм вторичных обмоток соединены с несколькими электродами, как показано на фиг,4. Так, первичная обмотка фазы А, В подразделена на пару первичных обмоток, соответственно взаимодействующих со вторич- , ными обмотками, кпецмы которых соответственно соединены с ведущей парой электро-i дов 3,4. Фава В, С также разделена на пару яервичных обмоток, которые соотеетственно взаимодействуют со вторичными обмотками, и клеммы этих вторичных обмоток соответ j ственно соединены с электродами 5,6. Ana-i логично первичная обмотка фазы А, С разделена на дару первичных обмоток, соответственно подсоединяемых к паре вторичных . обмоток, клеммы которых соединены со второй задней парой электродов 8,9. Общий сварочный ток, подаваемый ко всем задним электродам, приблизительно вдвое больше сварочного тока, подаваемого на пору ведущих электродов. На фиг. 4 показано правое направление сварки. К ведущим электродам подается сварочный ток в 350 а. Две пары задних электродов получают общий ток (арифметическая сумма) в 700а, так что каждый из четырех задних электродов получает сварочный ток, равиь й току каждого ведущего электрода. Формула йзобрете 1, Устройство для мнотоэлектродной сва ки преимущественно тавровых соединений листовых заготовок, одна из которых распо ложена вертикально, содержащее несколько электродов, подключенных к трехфазному трансформатору, отличающееся тем, что, с целью повышения качества свар ных соединений за счет снижения электромагнитного воздействия дуг друг на друга фи использовании четырех электродов и при расположении электроде® каждой пары : симметрично оси вертикальной заготовки, обе обмотки одной фазы разделены на две полсеины, причем каждая половина вторич, ной обмотки псцключна к соответствующему переднему по ходу сварки электроду, а два
1 « других электрода - к обмоткам двух других фаз, при этом первичные обмотки соединены ;по схеме треугольник, а Бторнчные обмОтки по схеме звезда с нейтральным проводом, {соединенным с изделием, j 2. Устройство по п. 1, от ли ч а ю щ е е с я тем, что при кспользсванни {шести электродов каждая обмотка двух других фаз разделена на половины и каждая пара элек.тродов подключена к соОтевтствуюшим половинам вторичных обмоток отдельных фаз, причем половины первичных обмоток каждой фазы соединены последовательно между собой и включены по схеме треугольник, а половины вторичных обмоток фаз образуют две звезды с нейтральным проводом, соединенным с изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной сварки | 1970 |
|
SU1077558A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2006087C1 |
| Трехфазный выпрямитель для машин контактной сварки | 1974 |
|
SU505539A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| Источник питания сварочной дуги | 1989 |
|
SU1690985A1 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1966 |
|
SU223229A1 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР С ДВУМЯ ТРЕХФАЗНЫМИ ОБМОТКАМИ НА СТАТОРЕ И КОНДЕНСАТОРНО-ДРОССЕЛЬНЫМ КОМПАУНДИРОВАНИЕМ | 2013 |
|
RU2561497C2 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1993 |
|
RU2049616C1 |
| Устройство для питания дуги постоянным током | 1982 |
|
SU1031663A1 |
f
и.г
