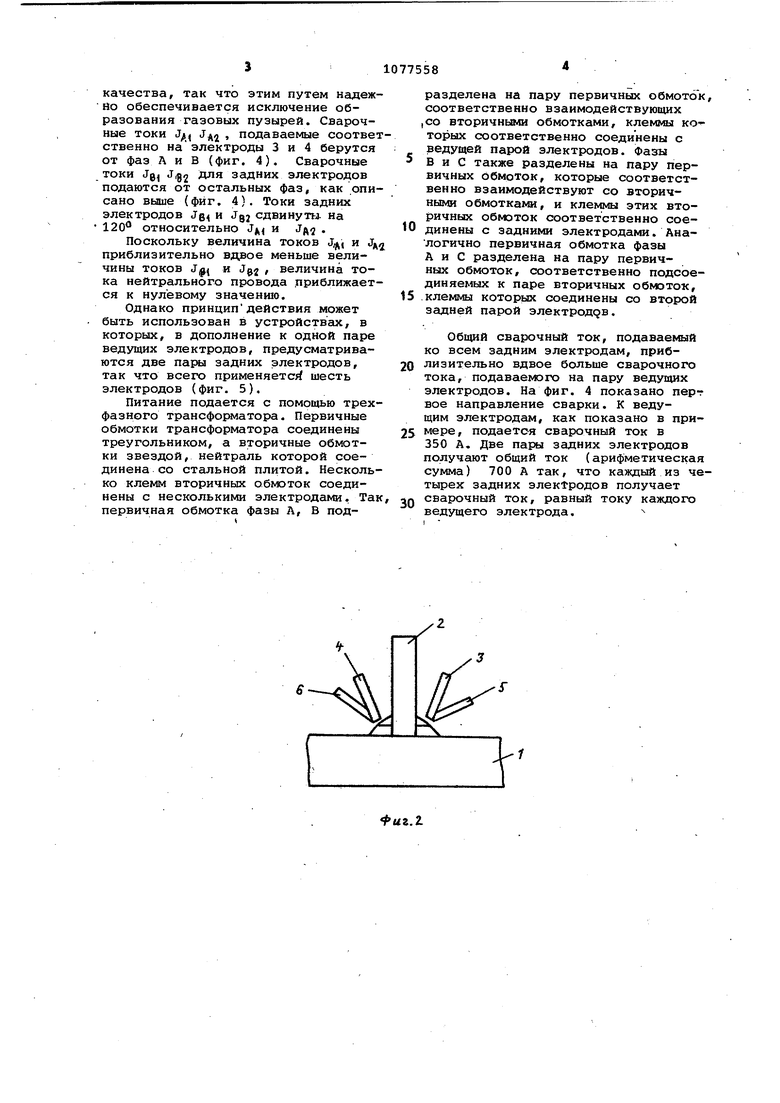
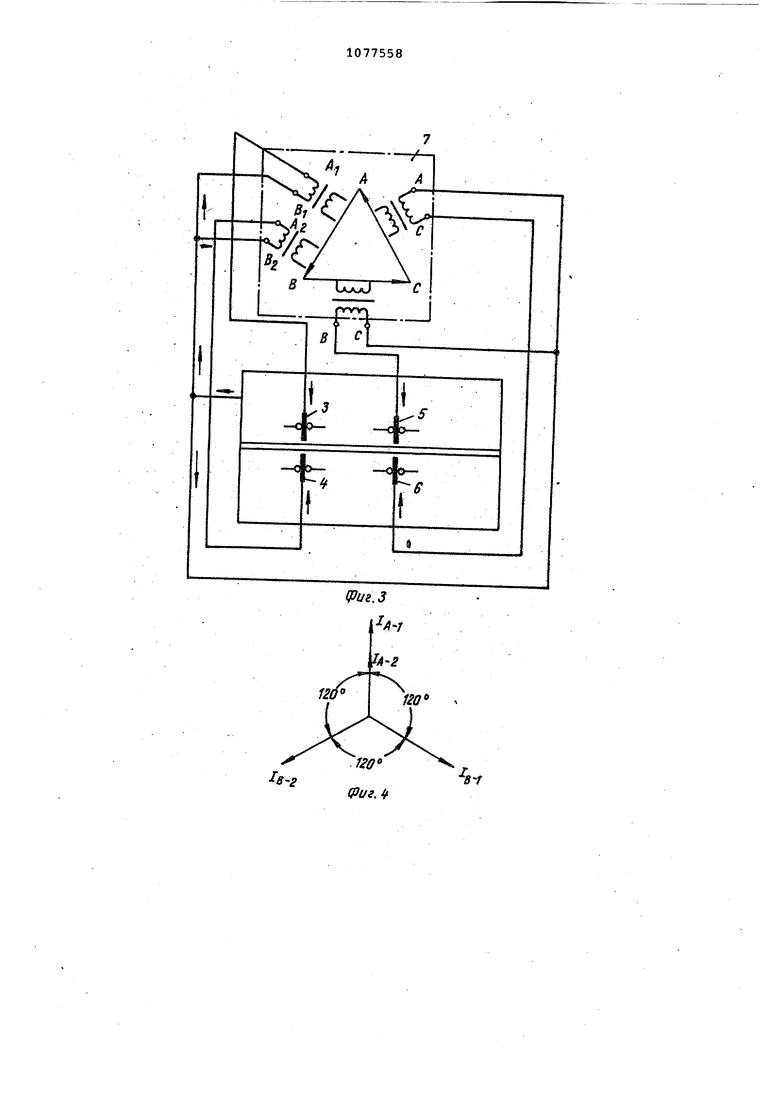
и.г.1 Изобретение относится к сварке, конкретнее к устройствам для сварки тавровых соединений листовых заготовок, одна из которых располо жена вертикально. Известно устройство для многоэлектродно сварки, содержащее несколько электродов, подключенных к трехфазному трансформатору. Устрой ство позволяет повысить качество сварного соединения за счет снижения электромагнитного воздействия дуг друг на друга благодаря тому, что, если использовать четыре элек рода, обе обмотки одной фазы разделены на две половины, причем каж дая половина вторичной обмотки под ключена к соответствующему передне му по ходу сварки электроду, а два других электрода подключены к обмоткам двух других фаз, при этом первичные обмотки соединены по схеме треугольник, а вторичные обмотки - по схеме звезда с нейтральным проводом, соединенным с изделием. При использовании шести электродов, благодаря тому, что каждая обмотка двух других фаз разделена на две половины, каждая пара электродов подключена к соответствующим половинам вторичных обмоток отдельных фаз, причем половины первичных обмоток каждой фазы соединены после довательно между собой и включены по схеме треугольник, а половины вторичных обмоток фаз образуют.две звезды с нейтральным проводом, соединенным с изделием. I Одновременно осуществляют сварку двух угловых тавровых соединений ли листовых заготовок, одна, из которых расположена вертикально несколькими парами электродов, причем электроды каждой пары располагают симмет рично оси вертикальной заготовки. Первая пара электродов по ходу свар ки является ведущей. Сварочный ток подаваемый к электродам, берется от трехфазного трансформатора таким образом. Что сводится к минимуму об щий ток в нейтральном проводе нескольких электродов. Устройство обеспечивает для пары ведущих электродов сварочный ток, который значительно меньше тока, подаваемого на задние электроды, предпочтительно вдвое. На фиг. 1 представлена схема рас положения электродов при сварке четырьмя электродами (вид сверху): На фиг. 2 - то же, вид спереди на фиг. 3 - электрическая схема подключения электродов; на фиг. 4 векторная диаграмма токов дуг на фиг, 5 - электрическая схема полключения шести, электродов. Свариваемые заготовки 1 и 2 взаимно перпендикулярны. Ведущая пара электродов 3- - 4, а 5-6 - пара задних электродов.. Ток подается к электродам через трансформатор 7 от трехфазной линии переменного тока, причем первичные обмотки трехфазного трансформагора подключаются треугольником, как это схематически представлено на фиг. 2, вторичные обмотки подсоединяются звездой,-как это схематически представлено на.фиг. 3, причем нейтраль соединения звездой электрически связана с заготовкой 1. Первичные обмотки трансформатора располагаются между клеммами А, В, С. Однако необходимо подчеркнуть , что первичные и вторичные обмотки одной из фаз трансформатора подразделяются на первичных и вторичных обмоток, которые взаимодействуют друг с другом, обеспечивая несколько клемм А, В, Ag, В2 вторичных обмоток, соответствующих первичным обмоткам между клеммами А и В, Клеммы В и С предусматриваются для вторичной обмотки, которая взаимодействует с первичной обмоткой между клеммами С и А для вторичной обмотки, взаимодействующей с первичной обмоткой между . кл§ммами С и А. Таким пу1гем электрическое- напряжение подается на вторичные обмотки. При таком устройстве очевидно, что электрическое напряжение между клеммами и электрическое напряжение между клеммами АуВу равны половине величин напряжения между клеммами В,. С и С, А вторичных обмоток двух фаз, которые не подразделены, как в случае с фазой А, В. Клеммы А и Ag соответственно соединяются с электродами 3 и 4, а клеммы В и С остальной пары вторичных обмоток соответственно соединяются с парой задних электродов 5 и 6. Все остальные клеммы подсоединяются к заготовке 1 спомощью.нейтрали соединения звездой. Благодаря обеспечению ведущих лектродов 3 и 4 сварочным током орядка вдвое меньше тока для электодов задней пары 5 и 6 поверхность атериала в зоне сварочного шва выигается теплом дуги и таким обраом большинство органических вееств превращается в газ. Первонаальные или предварительные швы нова расплавляются задними электроами 5 и б в результате большего варочного тока последних и, слеовательно, обеспечивается эффективое диспергирование газообразных еществ, а стабильные дуги образуют ороигие гладкие швы наивысшего
качества, так что этим путем надежйо обеспечивается исключение образования газовых пузырей. Сварочные токи J JAJ подаваемые соответственно на электроды 3 и 4 берутся от фаз Л и В (фиг. 4). Сварочные токи Jg J,g2 лля задних электродов подаются от остальных фаз, как описано выше (фиг. 4). Токи задних электродов JB и Jgj сдвинуть на 120 относительно и J(ч ,
Поскольку величина токов J и Jд2 приблизительно вдвое меньше величины токов J и , величина тока нейтрального провода приближается к нулевому значению.
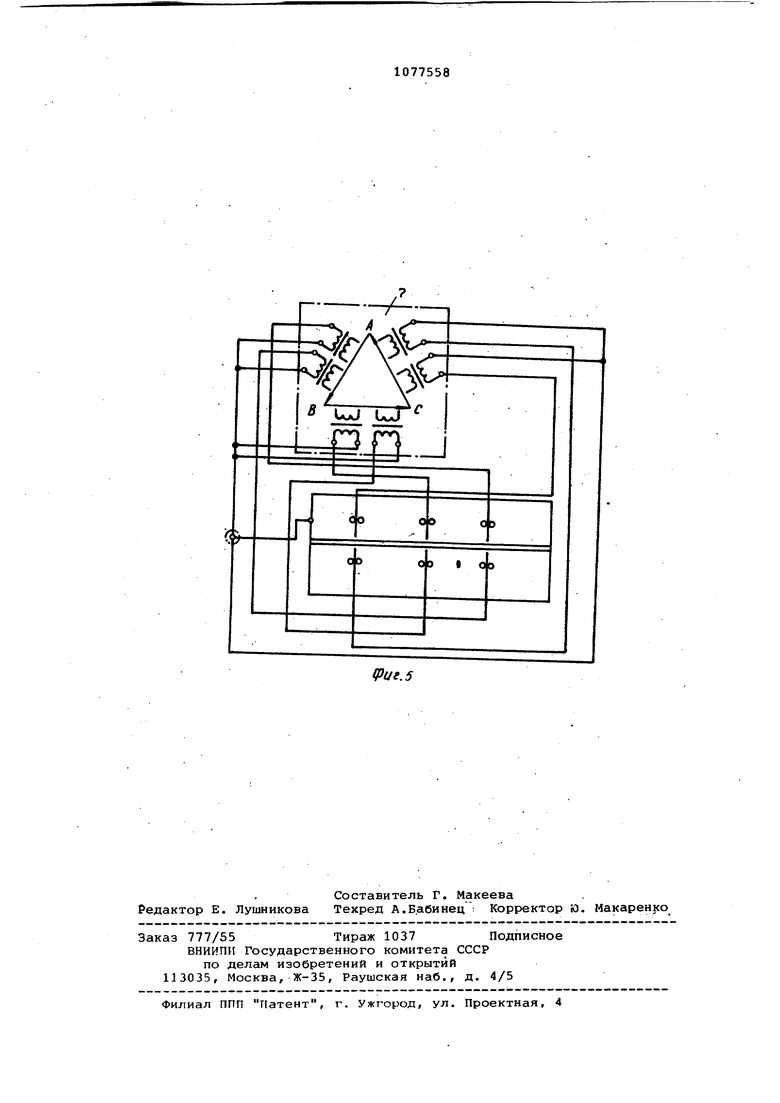
Однако принципдействия может быть использован в устройствах, в которых, в дополнение к одной паре ведущих электродов, предусматриваются две пары задних электродов, так что всего применяете шесть электродов (фиг. 5).
Питание подается с помощью трехфазного трансфорвлатора. Первичные обмотки трансформатора соединены треугольником, а вторичные обмотки звездой, нейтраль которой соединена со стальной плитой. Несколько клемм вторичных обмоток соединены с несколькими электродами. Так первичная обмотка фазы Л, В подразделена на пару первичных обмотбк, соответственно взаимодействующих ,со вторичными обмотками, клеммы которых соответственно соединены с ведущей парой электродов. Фазы В и С также разделены на пару первичных обмоток, которые соответственно взаимодействуют со вторичными обмотками, и клеммы этих вторичных обмоток соответственно сое0динены с задними электродами. Аналогично первичная обмотка фазы А и С разделена на пару первичных обмоток, соответственно подсоединяемых к паре вторичных обмоток,
5 клеммы которьк соединены со второй задней парой электродов.
Общий сварочный ток, подаваемый ко всем задним электродам, приб20 лизительно вдвое больше сварочного тока, подаваемого на пару ведущих электродов. На фиг. 4 показано перт вое направление сварки. К ведущим электродам, как показано в при25 мере, подается сварочный ток в 350 А. Две пары задних электродов получают общий ток (арифметическая сумма) 700 А так, что каждый из четырех задних электродов получает
2Q сварочный ток, равный току каждого ведущего электрода. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной сварки | 1970 |
|
SU524504A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2006087C1 |
| Трехфазный выпрямитель для машин контактной сварки | 1974 |
|
SU505539A1 |
| Способ постройки судов типа катамаран | 1970 |
|
SU478462A3 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1966 |
|
SU223229A1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2004 |
|
RU2268810C1 |
| УСТРОЙСТВО ДЛЯ МЕЖФАЗНОГО РАСПРЕДЕЛЕНИЯ ТОКА (ВАРИАНТЫ) | 2019 |
|
RU2700567C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Источник питания сварочной дуги | 1989 |
|
SU1690985A1 |
1. УСТРОЙСТВО ДЛЯ МНОГОЭЛЕКТРОДНОЙ СВАРКИ преимущественно тавровых соединений листовых заготовок, одна из которых расположена вертикально, содержащее несколько электродов, подключенных к трехфазному трансформатору, отличающееся тем, что, с целью повышения качества сварных соединений за счет снижения электромагнитного воздействия дут круг на друга при использовании, четырех электродов и при расположении электро-, дов каждой пары симметрично оси вертикальной заготовки, обе обмотки од,ной фазы разделены на две полови3 ны, причем каждая половина вторичной обмотки подключена к соответстг вующему переднему по ходу сварки электроду, а два других электрода . подключены к -обйотках двух других фаз, при этом первичные обмотки соединены по схеме треугольник, а вторичные обмотки - по схеме звезда с нейтральным проводом, соединенным с изделием. 2. Устройство по п. 1, о т л ич ающе е ся тем, что при использовании шести электродов, каждая обмотка двух других фаз разделена на две половины, и каждая пара электродов подключена к соответствующим половинам вторичных обмоток отдельных фаз, причем половиСП ны первичных .обмоток каждой фазы соединены последовательно между собой и включены по схеме треугольник, а половины вторичных обмоток фаз образуют две звезды с нейтральным проводом, соединенным с изделием. в, л. О ,/ СП Сл 00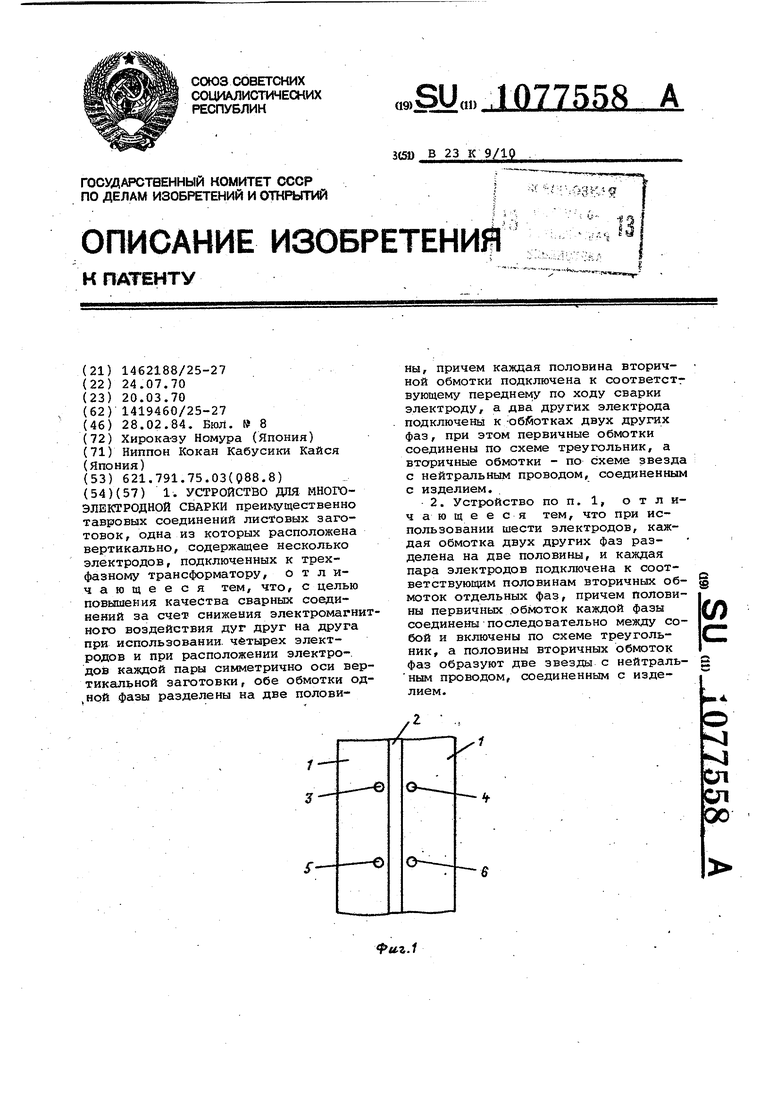
iuz.i
-7-а. А vt
/
-Я
в Lj
IIо IIII
..J
n
OO
с Э
09
0 Э
fpue.5
