Изобретение относится к электротехнике, а именно к устройствам для дуговой сварки, и может быть использовано для питания установок работающих на постоянном токе.
Общеизвестно, что падение напряжения между электродами при горении дуги во время сварки составляет около 30 В, а величина тока зависит от параметров, определяющих качество сварочного шва. Но в начальный момент возникновения дуги разность потенциалов между электродом и свариваемыми деталями должна быть около 60 В, как необходимое условие для возникновения искрового разряда. Выполнение этих условий налагает на конструкцию сварочного трансформатора определенные требования: выполнить сварочный трансформатор с мягкой характеристикой или с дополнительной обмоткой поджига.
Известно устройство, в котором для улучшения массогабаритных показателей сварочного трансформатора отводы от части витков каждой из катушек первичной обмотки присоединены последовательно к полному числу витков другой катушки первичной обмотки, причем сечение провода равных частей витков, отсчитываемы от начала катушки, вдвое больше сечения остальных витков катушки обмотки [1] .
Однако, такое конструктивное решение предусматривает использование проводов разных сечений, что не всегда доступно и не позволяет иметь провод меньшего сечения по всей обмотке, Таким образом, задача улучшения массогабаритных параметров устройства решается частично. К тому же технология при массовом производстве такого типа катушек довольно сложна.
Известен однофазный трансформатор для устройства сварки на постоянном токе, в который введен переключатель, содержащий пять пар клемм и шесть подвижных контактов, первая часть вентильной обмотки выполнена с ответвлением, а вторая часть разделена на две секции. К клемме одной пары переключателя подключено указанное ответвление части вентильной обмотки, а другая клемма этой пары соединена с концами второй части обмотки, к клемме второй пары подключен конец первой части обмотки, а другая клемма этой пары соединена с клеммой третьей пары и одновременно с началом первой секции второй части обмотки, к другой клемме третьей пары подключено начало второй секции второй части обмотки, одновременно подключенное к клемме четвертой пары, вторая клемма которой соединена с концом первой секции, вторая клемма пятой пары подключена к концу второй секции [2] .
Такой трансформатор обладает недостатком, проявляющемся в том, что первая и вторая секции вентильной обмотки в одном из положений переключателя оказываются соединенными параллельно между собой, при другом - последовательно. Но следует отметить и другое положение переключателя, когда первая и вторая секции включаются навстречу, таким образом расширяется область применения устройства.
Цель изобретения - расширение области применения и уменьшение массогабаритных параметров.
Это достигается тем, что трансформатор выполнен из нескольких модулей, каждый из которых имеет обмотки поджига в виде нескольких секций, конденсатор, переключатель выполнен с четырьмя группами неподвижных контактов, состоящих из двух спаренных и двух строенных и с двумя неподвижными контактами, два выпрямительных бока, первичные обмотки выполнены из нескольких последовательно соединенных между собой секции, секции обмотки поджига соединены между собой и с конденсатором последовательно и один из концов подсоединен к одному выпрямительному блоку, одни секции вторичной обмотки соединены между собой параллельно и подсоединены двумя концами к двум группам неподвижных спаренных контактов переключателя, вторые секции вторичной обмотки соединены между собой параллельно и одним концом подсоединены к одной группе неподвижных контактов переключателя, вторая группа неподвижных строенных контактов переключателя подключена к другому выпрямительному блоку, при этом выходы выпрямительных блоков соединены между собой пополюсно, модули между собой соединены параллельно и подсоединены к однофазному входу, вторые концы обмотки поджига подсоединены к одному выпрямительному блоку, а концы секции вторичной обмотки подсоединены к другому выпрямительному блоку, модули соединены между собой в звезду и подключены к трехфазному входу.
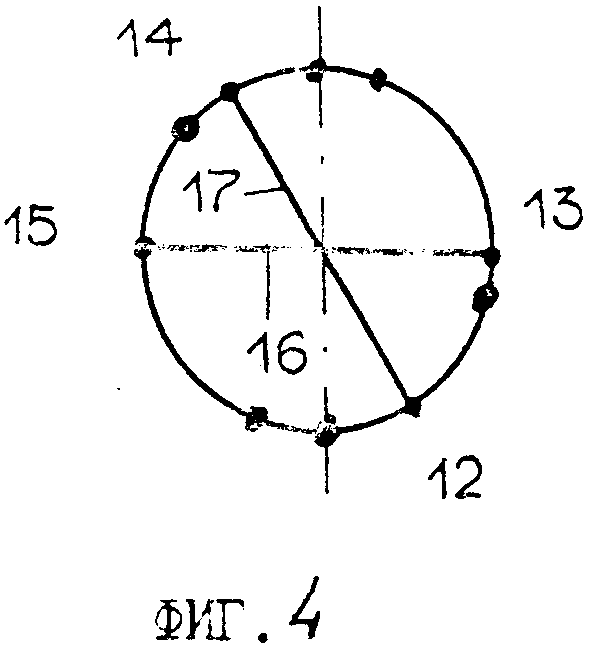
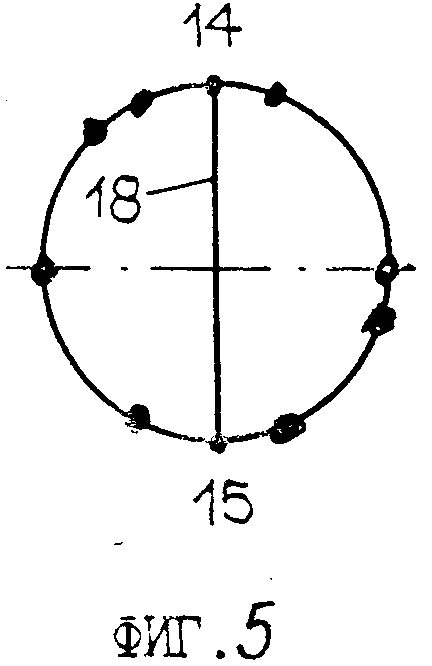
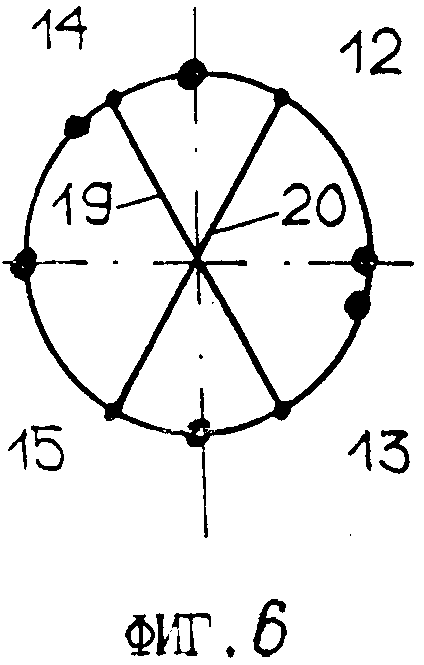
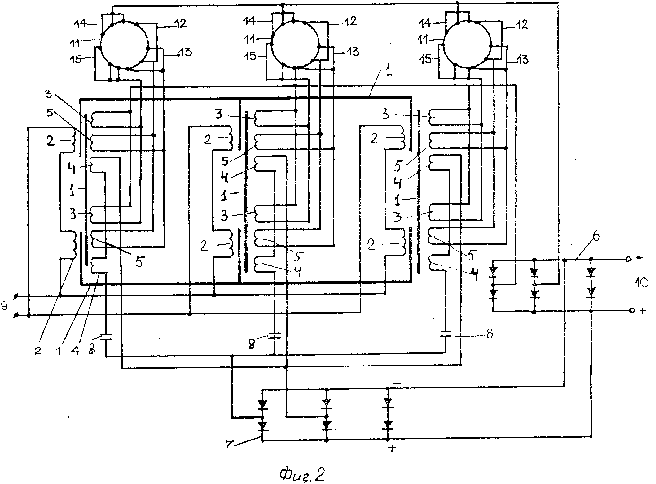
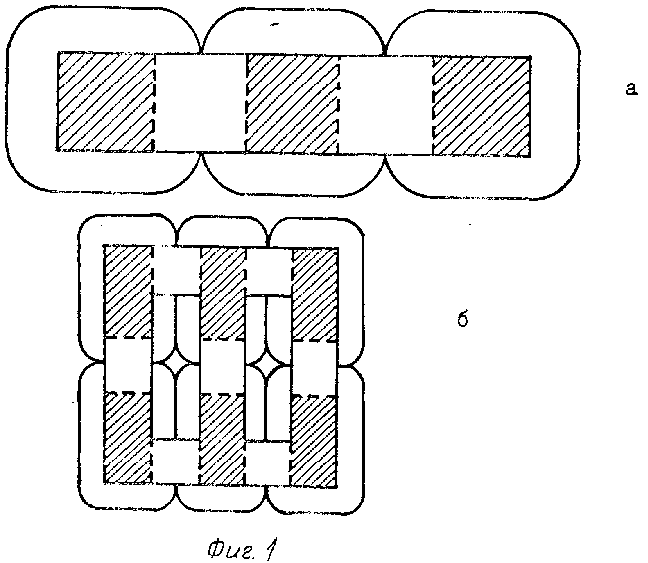
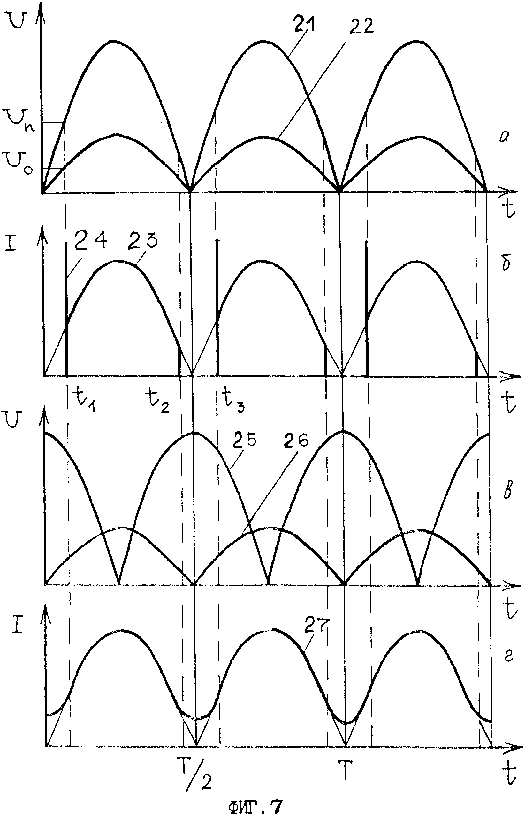
На фиг. 1 приведены проекции поперечных секций: а) трехкатушечного трансформатора известной конструкции: б) шестикатушечного трансформатора; на фиг. 2 - электрические схемы сварочного трансформатора для подключения к сети однофазного тока; на фиг. 3 - то же, трехфазного тока; на фиг. 4-6 - возможные положения подвижных контактов для различных режимов работы трансформатора; на фиг. 7 - графики напряжений и тока: а, б - известного трансформатора, в, г - предлагаемого.
Рассматриваем два трансформатора одинаковой мощности (см. фиг. 1 а, б). Это означает, что суммарное поперечное сечение стержней равны. Длина стержней, а значит и высота сравниваемых трансформаторов, одинаковая. Простое сравнение показывает, а такое возможно при условии в некотором приближении равенства среднего удельного веса рассматриваемых трансформаторов, что площади проекций поперечных сечений трансформаторов трех и шестикатушечных заметно отличаются. Действительно, если выразить такой выигрыш в процентах, то он составляет около 17% . Он складывается из уменьшения веса ярм.
Сварочный трансформатор состоит из магнитопровода 1, который выполнен в виде комбинации четырехгранных призм с общей гранью и ребрами, на стержнях которой размещены катушки, имеющие каждая первичные обмотки 2 и две вторичные - силовые обмотки 3 и обмотки поджига 4, причем силовые обмотки имеют добавочные обмотки 5. Вентильные выпрямители 6 и 7 включены в цепь силовых обмоток и обмоток поджига. В цепь поджига включен конденсатор 8. Выходное напряжение подается на клеммы 9, а выход осуществляется с клемм 10. Трансформатор содержит переключатель 11, неподвижные контакты 12-15 которого подсоединены соответственно к выводам силовых 3 и добавочных 5 обмоток. Так контакты 12 соединены с первыми выводами параллельно соединенных добавочных обмоток 5, контакты 13 - с вторыми выводами этих же обмоток, контакты 15 - с вторыми параллельно соединенными выводами силовых обмоток, а их первые - между собой в каждой фазе (в случае трехфазного исполнения трансформатора, фиг. 3) в случае однофазного исполнения трансформатора - с одним из входов вентильного выпрямителя 6 (фиг. 2), второй вход которого в этом варианте соединен с контактом 14. При трехфазном варианте (фиг. 3) контакты 14 пофазно соединены с входами мостика Ларионова. Входы выпрямителей 6 и 7 соединены параллельно и подключены к выходным клеммам 10. Обмотки 5 поджига соединены попарно-последовательно в каждой фазе и последовательно с конденсатором и подключены к входу вентильного выпрямителя 7. Переключатель 11 содержит два подвижных контакта, которые выполнены таким образом, что в одном из положений (фиг. 4) контакты 16 замыкают пару контактов 15 и 13, а контакты 17 - пару контактов 12 и 14. В этом положении переключателя вход вентильного выпрямителя 6 включается параллельно соединенными основным 3 навстречу добавочным 5 силовым обмоткам, таким образом трансформатор имеет индуктивное сопротивление, необходимое для обеспечения мягкой характеристики в режиме сварки. При этом индуктивное сопротивление максимально возможное, ток минимальный. В положении переключателя, когда контакты 18 (фиг. 5) перемыкают контакты 14 и 15, то на входы вентильного выпрямителя 6 подается напряжение с параллельно соединенных основных силовых обмоток 3. При этом получается средний режим сварки. Соединяя контакты 14 и 13, 12 и 15 контактами 19 и 20 на переключателях 11 (фиг. 6), можно реализовать случай последовательного включения дополнительной силовой 5 и основной 3 обмоток. Тогда индуктивное сопротивление трансформатора мало, а ток максимален: осуществляется режим сварки толстым электродом или резка металла.
Пусть в момент времени t1 (фиг. 7а) выполняются условия Un для возникновения искрового разряда, обусловленные разностью потенциалов 21 на выходах обмотки поджига, но разность потенциалов Uо на выходах силовой обмотки, обуславливающая разность потенциалов 22, в этот момент времени мала. Искровой разряд в этот момент способствует развитию дугового разряда и появляется ток дуги 23 (фиг. 7б), который поддерживается разностью потенциалов на выходах силовой обмотки. В момент времени t2 (фиг. 7а), когда разность потенциалов на выходе силовой обмотки недостаточна для поддержания дуги, дуга гаснет. В момент времени t3 процесс аналогичен моменту времени t1. Таким образом, возникает "мертвое" время t3-t2, когда наблюдается срыв процесса горения дуги, нарушается плавный режим сварки.
Если в цепь поджига вместо резистора, ограничивающего ток, включить конденсатор 8, в этом случае (фиг. 7в) максимальные значения амплитуд напряжений на электроде, обусловленные потенциалами на выходах обмотки 25 поджига и силовой обмотки 26, смещены на Т/4. График 27 тока (фиг. 7з) в цепи силовой обмотки показывает, что даже при малых значениях потенциала на выходе силовой обмотки дуга не гаснет, удержание ее осуществляется потенциалом на выходе обмотки поджига. При этом отсутствуют скачки тока 24 (фиг. 7б), обусловленные мгновенным возникновением дуги в случае известного устройства.
Следует также отметить, что при выборе оптимального значения величины емкости, выполняя условия резонанса напряжения в цепи поджига, в месте горения дуги развивается повышенное напряжение, что тоже способствует устойчивости дуги и повышению КПД.
Промышленная применимость предлагаемого трансформатора может быть осуществлена как для промышленных потребителей, так и в силу малых массогабаритных показателей для бытовых нужд.
Примером конкретного исполнения сварочного трансформатора может служить шестикатушечный трансформатор на 220 В, магнитопровод которого собран из Г-образных пластин, имеет форму соединенных вместе двух-четырехгранных призм с поперечным сечением 18 см2 в каждом из шести стержней. Первичная обмотка намотана проводом диаметром 1,5 мм, основные и дополнительные обмотки - диаметром 2,5 мм, обмотки поджига - диаметром 0,5 мм. Трансформатор, выполненный в таком исполнении, имеет преимущество: его можно включать как в сеть однофазного тока, так и сеть трехфазного тока. Ток Iх.х холостого хода для однофазной сети Iх.х = 0,8 А, для трехфазной сети Iх.х. = 0,7 А в каждой фазе.
В практическом отношении коммутационные переключения не сложны. На лицевой панели трансформатора имеется посадочное место для маски, в которой запрограммирован режим работы. Для каждого режима работы трансформатора имеется определенная маска.
Такая конструкция сварочного трансформатора имеет некоторые преимущества: так, например, из однотипных "элементарных" модулей возможно собирать сварочные трансформаторы на разную мощность посредством включения их параллельно между собой, Практика показала что выходная мощность трансформатора в первом приближении линейно-пропорциональна числу модулей. Трансформаторы с числом модулей, пропорционально трем, возможно включать в трехфазную сеть, коммутируя модули между собой в "звезду". (56) 1. Авторское свидетельство СССР N 842992, кл. Н 01 F 31/06, 1981.
2. Авторское свидетельство СССР N 1460745, кл. Н 01 F 31/06, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО КРИВОНОСОВА | 1992 |
|
RU2041515C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| ВЫПРЯМИТЕЛЬ ДЛЯ ДВУХРВЖИ1-4НОЙ СВАРКИ | 1980 |
|
SU825287A1 |
| СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 2001 |
|
RU2182060C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188104C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ С ПИТАТЕЛЕМ ОТ БОРТОВОЙ СЕТИ АВТОМОБИЛЯ | 1991 |
|
RU2030307C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 2009 |
|
RU2413599C1 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 2000 |
|
RU2173616C1 |

Использование: в электротехнике. Сварочный трансформатор для сварки на постоянном токе выполнен в виде нескольких модулей, каждый из которых представляет собой законченное устройство для сварки на постоянном токе. Различные виды схемных соединений этих модулей позволяют включить трансформатор как в однофазную, так и в трехвазную сеть переменного тока. Введение в цепь поджига конденсатора позволяет наряду с повышением качества сварки улучшить массогабаритные показатели. 2 з. п. ф-лы, 7 ил.
