(54) СПОСОБ ДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| Способ нанесения флюса | 1976 |
|
SU647078A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| Способ местной защиты титановых сплавов с обратной стороны шва при сварке | 1980 |
|
SU1031665A1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
1
Изобретение относится к области машиностроения, преимущественно к технике сварки легких металлов, и может быть использовано при аргоно-дуговой сварке неплавящимся электродом алюминиевых и магниевых сплавов.
Известен способ сварки легких сплавов с использованием флюсов на основе фтористых солей, наносимых перед сваркой на торцовые кромки Щ .
Однако такой способ сварки не обеспечивает получения бездефектных сварных соединений при толщине деталей 2 мм и более.
Это обусловлено тем, что при аргоно-дуговой сварке вольфрамовым электродом глубина сварочной ванны в процессе сварки составляет около 2/3 толщины свариваемого металла и при нанесении флюса на всю поверхность торца кромки, т.е. выще глубины сварочной ванны, он будет выделяться в виде щлака на поверхности сварного щва. Кроме того, отсутствие флюса на нижней поверхности свариваемых кромок, при толщине кромок 2 мм и более не обеспечивает полного удаления окисных плен из корня шва.
Цель изобретения - повышение качества сварных соединений легких металлов при сварке деталей тогациной 2 мм.
Для этого по предлагаемому способу флюс наносят на 1/3 часть торцовых кромок со стороны, противоположной сварке, и на нижнюю поверхность свариваемых кромок.
Принципиальное отличие предлагаемой операции нанесения флюса на 1/3 часть торцовых и нижнюю поверхность кромок от применяемого в настоящее время нанесения флюса на всю торцовую поверхность кромок заключается в том, что продукты взаимодействия флюса с окисной пленкой не выделяются на поверхности щва в виде защлаковок, так как флюс расположен ниже уровня интенсивного перемешивания металла сварочной ванны, а флюс нанесенный на нижнюю поверхность кромки удаляет окисную пленку с поверхности кромок в том числе с нижней не подвергаемой непосредственному воздействию дуги.
Пример. Проводили сварку встык
пластин из сплава АМг-6 толщиной 3 мм.
Перед сваркой образцы подвергались травлению. Сварку осуществляли при наличии зазора 1 мм между кромками. Фторидный флюс перед сваркой наносили кисточкой из спиртовой суспензии, содержащей 6% порошка флюса, на 1/3 часть торцов кромок со -стороны, противоположной сварке, и на нижнюю поверхность кромок. Излишек флюса снимали с помошью специального шабера. Опробование предлагаемого способа дуговой сварки в производственных условиях подтвердило его эффективность. Использование предлагаемого способа ду говой сварки легких металлов обладает по сравнению с существующими способами следующими преимуществами: исключает операцию шабрения, необходимую для удаления зашлаковок на поверхность проплава; улучшает формирование обратной стороны шва; снижает брак сварных соединений по окисным включениям. Формула изобретения Способ дуговой сварки легких сплавов с использованием флюсов на основе фтористых
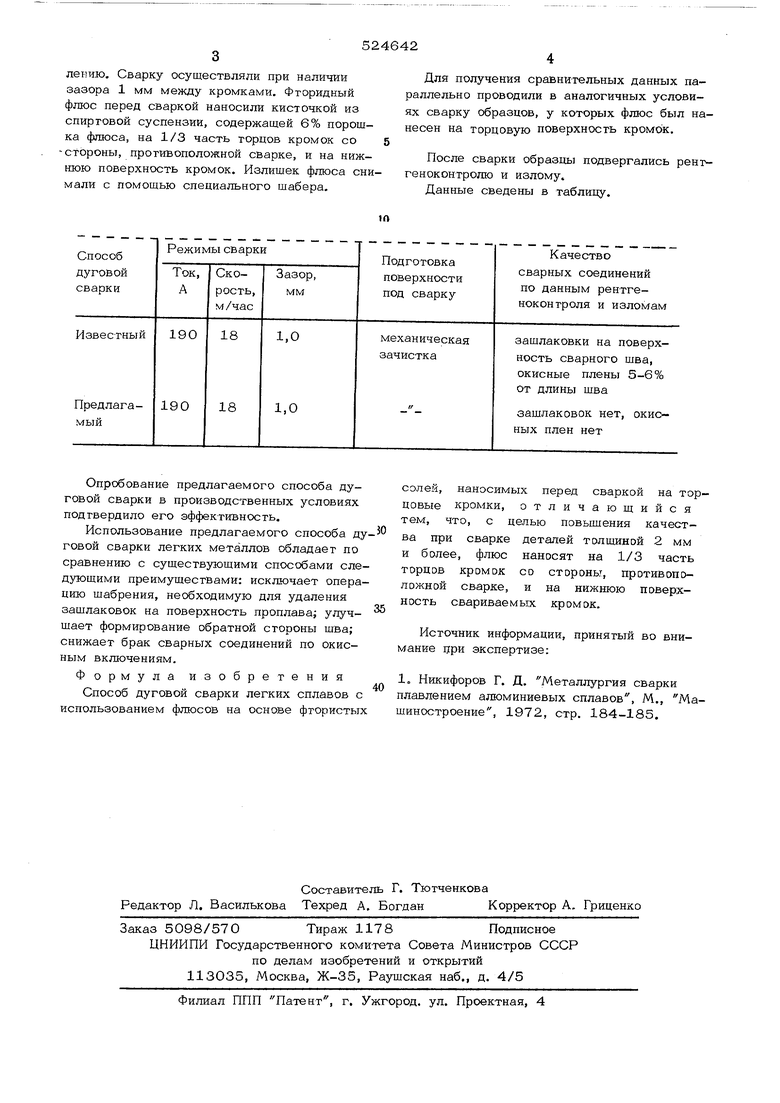
Для получения сравнительных данных параллельно проводили в аналогичных условиях сварку образцов, у которых флюс был нанесен на торцовую поверхность кромбк.
После сварки образцы подвергались рентгеноконтролю и излому.
Данные сведены в таблицу. солей, наносимых перед сваркой на торцовые кромки, отличающийся тем, что, с целью повышения качества при сварке деталей толщиной 2 мм и более, флюс наносят на 1/3 часть торцов кромок CD стороны, противоположной сварке, и на нижнюю поверхность свариваемых кромок. Источник информации, принятый во внимание цри экспертизе: 1о Никифоров Г. Д. Металлургия сварки плавлением алюминиевых сплавов, М., Машиностроение, 1972, стр. 184-185.
