Изобретение относится к сварочному производству, в частности к способам дуговой сварки алюминиевых сплавов с использованием флюсов.
Цель изобретения - повышение качества путем измельчения первичной структуры сварных швов.
В способе дуговой сварки алюминиевых сплавов, осуществляемом путем испопьзо- вания очищающих флюсов, наносимых перед сваркой на поверхность дета пей возле соединяемых кромок, на поверхность дополнительно наносят фторцирконат калия и фторборат калия в соотношении 1:3. их смесь при нанесении на лицевую поверхность берут в количестве 2-5%, а при нанесении на тыльную поверхность - в количестве 16-28% от массы флюсовой композиции.
В качестве очищающего флюса может использоваться любой флюс, предназначенный для сварки алюминиемых сплавов, имеющий температуру пласления ниже 650°С, взаимодействующий в расплавленном состоянии с поверхностной окисной пленкой и отвечающий требованиям по сварочно-технологическим свойствам, а именно он должен прочно сцепляться с поверхностью свариваемых кромок, легко удаляться после сварки в проточной воде его остатки не должны вызывать коррозию сварных соединений. В частности, в качестве очищающих флюсов можно использовать флюсы следующих марок: ВИАМ-3, АФ-4А, МАТИ-5. ФА-1, ФА-IT. ТФА-12, ТФА-13 и др. Смесь фтормирконата калия и фторбо- рата калия можно добавлять в очищающий флюс в процессе приготовления флюс-пасты. Соотношение между фторцирконатом калия и фторборатом калия, рапное 13, является оптимальным, так как обеспечивает максимальный модифицирующий эффект в
О
ел
о
ч|
сварных швах алюминиевых сплавов. Соотношение между модифицирующими компонентами (фторцирконат калия и фторборат калия) и очищающим флюсом выбирается из условий эффективного измельчения пер- вичной структуры металла сварных швов и получения качественной внешней поверхности швов после смывания шлака и остатков флюса. При сравнительно малом количестве модифицирующих компонентов во флюсовой композиции снимается эффект модифицирования сварных швов. При чрезмерно большом количестве модифицирующих компонентов во флюсовой композиции возможно снижение ее очищающих свойств и ухудшение внешнего вида сварного шва вследствие образования на его поверхности трудноудаляемого шлака в виде черного налета.
При использовании только очищающе- го флюса независимо от места его нанесения первичная структура сварного шва получается столбчатой. Последнее обусловлено отсутствием активных модифицирующих компонентов в составе флюсов. При использовании только модифицирующих компонентов, а именно фторцирконата калия и фторбората калия отдельно или совместно в любых соотношениях и нанесение их в виде пасты на тыльную сторону соединяемых кромок, первичная структура сварных швов опять получается столбчатой. Отсутствие измельчения первичной структуры при использовании только фторцирконата калия и фторбората калия объясняется тем, что взаимодействию активных модификаторов с жидким металлом ванны препятствует поверхностная окисная пленка. Поэтому эффект модифицирования при нанесении флюсовой композиции на тыльную сторону соединяемых кромок обеспечивается только при наличии оптимального соотношения между количеством очищающего флюса и количеством модифицирующих компонентов.
Модифицирование первичной структу- ты сварного шва возможно при двух условиях. Во-первых, флюсовая композиция должна обеспечивать эффективное удаление окисной пленки с поверхности корня шва и во-вторых, содержание модифицирующих компонентов должно быть достаточным для протекания процесса модифицирования. При чрезмерно увеличенном содержании модифицирующих компонентов резко снижаются очищающие свойства флюсовой композиции и поэтому сильно падает эффект модифицирования. Одновременно существенно ухудшается внешний вид сварного шва.
При нанесении флюсовой композиции в виде пасты на лицевую поверхность соединяемых кромок очистке сварочной ванны от поверхностной окисной пленки благоприятствует процесс катодной очистки при сварке в среде аргона или термической очистки при сварке в среде гелия. Поэтому при нанесении флюсовой композиции в виде пасты на лицевую сторону соединяемых кромок обеспечивается надежное взаимодействие модифицирующих компонентов с жидким металлом. Более высокая температура у лицевой поверхности1 ванны ускоряет протекание реакций между модифицирующими компонентами и жидким металлом ванны. Все это приводит к тому, что для измельчения первичной структуры достаточно даже небольшого количества модифицирующих компонентов во флюсовой комбинации. При повышении содержания модифицирующих компонентов во флюсовой композиции, наносимой на лицевую поверхность соединяемых кромок, эффект модифицирования не снижается, но происходит ухудшение внешнего вида шва вследствие образования на поверхности трудноудаляемого шлака (налета) черного цвета.
Способ сварки наиболее эффективен при соотношении между фторцирконатом калия и фторборатом калия, равном 1:3, и их суммарном количестве при нанесении флюсовой композиции в виде пасты на лицевую поверхность свариваемых кромок, равном 4%, а при нанесении на тыльную поверхность соединяемых кромок, равном 21%. Остальное во флюсовой композиции составляет очищающий флюс.
Данный способ дуговой сварки алюминиевых сплавов обеспечивает эффективное измельчение первичной структуры сварных швов, сокращение в них деффектов в виде окисных плен, пор и трещин, повышение физико-механических характеристик сварных соединений.
Способ сварки был апробирован в заводских и лабораторных условиях при сварке плавящимся и неплавящимся электродом алюминиевых сплавов АМг2. АМгЗ, АМгб, АМг61, 1201 толщиной 0.8-4 мм. Во всех случаях предлагаемый способ сварки обеспечивает эффективное измельчение первичной структуры при качественном внешнем виде сварных швов.
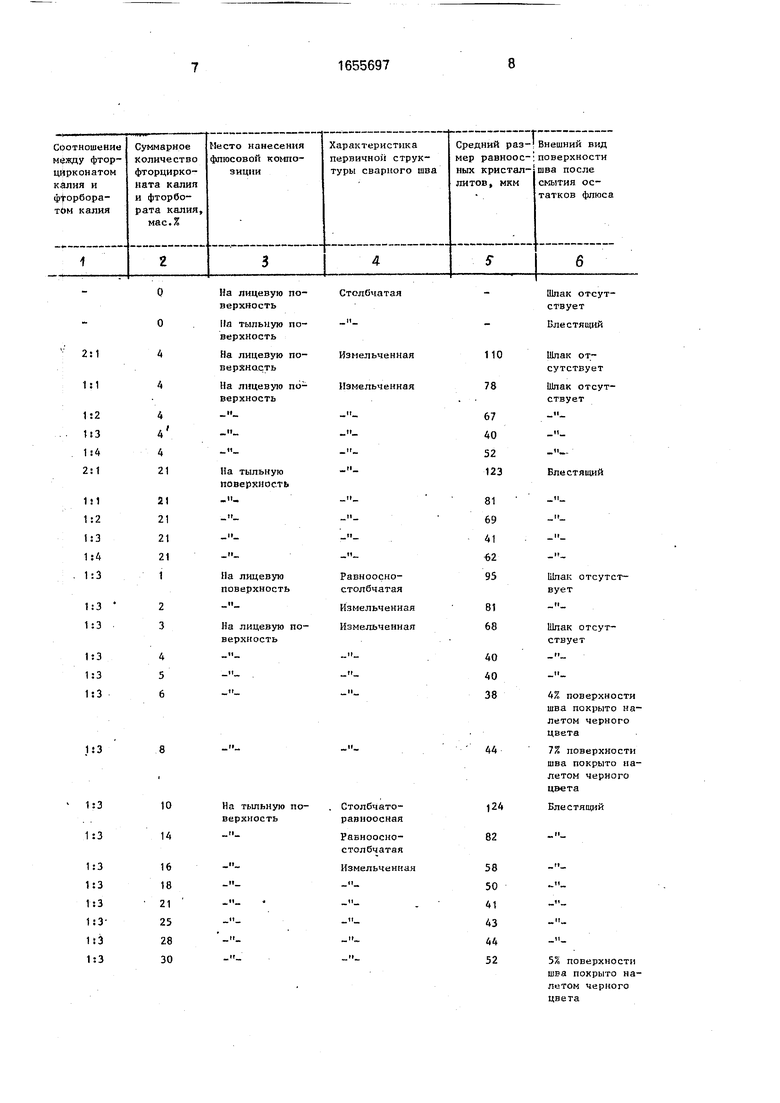
В таблице приведены характеристика первичной структуры сварного шва, средний размер равноосных кристаллитов и внешний вид поверхности шва после смы- тия остатков флюса при нанесении флюсовой композиции в виде пасты на лицевую сторону и тыльную поверхность возле соединяемых кромок в зависимости от соотношения между фторцирконатом калия и фторборатом калия в различном их суммарном количестве во флюсовой композиции.
Пример. Флюсовая композиция состоит из очищающего флюса, фторцирконата калия и фторбората калия. В качестве очищающего флюса взят известный флюс следующего состава, мас.%: фторид кальция 30; фторид бария 30; фторид лития 16; хлорид лития 24.
Сварку производят вольфрамовым электродом в среде аргона без присадочной проволоки на автомате АДСВ-2 с питанием дуги от установки ИПК-350-4. В качестве материаладля сварки используют алюминиевый сплав АМг2 толщиной 1,5 мм. Сварку встык осуществляют на режиме. св 80 А, Уд 8В; VCB 20 м/ч; Одг 8 л/мин
При нанесении на лицевую или тыльную поверхности возле соединяемых кромок только очищающего флюса обеспечивается сокращение окисных включений в металле сварного шва На поверхности шва после смытия остатков флюса шлак отсутствует. Первичная структура сварного шва получается столбчатой с грубым внутренним строением
Измельчение первичной структур сварного шва происходит npf. условии дополнительного нанесения ия псвер ncTi деталей возле соединяемых кромок , г и фицирующих компонентов (фторциркр: „ы калия и фторбората калия) Э4фектмрн v измельчение первичной структур парных швов наблюдается при дополгитол ном со вместном нанесении фторциркочэ i с лия и фторборага калия на лицевую ность в количестве не менее 2%, на тыльную поверхность - не менее 16% от массы флю совой композиции С увеличением количества наносимых на поверхность деталей дополнительно фторцирконата кэлия и фторбората калия возрастает эффективность измельчения первичной структуры сварных швов. Однако при чрезмерном увеличении наносимых на поверхность деталей модифицирующих компонентов возможно
ухудшение внешнего вида шва вследствие трудноудаляемых смыванием остатков шлака
Предельное количество модифицирующих компонентов, которое не приводит к ухудшению внешнего вида шва, равно при их нанесении на лицевую поверхность деталей 5%, а при их нанесении на тыльную поверхность - 28% от массы флюсовой композиции.
Наиболее эффективен способ сварки алюминиевых сплавов при соотношении между фторцирконатом калия и фторборатом калия, равном 1:3, и их суммарном
количестве при нанесении на лицевую поверхность свариваемых кромок, равном4%, а при нанесении на тыльную поверхность свариваемых кромок, равном 21 % от массы флюсовой композиции.
Способ сварки алюминиевых сплавов
способствует повышению качества сварных соединений за счет эффективного измельчения первичной структуры швов, повышения их технологической прочности, подавления
пор, сокращения окисных плен и повышения физико-механических характеристик. Остатки флюсовой композиции и шлака легко смываются струей воды Корень шва по- гме промывки имеет гладкий и блестящий
иид следов окисных плен С тыльной сторо . соединения отсут ву-от концепт -юры
а .рчжений в зснь сплавления проп/.ивленHLi о металла с основным металлом и по ос:Ш В н
Формула изобретения Способ дуговой сварки алюмиг иевы сплавов, при котором перед сваркой на по- LCpxnocTb свариваемых деталей наносят
очищающий флюс, отличающиеся тем, что, с целью повышения качества из- мел(чения первичной струнгуры сварных швов дополнительно наносят смесь фтор цирконзта калия и фторборатз калия в соотношении 1 J причем при нанесении на лицепуо поверхность берут смеси от 2 до 5%, а при нанесении на тыльную поверхность - в количестве от 16 до 28% от массы флюсовой композиции.
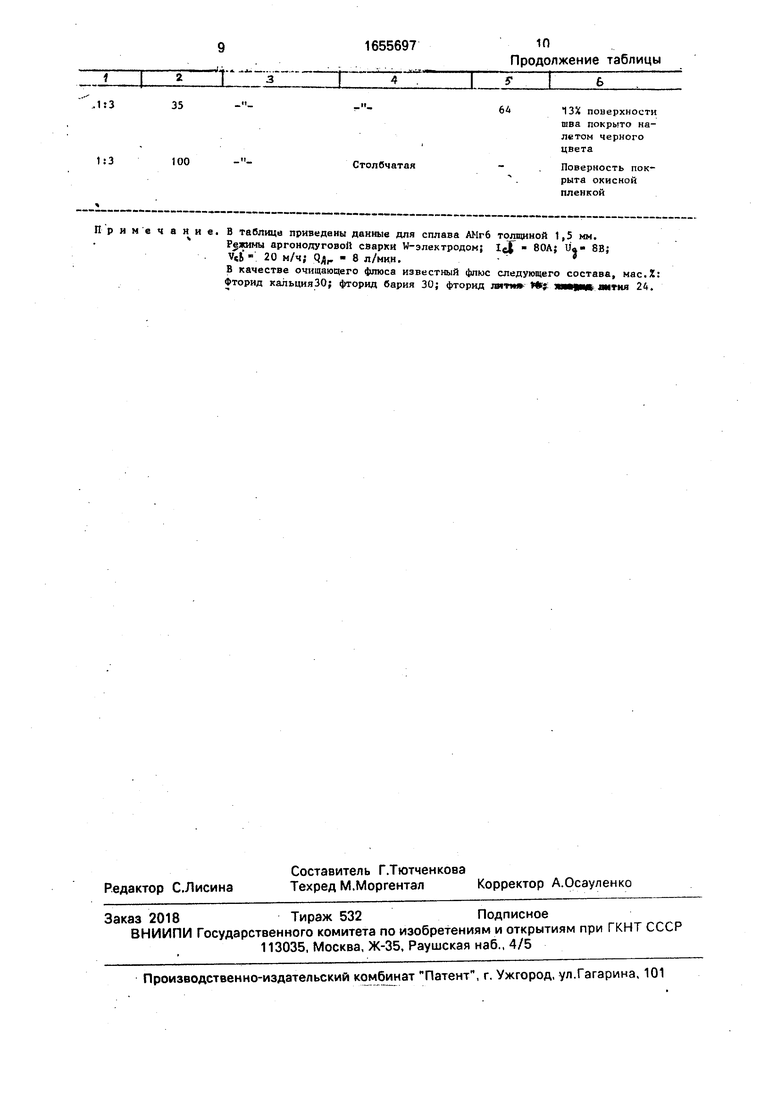
.1:3
35
1:3
100
64 13Х поиерхности шва покрыто налетом черного цвета
Поверность покрыта окисной пленкой
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1687396A1 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1349938A1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки легких сплавов | 1989 |
|
SU1648701A1 |
Изобретение относится к сварочному производству. Цель изобретения повышение качества путем измельчения первичной структуры металла сварных швов. Способ осуществляют с использованием очищающего флюса, наносимого до сварки на поверхность деталей возле соединяемых кромок. Дополнительно на поверхность деталей наносят модифицирующие компоненты - фторцирконат калия и фторборат калия в соотношении 1:3. Количество модифицирующих компонентов зависит от места нанесения флюс-пасты. При нанесении флюс-пасты на лицевую поверхность количество модифицирующих компонентов берут в пределах 2-5%. при нанесении флюс-пасты на тыльную поверхность количество модифицирующих компонентов берут в пределах 16-28% Способ повышает технологическую прочность и повышает физико-механические характеристики 1 табл. сл С
Примечание. В таблице приведены данные для сплава АМгб толщиной 1,5 мм.
Режимы аргонодуговой сварки W-электродом; Icf 80А; 8В;
VtS- 20 и/ч; - 8 л/мин.
В качестве очищающего флюса известный флюс следующего состава, мас.Х:
Фторид кальция30; фторид бария 30; фторид лиги Mr; MMfMi ямтмя 24.
| Способ дуговой сварки | 1974 |
|
SU524642A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
