Область техники
Изобретение относится к технологии сварки неплавящимся электродом деталей из алюминиевых и магниевых сплавов, значительно отличающихся по толщине друг от друга. Изобретение может быть использовано в машиностроении, автомобилестроении, тракторостроении, химическом машиностроении и других отраслях промышленности.
Предшествующий уровень техники
Известен способ сварки неплавящимся электродом алюминиевых сплавов (патент РФ №2134628, от 17.06.1998, B23K 9/23, авторы: Киселев О.С., Султанова А.Р., Тефанов В.Н.,). В патенте производят механическое разрушение окисной пленки в месте сварки режущим инструментом, который перемещают впереди сварочной ванны вблизи границы плавления, в зоне, защищаемой аргоном.
Недостатком данного способа можно считать сложность контроля качества удаления окисной пленки, так как горелка расположена в непосредственной близости от режущего инструмента. По этой же причине возможно засорение стружкой зоны сварки. Это ухудшает качество сварного шва.
Известен способ сварки плавлением легких сплавов (патент РФ №2062686, от 21.09.1990, B23K 9/167, авторы: Мамон М.Д., Новиков О.М., Морочко В.П., Токарев В.О., Плиско В.Н., Яровинский Ю.Л.) В патенте на свариваемые кромки полностью, или частично наносят флюс в виде суспензии на основе фтористых солей, с целью повышения качества металла шва. Перед нанесением флюса на свариваемые кромки наносят слой металлического порошка на основе никеля, лантана и церия.
Для улучшения качества шва в патенте используют флюс и металлический порошок. Недостатком является увеличение количества контрольных операций, усложнение выполнения и удорожание полученного сварного шва. Данный способ применяется для сваривания встык и не может быть применен для сваривания в замок.
В качестве прототипа для способа был выбран способ дуговой сварки неплавящимся электродом (патент РФ №1436352 от 23.01.1987., B23K 9/16, авторы Дуликов В.П., Лапотько А.Г.). В способе дуговой сварки неплавящимся электродом швов деталей из алюминиевых и магниевых сплавов одна из которых тонкостенная другая толстостенная, на толстостенной детали со стороны торца, обращенного к тонкостенной детали выполнены бурт и формирующая канавка.
Недостатком данного способа является отсутствие флюса, что при наличии большого количества полостей повышает вероятность образования окисных пленок, снижающих прочность сварного шва. Кроме того, выполнение большого количества фигурных буртов и пазов со своими допусками, повышает трудоемкость и себестоимость выполненного шва.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является снижение трудоемкости и стоимости способа сварки при повышении прочности сварного шва замкового соединения двух деталей разной толщины.
Технический результат, достигаемый при решении этой задачи, заключается в устранении дефектов сварного шва.
Для получения указанного технического результата в способе аргонодуговой сварки неплавящимся электродом деталей из алюминиевых и магниевых сплавов одна из которых тонкостенная другая толстостенная, включающем выполнение канавки на толстостенной детали и установление тонкостенной детали на толстостенную, согласно изобретению, канавку выполняют с одной стенкой большей высоты, другой стенкой меньшей высоты. После выполнения канавки на сопрягаемые поверхности деталей наносят очищающий флюс на время от одной до десяти минут включительно, после чего с сопрягаемых торцов деталей удаляют флюс на 2/3 от толщины тонкостенной детали, устанавливают тонкостенную деталь до упора в более высокую стенку канавки на толстостенной детали, расплавляют детали в зоне, непокрытой флюсом.
При изменении толщины толстостенной детали в процессе сварки, имеется возможность переходить от одного сечения толстостенной детали к другому и одновременно ступенчато изменять сварочный ток без прерывания процесса сварки.
Для улучшения качества шва рекомендуется сваривать детали не дольше восьми часов с момента удаления флюса.
Форма выполнения канавки, позволяет удерживать детали без смещения в процессе сварки друг относительно друга, кроме того, в канавку в результате сварки собирается шлак из окисной пленки и отработанного флюса. В результате чего сварочный шов получается более однородным, с меньшими примесями, устраняются дефекты сварного шва.
Покрытие поверхности флюсом и удаление части флюса для получения более чистого сварного соединения более экономично, чем срезание металла.
Ведение непрерывного процесса сварки, изменяя сварочный ток при переменной толщине толстостенной детали, так же дает экономию времени проведения сварки и улучшает качество сварного шва.
Для увеличения качества сварного шва ограничивают время проведения сварки восемью часами. Учитывая, что после восьми часов проведения сварки, окисная пленка, образующаяся на поверхности свариваемых поверхностей, ведет к ухудшению качества сварного шва.
Краткое описание фигур чертежа
На фиг.1 показано поперечное сечение деталей после выполнения канавки и нанесения флюса.
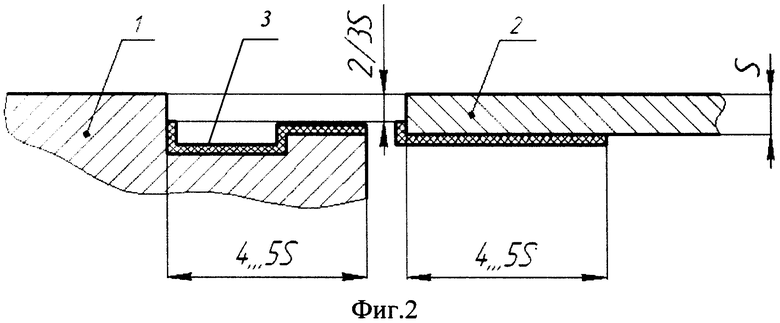
На фиг.2 показано поперечное сечение деталей после удаления части флюса.
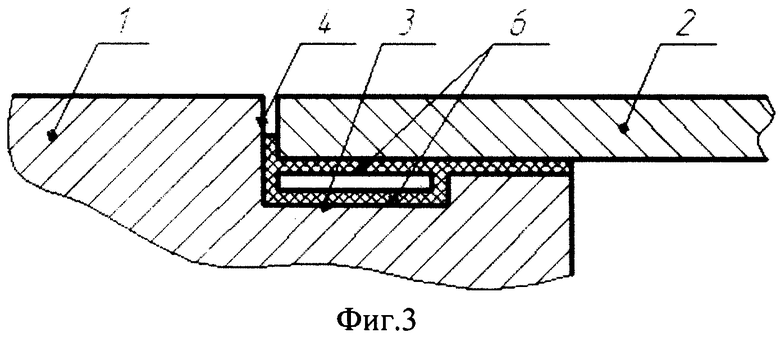
На фиг.3 показано соединение деталей перед сваркой.
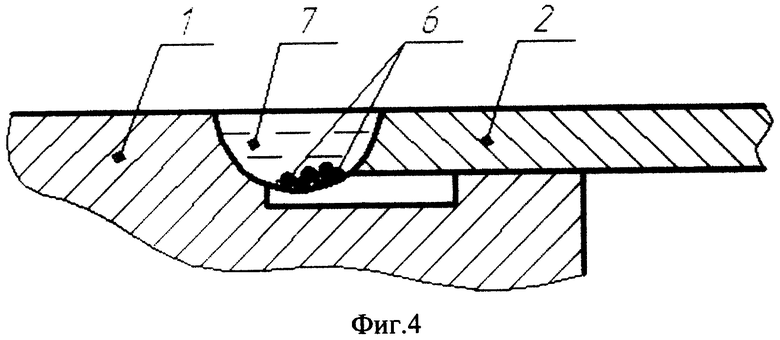
На фиг.4 показано поперечное сечение деталей в процессе сварки.
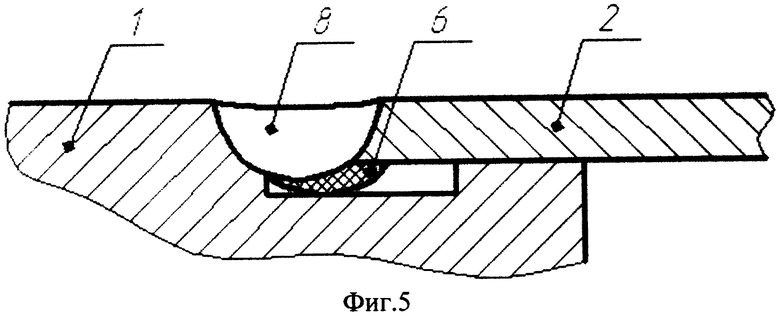
На фиг.5 показано поперечное сечение деталей и сварного шва.
Варианты осуществления изобретения
Как показано на фиг.1, в сварке участвуют толстостенная деталь 1 и тонкостенная деталь 2. На толстостенной детали 1 выполнена канавка 3 таким образом, что одна ее сторона 4, выше, чем противоположная сторона 5. На сопрягаемые поверхности деталей 1 и 2 наносят слой очищающего флюса 6. Флюс 6 находится на сопрягаемых поверхностях деталей 1 и 2 не менее одной минуты и не более десяти минут.
Если слой флюса 6 находится на поверхности менее одной минуты, то он не успевает затвердеть, вступить в реакцию с поверхностью, очистить ее от окисной пленки.
Если слой флюса 6 находится на поверхности более десяти минут, то происходит разрушение основного металла под воздействием элементов флюса.
В таблице приведены соотношения времени нахождения флюса на поверхностях и глубины провара. Из таблицы 1 видно, что наилучшие показатели глубины провара находятся в интервале от 1 до 10 минут.
Как показано на фиг.2, по истечении десяти минут с момента нанесения флюса с сопрягаемых торцов деталей 1 и 2 удаляют флюс на 2/3 от толщины тонкостенной детали 2. Ниже приведена таблица 2 наличия дефектов в сварном шве от площади поверхности с удаленным флюсом. Из таблицы 2 видно, что отсутствие дефектов наблюдается при значении 2/3 от толщины тонкостенной детали.
После этого, как показано на фиг.3, устанавливают тонкостенную деталь 2 до упора в более высокую стенку 4 канавки 3 на толстостенной детали 1. Применяя сварку, расплавляют детали 1 и 2 в зоне их стыка, освобожденной от флюса 6 на 2/3 от толщины тонкостенной детали 2. При этом слой флюса 6 вступает в реакцию с поверхностью, на которую он был нанесен, очищая ее от окисной пленки. Далее смесь образует шлак 9, который скапливается на дне канавки 3, как показано на фиг.4.
Если в процессе сварки толщина толстостенной детали 1 увеличивается, то возникает необходимость увеличить величину сварочного тока. Для этого источник питания «ТЕТRIХ 350 АС/DC» перед сваркой настраивают на величину ступени изменения сварочного тока. Составляют таблицу отношения величины сварочного тока и толщины свариваемой детали 1. В процессе сварки отслеживают толщину детали 1 и согласно таблице ступенчато увеличивают или уменьшают величину сварочного тока. Этим достигается более равномерный прогрев свариваемых деталей, и формирование сварного шва, исключаются возможные непровары, или прожоги.
Для сохранения качества сварного шва на высоком уровне необходимо, что бы окисная пленка, которая образуется после очищения части свариваемых поверхностей, не образовывалась на них повторно. Для этого ограничивают процесс сваривания деталей 1 и 2 не дольше восьми часов с момента удаления слоя флюса 6.
Сварку выполняют неплавящимся вольфрамовым электродом в среде аргона. В качестве источника питания применяли специализированный инверторный источник тока «ТЕТRIХ 350 АС/DC».
Сварку выполняют со сквозным проплавлением тонкой детали 2. Как показано на фиг.4, возникает сварочная ванна 7. В процессе существования сварочной ванны 7 отдельные частицы окисной пленки, находящиеся под слоем флюса 6, разрушаются под действием очищающего флюса 6. Смесь флюса 6 и частиц окисной пленки обладает большим удельным весом по сравнению с жидким металлом сварочной ванны 7, поэтому она концентрируется в корневой части сварочной ванны 7, образуя шлак 9.
При кристаллизации металла сварочной ванны 7 образуется сварочный шов 8, как показано на фиг.5. Шлак 9 располагается в формирующей канавке 3. В результате этого сварной шов 8 избавлен от включений, нарушающих его структуру и снижающих его прочность.
Благодаря форме выполнения канавки 3, присутствию слоя флюса 6 на части контактирующих поверхностей деталей 1 и 2, получающийся сварочный шов 8 не содержит в своем составе смеси окисной пленки и флюса 6, значит, он белее однородный, обладает повышенной прочностью и качеством.
Таким образом, форма выполнения канавки 3 позволяет удерживать детали 1 и 2 без смещения в процессе сварки друг относительно друга, кроме того, в канавку 3 в результате сварки собирается смесь окисной пленки и флюса 6. В результате чего сварочный шов 8 получается более однородным, с меньшими примесями, устраняются дефекты сварного шва 8. Покрытие поверхности флюсом 6 и удаление части флюса 6 для получения более чистого сварного соединения более экономично и менее трудоемко. Изменение сварочного тока при изменении толщины толстостенной детали 1 дополнительно экономит время сварки и повышает качество получаемого сварного шва 8. Все перечисленные технические эффекты в совокупности решают задачу снижения трудоемкости и стоимости способа сварки при повышении прочности сварного шва замкового соединения двух деталей разной толщины.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа при изготовлении резервуаров и сосудов в авиационной, химической промышленности, машиностроении, автомобилестроении. Там, где в конструкции присутствуют элементы жесткости (шпангоуты) и присутствует необходимость соединения деталей разной толщины и переменной толщины и повышенные требования к геометрии изделия в целом и к качеству сварных швов в частности.
Рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании. Это показывает его работоспособность, и подтверждает промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
Способ предназначен для аргонодуговой сварки неплавящимся электродом деталей из алюминиевых и магниевых сплавов, одна из которых тонкостенная, другая толстостенная. На толстостенной детали выполнена канавка, одна сторона которой выше, чем другая. Ширина канавки составляет от 2,5 до 3, а глубина от 0,25 до 0,45 от толщины тонкостенной детали. На сопрягаемые поверхности деталей наносят слой очищающего флюса, который находится на поверхностях деталей от 1 до 10 минут. Затем с деталей удаляют флюс на 2/3 от толщины тонкостенной детали и устанавливают тонкостенную деталь до упора в более высокую стенку канавки на толстостенной детали. Расплавляют детали в зоне их стыка, освобожденной от флюса. При изменении толщины сечения толстостенной детали в процессе сварки ступенчато изменяют сварочный ток без прерывания процесса сварки. Сваривают детали не более чем через 8 часов с момента удаления флюса. Способ позволяет получить сварной шов более прочным и качественным. Снижается трудоемкость и стоимость замкового соединения двух деталей разной толщины. 2 з.п. ф-лы, 5 ил., 2 табл.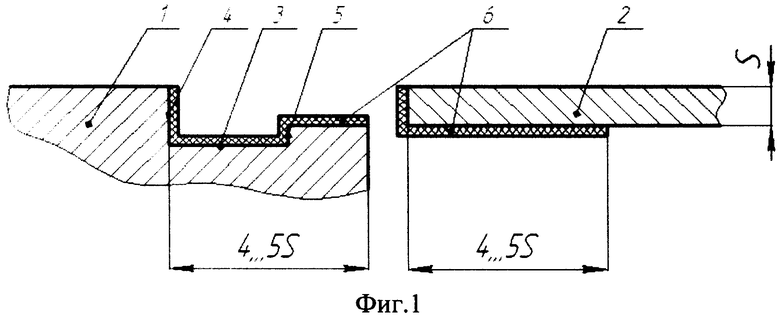
1. Способ аргонодуговой сварки неплавящимся электродом деталей из алюминиевых и магниевых сплавов, одна из которых тонкостенная, а другая толстостенная, включающий выполнение канавки на толстостенной детали и установку тонкостенной детали на толстостенную, отличающийся тем, что канавку выполняют с одной стенкой большей высоты, чем высота другой стенки, при этом ширина канавки составляет от 2,5 до 3,0 от толщины тонкостенной детали, а глубина канавки составляет от 0,25 до 0,45 от толщины тонкостенной детали, после выполнения канавки на сопрягаемые поверхности деталей наносят очищающий флюс на время от одной до десяти минут включительно, затем с сопрягаемых поверхностей деталей удаляют флюс на 2/3 от толщины тонкостенной детали, устанавливают тонкостенную деталь до упора в более высокую стенку канавки на толстостенной детали и расплавляют детали в зоне, освобожденной от флюса.
2. Способ аргонодуговой сварки по п.1, отличающийся тем, что при сварке толстостенной детали с переменной толщиной ступенчато изменяют сварочный ток при переходе к сечению другой толщины без прерывания процесса сварки.
3. Способ аргонодуговой сварки по п.1, отличающийся тем, что детали сваривают не более, чем через восемь часов с момента удаления флюса.
| Способ сварки труб их титана | 1976 |
|
SU596395A1 |
| Способ сварки | 1981 |
|
SU1030118A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2134628C1 |
| US 4434348 A, 28.02.1984 | |||
| US 2010001133 A1, 07.01.2010. | |||

