1
Изобретение относится к станкостроению, в частности к системам адаптивного управлеления станками.
Известно усфойство адаптивного управления станком для ретулирования двух параметров процесса резания, например глубины резания и продольной подачи.
Устройство содержит два канала управления, подключенные параллельно к одному датчику, контролирующему один из параметров продесса резания.
Однако известное устройство не обеспечивает возможности взаимодействия двух каналов управления, что сужает общий диапазон регулирования параметров.
Цель изобрете шя - расширение характеристики параметра срабатывания и обеспечение возможности взаимного влияния каналов.
Это достигается тем, что в предлагаемом устройстве фильтр первого канала настроен на пропус какие частоты составляющей внешних колебаний, фильтр второго - на пропускание частоты составляющей собственных колебаний станка, и между каналами введены перекрестные связи, причем первый канал оказьтает активное воздействие на второи, а последний имеет возможность только стопо-. рить первьш.
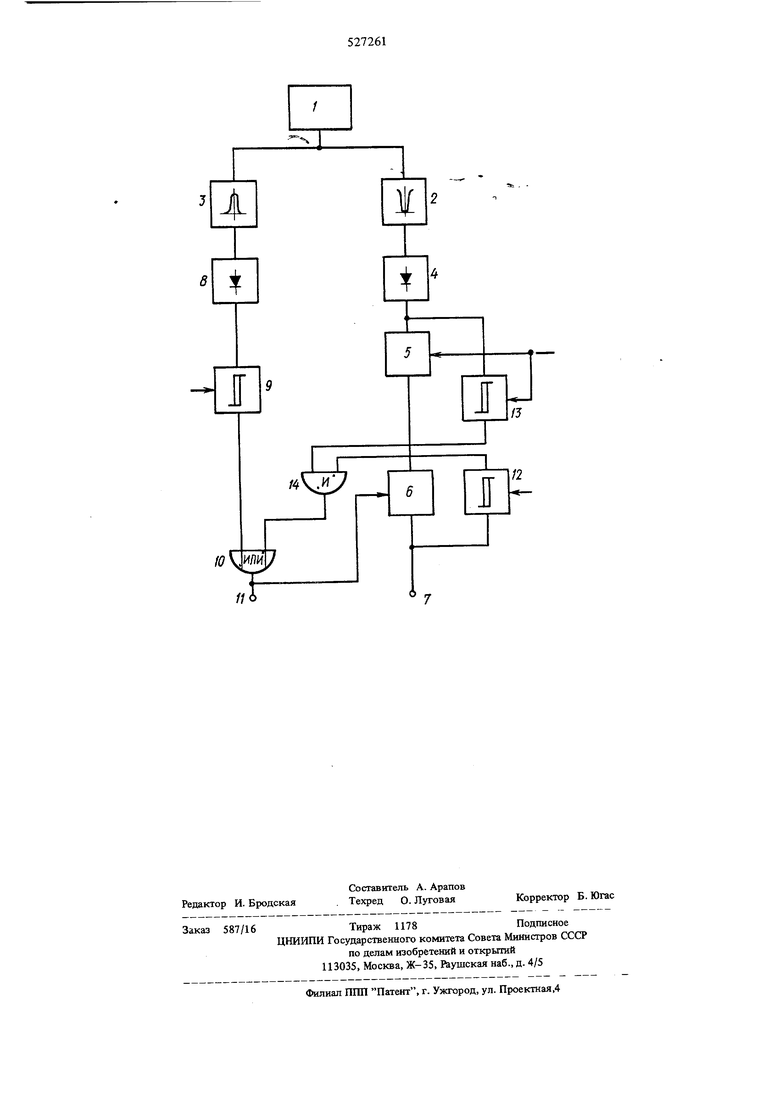
На чертеже приведена блок-схема предлагаемого устройства.
К вибрационному дагчику 1 параллельно подключены полоснозаграждающий фильтр 2 и полосовой фильтр 3. Выход полоснозаграждаюшего фильтра 2, через первый пиковьш детектор 4 и подключенный к нему сравнивающийся элемент 5 подключен к блоку 6 передачи сигнала, выход которого соединен с первым выходом схемы 7. К выходу полосового фильтра 3 последовательно подключен второй пиковьш детектор 8, первый пороговый вьпслючатель 9, а также логический элемент ИЛИ 10, выход которого соединен со вторым выходом схемы 11. Стопорный вход блока передачи сигнала 6 связан с выходом логического элемента 10. Второй пороговьш вьпслючатель 12 по входу соединен с выходом блока передачи сигнала 6, а третий пороговьш вьпслючатель 13 по входу со входом первого пикового детектора 4. Выходы второго выключателя 12 и третьего порогового выключателя 13 соединены с раздельными входами логического элемента И 14, выход которого связан со вторым входом логического элемента ИЛИ 10.
Устройство работает следующим образом. Датчик 1 измеряемых величин вьщает электрическое напряжение, которое характеризует ход колебательной характеристики маишны или станка. Выданное напряжение содержит внешние и собственные составляющие колебаний и характеризуется соответствующим частотным спектром, а также характеристикой результирующей амплитуды.
Частота составляющей внешних колебаний подвержена сильным колебаниям в зависимости от одновременно действующих параметров процесса обработки.
Составляющая собственных колебаний имеет постоянную частоту и при смене станка и числа оборотов подвержена лищь незначительным изменениям. Она определяется, в основном, лищь собственной частотой деталей станка. В соответствии с этим полосовой фильтр 3 рассчитан в зависимости от станка, для пропускания составляющей собственных колебаний, в то время как полоснозаграждающий фильтр 2 препятствует прохождению составляющих собственных колебаний. Отфильтрованные полоснозаграждающим фильтром 2 колебания представляют тем самым составляющую внещних колебаний. Сигнал пиковой величины на выходе первого пикового детектора 4 характеризует временную амплитудную характеристику составляющей внещних колебаний. Срав швающий элемент 5 является постояшым регулирующим элементом, который сравнивает пиковое значение сигнала с предварительно установленной заданной величиной. Вследствие этого, сигнал на выходе регулирующего элемента 5 постоянно изменяется и после прохождения блока 6 передачи сигнала подается на первьш выход схемы, который служит для подключения первого управляющего элемента первого параметра обработки. Обычно этим параметром является скорость подачи, так как между ней и амплитудой внепших колебаний существует линейная зависимость. Вместо скорости подачи может использоваться также скорость или глубина резания.
Сигнал пикового значения с выхода второго пикового детектора 8 характеризует временную амплитудную характеристику составляющей собственных колебаний. Первьш пороговьш выключатель 9 сравнивает эту амплитудную характеристику с предварительно установленной заданной величиной. Переходная характеристика первого порогового выключателя 9 должна з штывать, что амплитудная характеристика собственных колебаний имеет, в Зависимости от переменной скорости подачи или о
переменной глубины резания, место разрьта которое разделяет процесс резания на стабильный и нестабильный диапазон. После прохождения логического элемента ИЛИ 10, выходной сигнал первого порогового выключателя попадает на второй выход схемы 11, который предназначен для подключения второго управляющего элемента для второго параметра обработки. Если скорость подачи используется в качестве первого параметра обработки, в качестве второго параметра обработки употребляется, главным образом, глубина резания. Используется также щирина зажима заготовки.
Подключение блока 6 передачи сигнала ко второму выходу схемы 11 служит для того, чтобы
зафиксировать выходной сигнал блока 6, появляющийся в момент срабатьтания второго управляющего элемента для второго параметра обработки, и на это время предотвратить дальнейшее изменение первого параметра обработки.
Заданное значение, приложенное ко второму
пороговому выключателю 12, определяет нижнюю выбранную границу скорости подачи. Когда в ходе предусмотренного уменьщения нежелательных внешних колебаний достигается эта нижняя граница
скорости подачи, второй пороговый выключатель 12 вьщает сигнал 1. Если амплитуда внешних колебаний при этом все еще имеет превыщающую величину, то третий пороговьш выключатель 13 также вьщает сигнал 1, включается логический элемент И 14, и через логический э.пемент ИЛИ 10 подается сигнал 1 на второй выход схемы 11. Тем самым можно активизировать второй управляющий элемент второго парметра обработки тогда, когда амплитуда собственных колебаний находится в пределах заданного значения.
Формула изобретения
Устройство адаптивного управления двумя
параметрами процесса резания станка, включающее вибрационнъш датчик и подсоединенные к нему параллельно два канала управления содержащие фильтр и элемент сравнения, отличающееся
тем, что, с целью расширения характеристики параметра срабатьтания и обеспечения возможности взаимного влияния каналов, фильтр первого канала настроен на пропускание частоты составляющей внешних колебаний, фильтр второго - на пропускание частоты составляющей собственньж колебаний станка, и между каналами введены перекрестною связи, причем первый канал оказьшает активное воздействие на второй, а последний имеет возможность только стопорить первьш.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Устройство для управления металлорежущими станками | 1985 |
|
SU1298046A1 |
| Устройство для определения распределений вероятностей параметров случайного процесса | 1983 |
|
SU1138811A2 |
| Устройство для определения распределений вероятностей параметров импульсных сигналов | 1983 |
|
SU1111183A1 |
| УСТРОЙСТВО ПОВЫШЕНИЯ ПОМЕХОЗАЩИЩЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2006 |
|
RU2371716C2 |
| СПОСОБ ВЫДЕЛЕНИЯ КОМАНД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212761C2 |
| Устройство для определения момента затупления режущего инструмента | 1986 |
|
SU1471114A1 |
| Способ определения износа режущего инструмента | 1988 |
|
SU1714458A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
| Устройство для контроля многоканальной линии связи | 1985 |
|
SU1241498A2 |