Изобретение относится к управлению металлорежущими станками и может быть использовано для регулирования температурно-силовых параметров процесса резания на токарных, фрезерных шлифовальных и других типах металлорежущих станков.
Целью изобретения является повышение точности регулирования за счет уменьшения влияния колебаний нагрузки на систему регулирования.
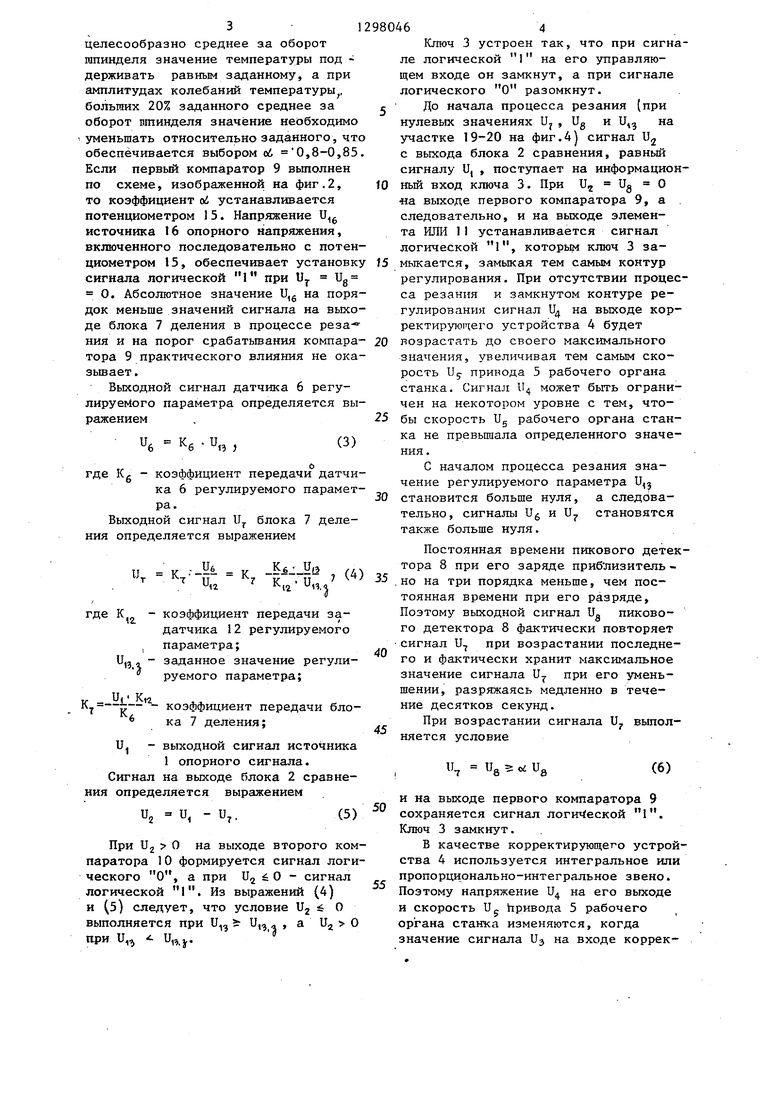
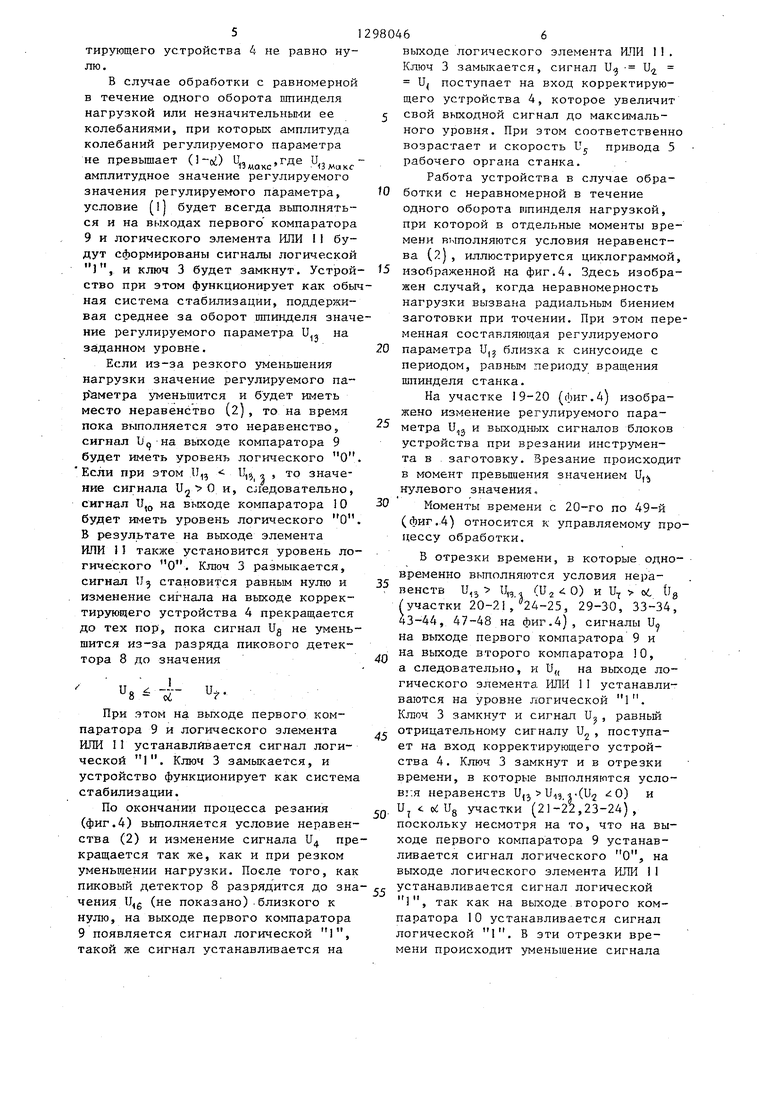
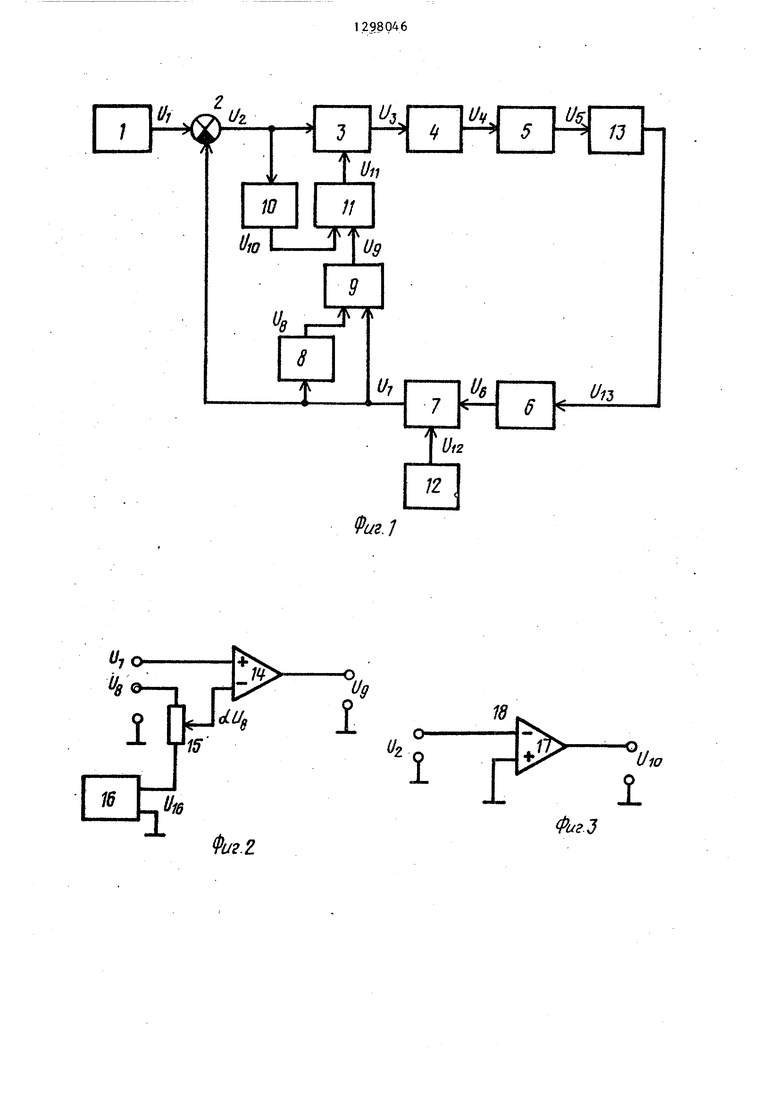
На фиг.1 изображена блок-схема устройства; на фиг.2 - электрическая схема первого компаратора; на фиг.З- электрическая схема второго компаратора; на фиг.4 - циклограмма работы устройства при обработке с переменной в течение одного оборота шпинделя нагрузкой.
Устройство для управления металлорежущими станками содержит источник 1 опорного сигнала, блок 2 сравнения ключ 3, корректирующее устройство 4, привод 5 рабочего органа сигнала, датчик 6 регулируемого параметра, блок 7 деления, пиковый детектор 8, первьй компаратор 9, второй компаратор 10, логический элемент ИЛИ 11, и задатчик 12 регулируемого параметра, причем источник I опорного сигнала, блок 2 сравнения, ключ 3, корректирующее устройство 4 и привод 5 рабочего .органа станка соединены последовательно, выход привода 5 рабочего органа станка соединен с входом объекта 13 управления, с выходом которого соединен вход датчика 6 регулируемого параметра, последовательно соединенный с блоком 7 деления, второй вход которого соединен с. выходом задатчика 1 2 регулируемого параметра, а выход - с вторым входом блока 2 сравнения, первым входом компаратора 9 и входом пикового детектора 8, выход которого соединен с вторым входом первого компаратора 9. Выход блока 2 сравнения соединен с входом второго компаратора 10, выход которого соединен с первым входом логического элемента ИЛИ 11, второй вход которого соединен выходом первого компаратора 9, а выход - с управляющим входом ключа 3.
Первый и второй компараторы 9 и 10 могут быть выполнены, например, на основе серийных микроинтегральных компараторов.
О
5
0
5
0
5
0
5
0
5
Схема первого компаратора 9 (фиг.2) вьтолнена на основе микроинтегрального компаратора 14 и содержит входной делитель напряжения Ug, вьтолненный на базе потенциометра 15 и включенного последовательно с потенциометром 15 источника 16 опорного на- пряжения, служащего для обеспечения установки сигнала логической 1 при нулевых сигналах на входах первого компаратора 9 О т 8 Выход микроинтегрального компаратора 14, являющийся выходом компаратора 9, соеди- ней с первым входом логического элемента ИЛИ 11.
Схема второго компаратора 10 (фиг.З) вьтолнена на основе микроинтегрального компаратора 17, инвертирующий вход 18 которого соединен с выходом блока 2 сравнения, неинвертирующий вход - с общей точкой схемы, а вьтход - с вторым входом логического элемента ИЛИ 11.
Устройство работает следующим образом.
Во время холостого хода металлорежущего станка процесс резания отсутствует и значение U, регулируемого параметра, а следовательно, и выходные сигналы Ug, и Ug соответственно датчика 6 регулируемого параметра, блока 7 деления и пикового детектора 8 равны нулю.
Компаратор 9 настроен таким образом, что сигнал на его выходе при- нимает значение логической 1 в случае, когда
V SiUg ,(1)
и сигнал логического О, когда
.,(2)
где oi i 1 - коэффициент передачи , делителя напряжения на втором входе компаратора 9.
При регулировании силовых параметров процесса резания оптимальное чачение ci, 0,95, при этом погрешность стабилизации максимального за оборот значения си.пового параметра в установившемся режиме не превышает 2,5% при любой возможной на практике форме изменения нагрузки, например, вследствие колебания припуска за время одного оборота шпинделя. При регулировании температуры резания и неболычих амплитудах ее колебания (меньших 10-20% заданного значения)
целесообразно среднее аа оборот шпинделя значение температуры под - держивать равным заданному, а при амплитудах колебаний температуры, больших 20% заданного среднее за оборот итинделя значение необходимо уменьшать относительно заданного, что обеспечивается выбором of, 0,8-0,85. Если первый компаратор 9 вьтолнен по схеме, изображенной на фиг.2, то коэффициент oi устанавливается потенциометром 15. Напряжение U источника 16 опорного напряжения, включенного последовательно с потенциометром 15, обеспечивает установку сигнала логической 1 при U Ug О. Абсолютное значение U,g на порядок меньше значений сигнала на выходе блока 7 деления в процессе реза- - ния и на порог срабатьшания компаратора 9 практического влияния не ока- зьшает.
Выходной сигнал датчика 6 регулируемого параметра определяется выражением
б Kg . и„ ,
(3)
Kg - коэффициент передачи датчика 6 регулируемого параметра.
ыходной сигнал U блока 7 делеопределяется выражением
тт - V Л - V с/, т - и 7 . ) ()
LJ,J
к,-и
«.:
К - коэффициент передачи за- датчика 12 регулируемого I параметра;
и,,. - заданное значение регули- ° руемого параметра;
I , ТГ
коэффициент передачи блоK-i -,
ка / деления;
и - выходной сигнал источника
1 опорного сигнала. игнал на выходе блока 2 сравнеопределяется выражением
(5)
и„
и, - и,.
При Uj О на выходе второго ком паратора 10 формируется сигнал логи ческого О, а при Пд О - сигнал логической . Из выражений (4) и (З) следует, что условие U2 i О выполняется при U «э.ц при и,, Uaj.
а Uj О
Ключ 3 устроен так, что при сигнале логической 1 на его управляющем входе он замкнут, а при сигнале логического О разомкнут. г До начала процесса резания (при нулевых значениях U, Ug и U, на участке 19-20 на фиг.4) сигнал Uj с выхода блока 2 сравнения, равный сигналу и, , поступает на информацион0 ный вход ключа 3. При U, Ug О «а выходе первого компаратора 9, а . следовательно, и на выходе элемента ИЛИ 11 устанавливается сигнал логической 1, которьм ключ 3 за5 мыкается, замыкая тем самым контур регулирования. При отсутствии процесса резания и замкнутом контуре регулирования сигнал и на выходе корректирующего устройства 4 будет
0 возрастать до своего максимального значения, увеличивая тем самым скорость Uj- привода 5 рабочего органа станка. Сигнал U может быть ограничен на некотором уровне с тем, что-
5 бы скорость Ug рабочего органа станка не превышала определенного значения.
С началом процесса резания значение регулируемого параметра U,j
0 становится больше нуля, а следовательно, сигналы Ug и Uy становятся также больше нуля.
Постоянная времени пикового детектора 8 при его заряде приб лизитель 5
0
5
.но на три порядка меньше, чем постоянная времени при его разряде. Поэтому выходной сигнал Ug пикового детектора 8 фактически повторяет
сигнал и при возрастании последнего и фактически хранит максимальное значение сигнала U при его уменьшении, разряжаясь медленно в течение десятков секунд.
При возрастании сигнала U., вьтол- няется условие
и Ug е ог Ug
(6)
5
и на выходе первого компаратора 9 сохраняется сигнал логи еской 1. Ключ 3 замкнут.
В качестве корректирующего устройства 4 используется интегральное или пропорционально-интегральное звено. Поэтому напряжение U на его выходе и скорость Uj Ьривода 5 рабочего органа станка изменяются, когда значение сигнала Uj на входе корректирующего устройства k не равно нулю,
В случае обработки с равномерной в течение одного оборота шпинделя нагрузкой или незначительньми ее колебаниями, при которых амплитуда колебаний регулируемого параметра не превышает (-oi) Ц,,где амплитудное значение регулируемого значения регулируем ого параметра, условие (ij будет всегда вьшолнять- ся и на выходах первого компаратора 9 и логического элемента ИЛИ 1 будут сформированы сигналы логической ), и ключ 3 будет замкнут. Устройство при этом функционирует как обычная система стабилизации, поддерживая среднее за оборот шпинделя значение регулируемого параметра на заданном уровне.
Если из-за резкого 5 меньшения нагрузки значение регулируемого па- р аметра уменьшится и будет иметь место неравенство (2), то на время пока выполняется это неравенство, сигнал U(j на выходе компаратора 9 будет иметь уровень логического О. Если при этом ,11, и, , то значение сигнала и, следовательно, сигнал и,о на выходе компаратора 10 будет иметь уровень логического О.
8результате на выходе элемента
ИЛИ 11 также установится уровень логического О, Ключ 3 размыкается, сигнал и5 становится равным нулю и изменение сигнала на выходе корректирующего устройства 4 прекращается до тех пор, пока сигнал Ug не уменьшится из-за разряда пикового детектора 8 до значения
гПри этом на выходе первого компаратора 9 и логического элемента ИЛИ I1 устанавливается сигнал логической I. Ключ 3 замыкается, и устройство функционирует как система стабилизации.
По окончании процесса резания (фиг.4) выполняется условие неравенства (2) и изменение сигнала U прекращается так же, как и при резком уменьшении нагрузки. После того, как пиковый детектор 8 разрядится до значения U,g (не показано) близкого к нулю, на выходе первого компаратора
9появляется сигнал логической 1, такой же сигнал устанавливается на
выходе логического элемента ИЛИ 1, Ключ 3 замыкается, сигнал U U U поступает на вход корректирующего устройства 4, которое увеличит свой выходной сигнал до максимального уровня. При этом соответственно возрастает и скорость U привода 5 рабочего органа станка.
Работа устройства в случае обраO ботки с неравномерной в течение одного оборота шпинделя нагрузкой, при которой в отдельные моменты времени выполняются условия неравенства (-) , иллюстрируется циклограммой,
5 изображенной на фиг.4. Здесь изображен случай, когда неравномерность нагрузки вызвана радиальным биением заготовки при точении. При этом переменная составляющая регулируемого
0 параметра U,j близка к синусоиде с периодом, равным периоду вращения шпинделя станка.
На участке 19-20 (фиг.А) изображено изменение регулируемого пара метра и,2 и выходшзпс сигнгшов блоков устройства при врезании инструмента в , заготовку. Врезание происходит в момент превьшения значением U, нулевого значения,
0 Моменты времени с 20-го по 49-й (фиг..4) относится к управляемому процессу обработки.
В отрезки времени, в которые одновременно выполняются условия неравенств и,5 Ц (U 0) к Щ ц{ llg ( участки 20-21 , 24-25, 29-30, 33-34, чЗ-44, 47-48 на фиг.4), сигналы Uo на выходе первого компаратора 9 и
„ на выходе второго компаратора 10, а следовательно, и U,, на вькоде логического элемента ИЛИ 11 устанавливаются на уровне логической 1. Ключ 3 замкнут и сигнал U, равньй
г отрицательному сигналу U, поступает на вход корректирующего устройства 4. Ключ 3 замкнут и в отрезки времени, в которые выполняются усло- вгя неравенств U,,, U, j-CU « О) и Q. Uj (х; Ug участки (21-22,23-24),
поскольку несмотря на то, что на выходе первого компаратора 9 устанавливается сигнал логического О, на выходе логического элемента ИЛИ 11 устанавливается сигнал логической
5
5
1, так как на выходе второго компаратора 10 устанавливается сигнал логической 1. В эти отрезки времени происходит уменьшение сигнала
U и, следовательно, скорости Uj. привода 5 рабочего органа станка и значения регулируемого параметра.
В отрезки времени, в которые одновременно выполняются условия и,5 - и,э г (Uj 0) и Uy -oi Ug (участки 22-23, 25-26, 27-28, 31-32, 35-36 37-38, 39-40, 41-42, 45-4б , 48-49 на фиг.4), на выходах компараторов 9 и 10, а также на выходе логического элемента ИЛИ 11 устанавливаются сигналы логического О, ключ 3 разомкнут и изменений сигнала ид на выходе корректирующего устройства 4 в эти отрезки времени не происходит. В отрезки времени, в которые одновременно выполняются условия неравенств и
13
и,
1,
. (и 0)
9ft-9
И и г oi Т с
(участки 19-20, 26-27, 36-37, 38-39 40-41 и правее точки 49 на фиг.4)з несмотря на то, что сигнал на выходе компаратора 10 установлен на уровне логического О, сигнал UK на выходе логического
новлен на уровне логической
элемента уста II
5
так как на таком же уровне установлен сигнал UQ на выходе компаратора 9. Ключ 3 разомкнут и сигнал Ц, равный положительному сигналу 1 , поступает на вход корректирующего устройства 4, которое увеличивает свой выходной сигнал 11 до максимального уровня. При этом соответственно возрастает и скорость U привода .5 рабочего органа станка.
Алгоритм работы устройства сво- дится к тому, чтобы в установившемся режиме среднее за оборот шпинделя значение сигнала на входе корректирующего устройства было равно 0.
При этоМз если значение коэффициента,oi. близко к I, то в установившемся режш-1е максимальное за оборот шпинделя значение регулируемого параметра будет стремиться к заданному (и, дддир и,5.- ) . Поэтому при регулировании силовых параметров, когда необходимо максимальное за оборот шпинделя значение регулируемого параметра поддерживать равным заданному, оптимальное значение ,95.
При регулировании температуры резания и колебаниях нагрузки в течение одного оборота шпинделя, при ко- торых амплитуда колебаний температу- ры. резания не превьшает 20% ее
0
5
0
5
0
5
0
амплитудного значения, среднее за оборот шпинделя значение температуры необходимо поддерживать равным заданному.- Если же амплитуда колебаний температуры превьшгает 20% амплитудного значения, то среднее за оборот шпинделя значение температуры необходимо -уменьшить относительно заданного. Это обеспечивается, если коэффициент о 0,8-0,85. В случае обработки с прямоугольной - формой изменения нагрузки в течение одного оборота шпинделя (например, прерывистое резание) устройство в соответствии с приведенным описанием его работы будет стабилизировать максимальное за оборот шпмнделя значение регулируе ;ого параметра на заданном уропне пря любом отношении времени резпння к-времени одного оборота цлтинделя.
Формула изобретения
Устройство для управления металлорежущими стайками, содержащее источнт-ж опорного сигнала, соединенный с блоком сравнения, задатчик регулируемого параметра, последовательно соединенные датчик регулируемого параметра, блок деления, подключенный к блоку сравнения, и последовательно соедкнент11е корректирующее устройство и пртзод рабочего органа станка, причем выход задат- чика регулируемого параметра соединен с вторым входом блока деления,- отли-чающееся тем, что, с целью повышения точности регулирования, в него введены ключ, первый н второй компараторы, логический элемент РШИ и пиковый детектор, причем вход пикового детектора и первьй вход первого компаратора сое- -динены с выходом блока деления, выход пикового детектора соединен с вторым входом первого компаратора, первый вход логического элемента ИЛИ соединен с выходом первого компаратора, второй вход - с выходом второго компаратора, а выход - с управляющим входом ключа, вход второго компаратора и информационный вход ключа соединены с выходом блока сравнения, а выход ключа - с входом корректирующего устройстйа.
Фа.г
13
%
.
«7:
и,
.--.Ух/х/х
.. /
1|{Й4ЙЙ-Нтт
I
lUuJiJiiiUL
-i
111U-JUU20 22 2 :,26 2S 30323 J6 373833W1 3 5 HI 21 23 25 21ZSJI JJ3542 8
Фиг
Составитель В.Алексеенко Редактор С.Пекарь Техред Н.Глущенко Корректор С.Шекмар
Заказ 851/16 Тираж 787Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
111U-JUU33W1 3 5 HI 42 8
43

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления металлорежущими станками | 1987 |
|
SU1465259A1 |
| Устройство для управления металлорежущим станком | 1981 |
|
SU993205A1 |
| Экстремальный регулятор режима обработки на металлорежущих станках | 1980 |
|
SU1015338A1 |
| Устройство программного управления металлорежущими станками | 1985 |
|
SU1259215A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для измерения коэффициента нелинейности пилообразного напряжения | 1981 |
|
SU978077A1 |
| Устройство для регулирования силовых параметров и рабочей подачи процесса резания | 1985 |
|
SU1270744A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Устройство для управления вращением шпинделя балансировочного станка | 1988 |
|
SU1610339A1 |
| Следящая система | 1984 |
|
SU1216773A1 |
Изобретение касается управления металлорежущими станками. Цель изобретения - повыиение точности регули рования. Устройство содержит цепь регулирования силового параметра процесса резания и дополнительную цепь регулирования, обеспечивающую уменьшение колебаний регулируемого параметра вследствие кратковременных уменьшений нагрузки на режущий инструмент при обработке, например, прерывистых поверхностей. 4 ил. СЛ С
| Система адаптивного управления металлорежущих станков | 1974 |
|
SU511185A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
