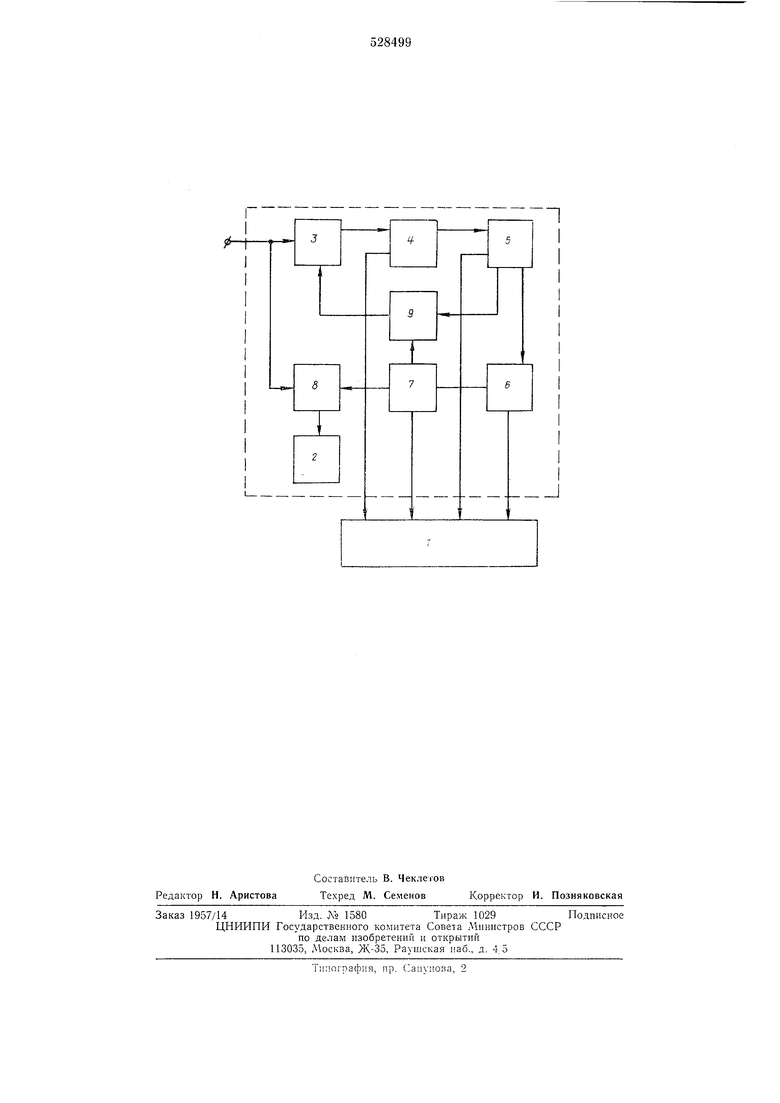
тематической сигнализации дефектов. Запускается генератор 4 остановки перемещения контролируемого листа. Длительность импульса генератора 4 выбирается в зависимости от инерционности механизма перемещения проката равной, например 1--3 сек. Контролируемый лист останавливается. Задний фронт и.мпульса генератора 4 залускает генератор 5 обратного хода, длительность импульса которого выбирается в зависимости от скорости перемещения контролируемого листа и может быть равной, например, 2-3 сек. Происходит перемещение контролируемого проката назад.
После этого задним фронтом импульса генератора 5 запускается генератор 6 остановки, длительность импульса которого может быть, например, равной длительности импульса генератора 4 остановки, т. е. 1-3 сек. Контролируемый лист проката останавливается, а затем с помощью генератора 7 прямого хода, который запускается генератором 6, начинает повторное движение вперед.
Если при этом на вход блока зправления вновь поступит имлульс с выхода блока автоматической сигнализации дефектов, данный импульс через каскад 8, который открывается только на время работы генератора 7 прямого хода, запускает блок измерения 2. Срабатывание блока измерения 2 вызывает повторную регистрацию (подтверждение) наличия дефекта без остановки процесса контроля.
Для исключения возможности повторения данного цикла при поступлении и мпульсов на вход блока управления в процессе работы генератора 5 обратного хода и генератора 7 прямого хода ключевой каскад 3 открывается
только при отсзтствии импульсов на выходах данных генераторов через схему ИЛИ 9.
Использование электронного блока управления электрическим приводом мехаиизма перемещения проката позволяет устранить субъективный фактор участия оператора в процессе подтверждения факта наличия дефекта. В результате этого повыщаются надежность и производительность контроля.
Формула изобретения
Устройство для ультразвукового автоматического контроля проката, например листового, содержащее локальные иммерсионные ванны с размещенными в них ультразвуковыми искателями, стаяину, размещенные на ней механизмы для крепления и перемещения проката с электрическим приводом, блок измерения и подключенный к нему блок автоматической сигнализации дефектов, отличающееся тем, что, с целью повыщення надежности и производительности контроля, оно снабжено электронным блоком управления
электрическим приводом механизма перемещения проката, вход которого соединен с выходом блока автоматический сигнализации дефектов, выход - с электрическим приводом механизма перемещения проката, а электрический привод выполнен реверсивным.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство № 321754, М. Кл.2 G 01N 29/04, 18.08.70.
2.Авторское свидетельство N° 274465, М. Кл.2 G ОШ 29/04, 16.07.68 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической сигнализации дефектов | 1983 |
|
SU1155934A1 |
| Устройство для ультразвукового контроля | 1982 |
|
SU1097935A1 |
| Способ ультразвукового контроля изделий и устройство для его осуществления | 1990 |
|
SU1727050A1 |
| Ультрозвуковая установка для обнаружения дефектов в утолщенной и резьбовой части бурильной трубы | 1974 |
|
SU532047A1 |
| Ультразвуковой импульсный многоканальный дефектоскоп | 1972 |
|
SU441853A1 |
| Система для автоматической дефектометрии | 1983 |
|
SU1190253A1 |
| Устройство для тревожной сигнализации | 1975 |
|
SU571821A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2044314C1 |
| Ультразвуковой дефектоскоп для автоматического контроля сварных швов | 1980 |
|
SU1472816A1 |
| Автоматический сигнализатор дефектов для ультразвуковых дефектоскопов | 1982 |
|
SU1113734A1 |