В основном авторском свидетельстве №31757 описан способ получения отечественной шелковки, преимущественно для использования в производстве восковки и ротаторной пленки также для миканитовых лент, употребляемых электропромышленностью, как изоляция.
При изготовлении же таких изделий, как гардины, абажуры ламповые, скатерти, калька и пр. требуется шелковка более толстая, которая не может быть получена по вышеупомянутому способу, основанному на применении одной кардочесальной машины, способной выпускать прочес определенной плотности.
Для получения шелковки большей плотности необходимо применение, агрегата из двух или трех и более кардочесальных машин, действующих синхронно, прочес которых соединяется в одно полотно ("ватку"), которое в дальнейшем проклеивается, просушивается и каландрируется способами, описанными в основном авторском свидетельстве №31757.
Устройство такого агрегата может быть осуществлено путем установки кардочесальных машин одна над другой (вертикальная установка) или последовательно одна за другой (горизонтальная установка) или же комбинированной горизонтально-вертикальной установкой кардочесальных машин.
В каждом из этих вариантов прочес, получаемый с кардмашин, соединяется в одно полотно и подводится к клейному аппарату соответствующими приспособлениями.
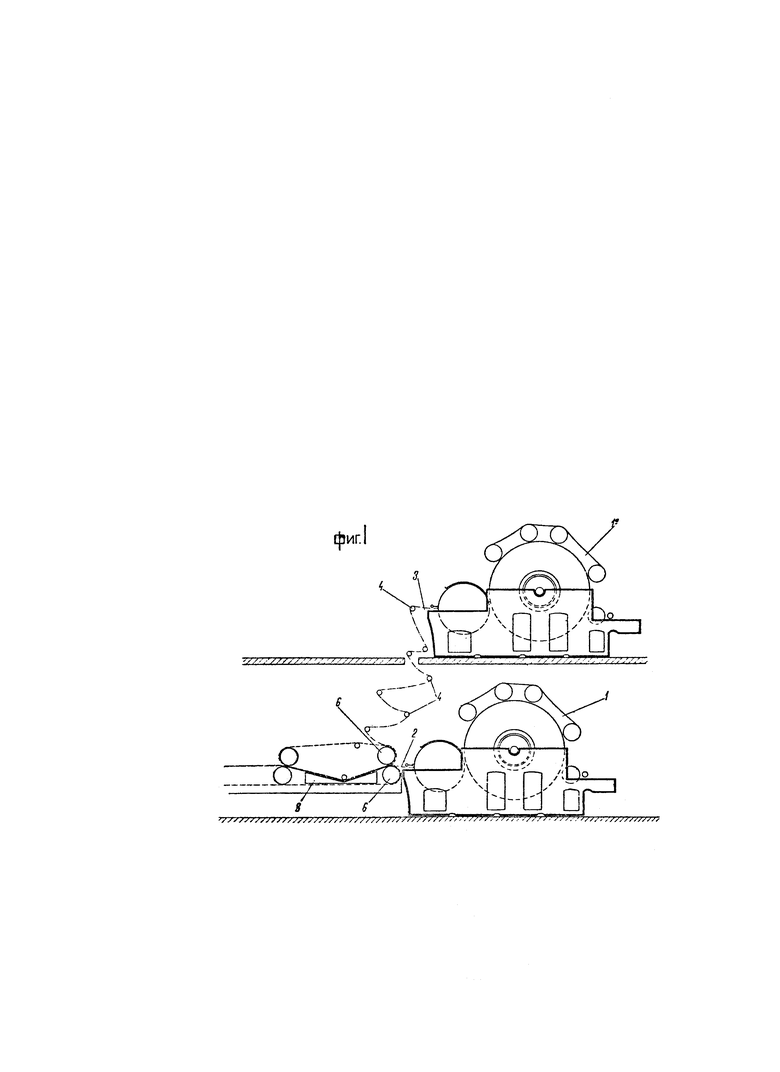
На фиг. 1 показана вертикальная установка для получения прочеса большой плотности: 1 нижняя кардмашина, 1а - верхняя кардмашина. Прочес 3 верхней кардмашины направляется при помощи регистровых валиков 4 вниз и, соединяясь с прочесом 2 нижней кардмашины, образует общий прочес, заправляемый между двумя движущимися сетками 5 в клеевую ванну 8 для проклейки. При дальнейшем своем движении проклееный прочес отжимается от излишков клеевого раствора, просушивается и каландрируется известными в технике способами; в результате получается полотно, представляющее собой нечто среднее между бумагой и тонкой тканью, вполне пригодное для выработки всевозможных изделий, указанных выше.
Регистровые валики 4-4 устанавливаются для того, чтобы прочес, проходящий на большом расстоянии от верхней кардмашины к клеевой ванне, не разрывался и не растягивался.
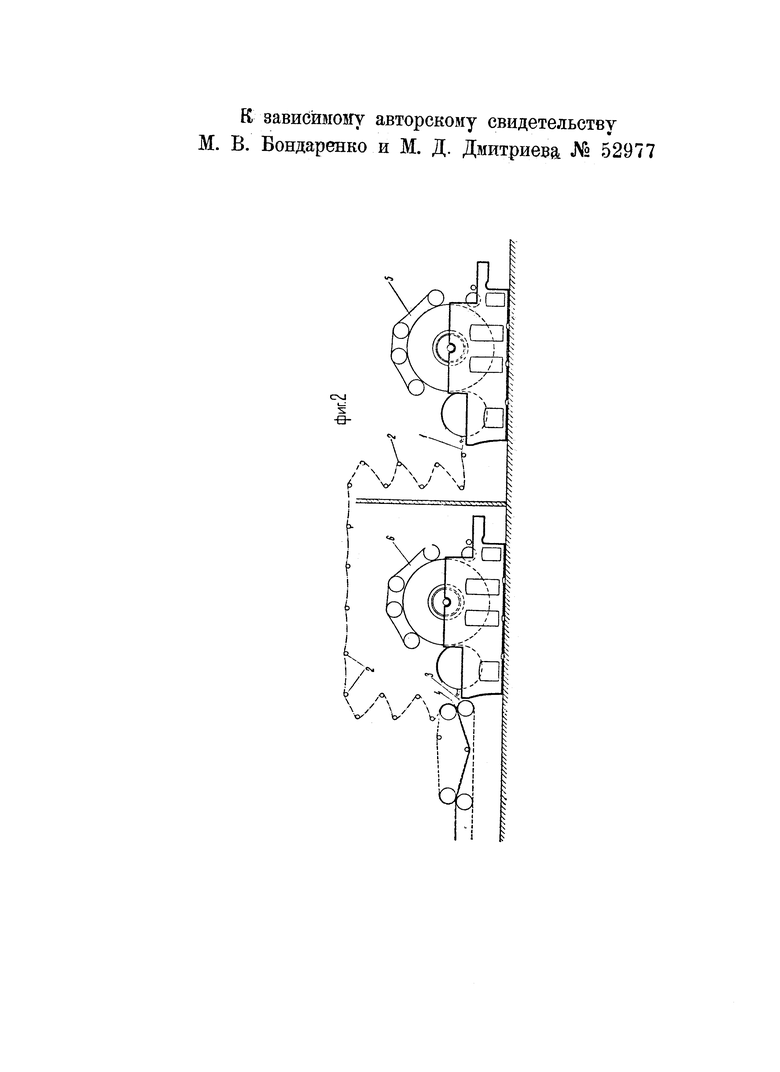
На фиг. 2 показана горизонтальная установка, где прочес 1 от задней кардмашины 5 направляется для соединения с прочесом 3 передней кардмашины 6 при помощи, регистровых валиков 2-2 и, образуя общий (двойной) прочес, заправляется в клеевую ванну 4 и дальше, как указано в предыдущем варианте.
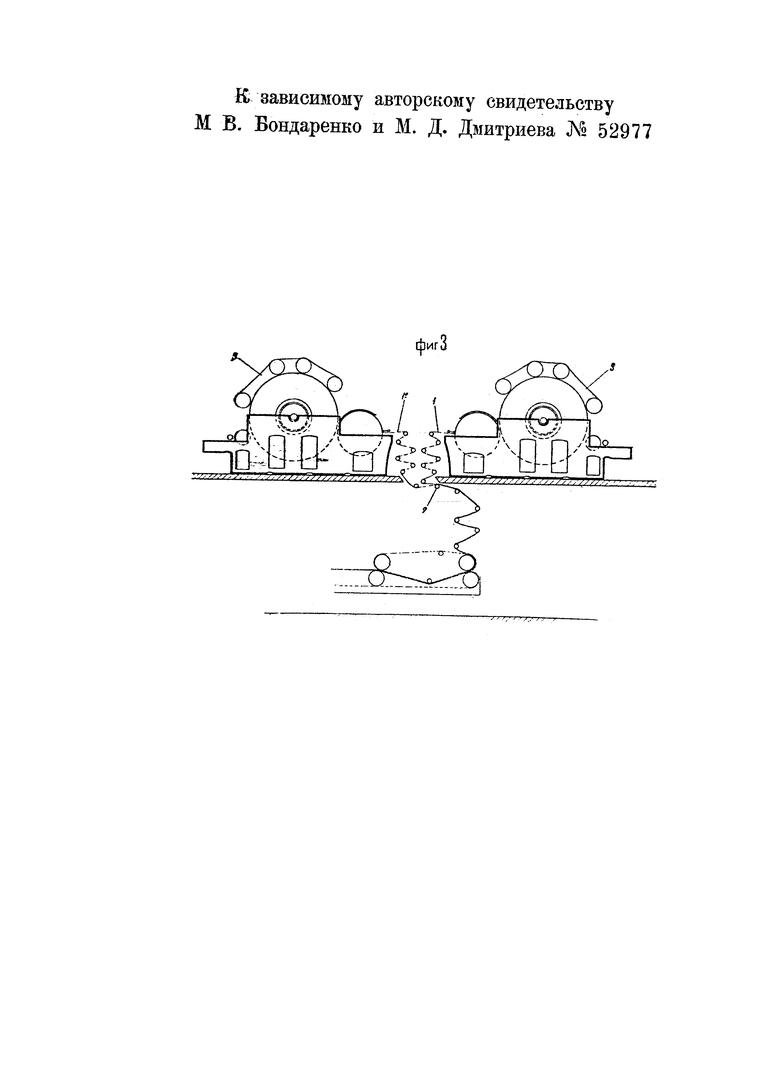
На фиг. 3 показана встречная установка, где прочес 1-1а от каждой кардмашины 3-3 соединяется на регистровом валике 2 и дальше, при помощи таких же валиков, подводится к клеевой ванне 2 для проклейки и дальнейшей обработки, как указано в первом варианте.
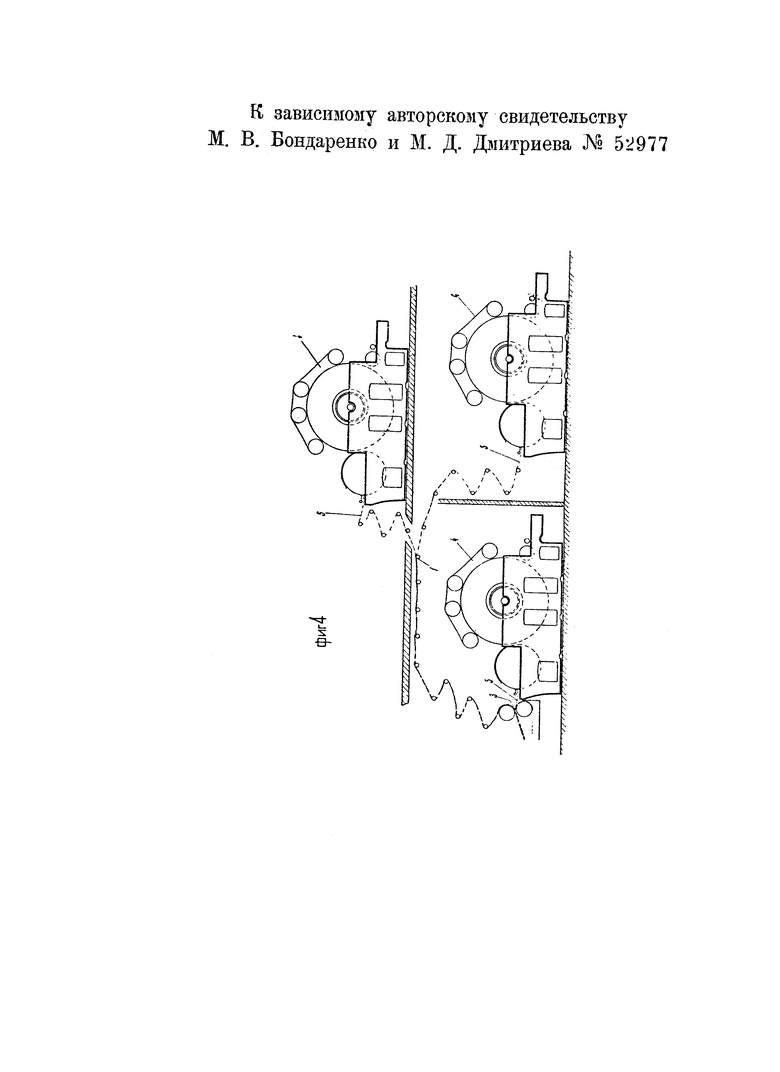
На фиг. 4 показана комбинированная установка, где прочес 5-5-5 от трех кардмашин 4-4 направляется при помощи регистровых валов 5-5, соединяясь вместе на валу 1, образует общий прочес 3, который и заправляется в клеевую ванну 6 для проклейки и дальше, как указано в первом варианте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения длинноволокнистой бумаги | 1938 |
|
SU58215A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ДЛИННОВОЛОКНИСТОЙ БУМАГИ | 1943 |
|
SU64942A1 |
| Способ получения картона | 1938 |
|
SU54781A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ТИПА ЯПОНСКОЙ | 1933 |
|
SU41331A1 |
| Устройство для получения японской бумаги | 1935 |
|
SU44784A1 |
| Способ изготовления бумаги-шелковки типа японской | 1939 |
|
SU61297A1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ | 1972 |
|
SU359332A1 |
| СПОСОБ ПРОИЗВОДСТВА МАТЕРИАЛА ГЕОТЕКСТИЛЬНОГО | 2022 |
|
RU2815026C2 |
| Способ изготовления японской бумаги "шелковки" | 1931 |
|
SU31757A1 |
1. Видоизменение способа изготовления бумаги шелковки типа японской, согласно авторскому свидетельству №31757, отличающееся тем, что, в целях достижения большей плотности и улучшения просвета бумажного полотна, на проклейку, прессовку и сушку подают одновременно прочес от двух или нескольких синхронно работающих кардочесальных машин.
2. Прием выполнения способа по п. 1, отличающийся применением двух и более кардочесальных машин, расположенных либо одна на другой (фиг. 1), либо последовательно одна задругой (фиг. 2), либо противоточно (фиг. 3), либо (от трех машин) комбинированно (фиг. 4).
