Изобретение относится к магнитным измерениям, в частности к определению магнитной текстуры цилиндрических магнитов в диаметральном направлении с последующей механической обработкой на магните элемента, позволяющего точно зафиксировать магнитную текстуру магнита при установке его в магнитную систему.
Известно устройство для определения магнитной текстуры, в котором полюса электромагнита выполнены разнополярными и снабжены четырьмя измерительными катущками, включенными диагонально последовательно согласно, а обе пары катущек соединены последовательно встречно, разностный сигнал через усилитель управляет реверсивным двигателем, на валу которого установлен ориентируемый магнит 1.
Однако точность и производительность определения направления магнитной текстуры этого устройства недостаточно высокие.
Цель изобретения - повышение точности и производительности определения направления магнитной текстуры.
Это достигается тем, что в устройстве для определения магнитной текстуры цилиндрических магнитов в диаметральном направлении, содержащем электромагнит, в зазоре которого расположены ориентируемые магниты, последние установлены с возможностью фиксации посредством зажимного винта в пазу прямоугольного стержня, продольная ось которого параллельна полюсам электромагнита, причем стержень помещен в масляную ванну, закрепленную на вибростоле.
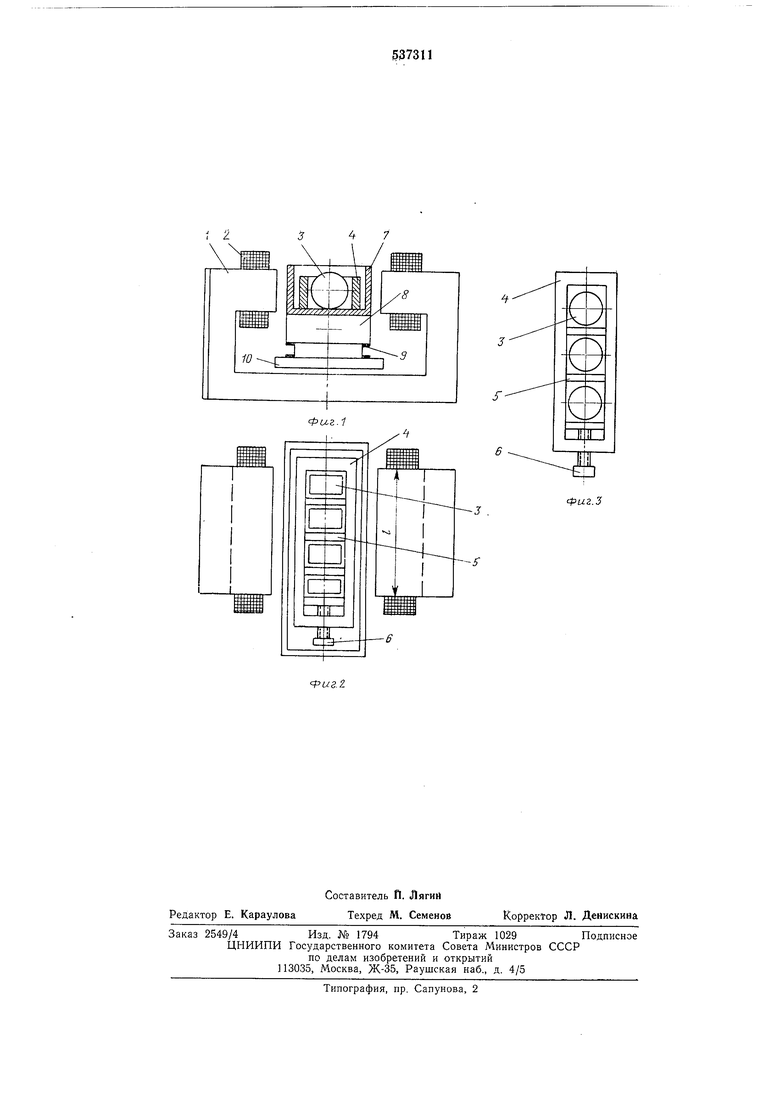
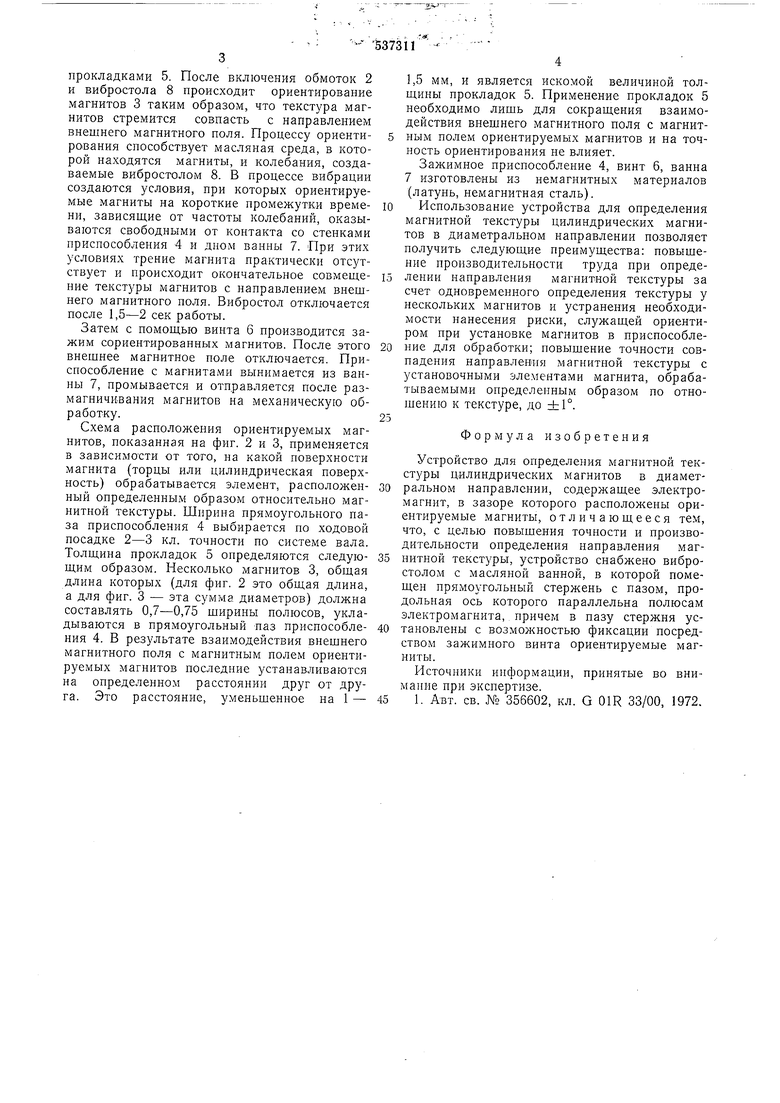
На фиг. 1 и 2 представлено предлагаемое устройство в двух проекциях с горизонтальным расположением осей ориеитируемых цилиндрических магнитов; па фиг. 3 - часть
устройства с вертикальным расположением осей ориентируемых магнитов.
Устройство содержит электромагнит, состоящий из магнитопровода 1, на котором размещены обмотки 2 возбуждения. Ориентируемые цилиндрические магниты 3 помещаются в прямоугольном пазу зажимного приспособления 4 между свободно перемещающимися вдоль паза прокладками 5. Зажим магнитов 3 в приспособлении 4 после ориентирования производится винтом 6. Приспособление 4 с магнитом 3 установлено и зафиксировано в ванне 7, заполненной вязкой жидкостью. Ванна 7 с приспособлением 4 и магнитом 3 установлена на вибростоле 8, который с помощью пластинчатых пружин 9 соединен с неподвижной плитой 10. Устройство работает следующим образом. Магниты 3 укладываются в прямоугольный паз зафиксированного в ватгпе 7 приспособлеПИЯ 4 между свободно перемещающимися
прокладками 5. После включения обмоток 2 и вибростола 8 происходит ориентирование магнитов 3 таким образом, что текстура магнитов стремится совпасть с направлением внешнего магнитного поля. Процессу ориентирования способствует масляная среда, в которой находятся магниты, и колебания, создаваемые вибростолом 8. В процессе вибрации создаются условия, при которых ориентируемые магниты на короткие промежутки времени, зависящие от частоты колебаний, оказываются свободными от контакта со стенками приспособления 4 и дном ваипы 7. При этих условиях трение магнита практически отсутствует и происходит окончательное совмещение текстуры магнитов с направлением внешнего магнитного поля. Вибростол отключается после 1,5-2 сек работы.
Затем с помощью винта 6 производится зажим сориентированных магнитов. После этого внешнее магнитное поле отключается. Приспособление с магнитами вынимается из ванны 7, промывается и отправляется после размагничивания магнитов на механическую обработку.
Схема расположения ориентируемых магнитов, показанная на фиг. 2 и 3, применяется в зависимости от того, на какой поверхности магнита (торцы или цилиндрическая поверхность) обрабатывается элемент, расположенный определенным образом относительно магнитной текстуры. Ширина прямоугольного паза приспособления 4 выбирается по ходовой посадке 2-3 кл. точности по системе вала. Толщина прокладок 5 определяются следующим образом. Несколько магнитов 3, общая длина которых (для фиг. 2 это общая длина, а для фиг. 3 - эта сумма диаметров) должна составлять 0,7-0,75 ширины полюсов, укладываются в прямоугольный паз приспособления 4. В результате взаимодействия внешнего магнитного поля с магнитным полем ориентируемых магнитов последние устанавливаются на определенном расстоянии друг от друга. Это расстояние, уменьшенное на 1 -
1,5 мм, и является искомой величиной толщины прокладок 5. Применение прокладок 5 необходимо лишь для сокращения взаимодействия внешнего магнитного поля с магнитным полем ориентируемых магнитов и на точность ориентирования не влияет.
Зажимное приспособление 4, винт 6, ванна 7 изготовлены из немагнитных материалов (латунь, немагнитная сталь).
Пспользование устройства для определения магнитной текстуры цилиндрических магнитов в диаметральном направлении позволяет получить следующие преимущества: повышение производительности труда при определении направления магнитной текстуры за счет одновременного определения текстуры у нескольких магнитов и устранения необходимости нанесения риски, служашей ориентиром при установке магнитов в ириспособление для обработки; повышение точности совпадения направления магнитной текстуры с установочными элементами магнита, обрабатываемыми определенным образом по отношению к текстуре, до ±Г.
Формула изобретения
Устройство для определения магнитной текстуры цилиндрических магнитов в диаметральном направлении, содержащее электромагнит, в зазоре которого расположены ориентируемые магниты, отличающееся тем, что, с целью повышения точности и производительности определения направления магнитной текстуры, устройство снабжено вибростолом с масляной ванной, в которой помещен прямоугольный стержень с пазом, продольная ось которого параллельна полюсам электромагнита, причем в пазу стержня установлены с возможностью фиксации посредством зажимного винта ориентируемые магниты.
Псточники информации, принятые во внимание при экспертизе.
1. Авт. св. № 356602, кл. G 01R 33/00, 1972.
Фиг.З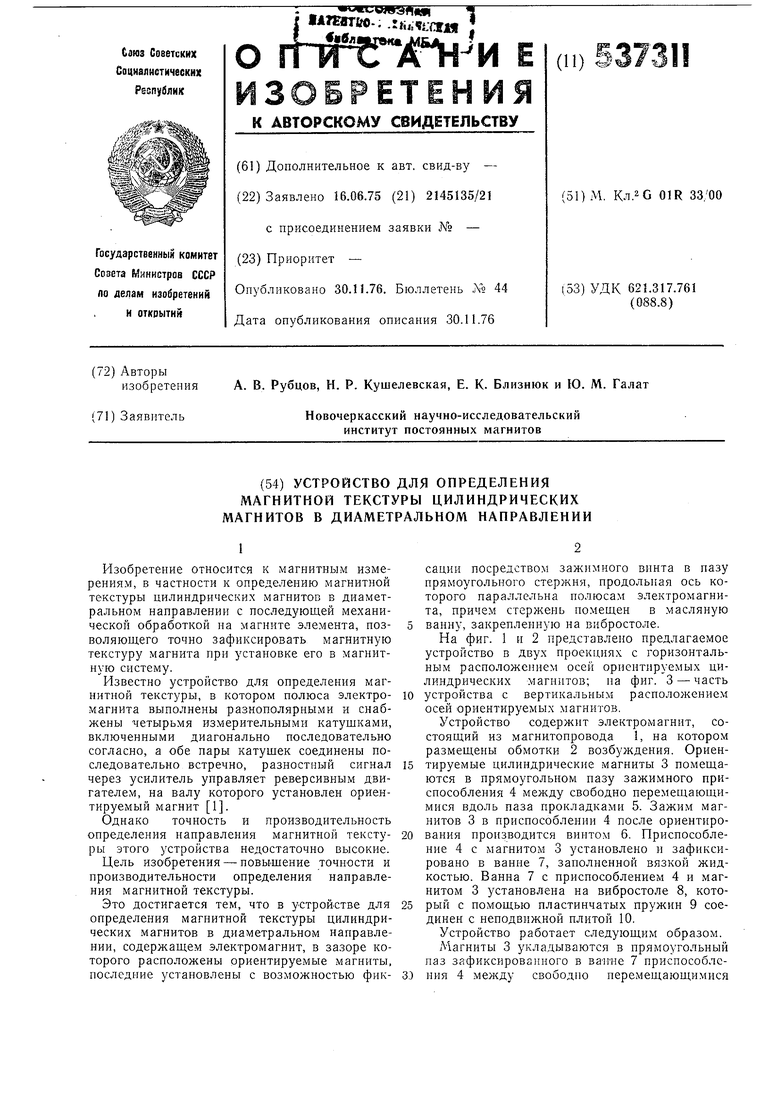
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения магнитной текстуры цилиндрических магнитов | 1980 |
|
SU894626A1 |
| Автомат для определения направления и нанесения линии магнитной текстуры постоянных магнитов | 1982 |
|
SU1051475A1 |
| Устройство для определения магнитной текстуры цилиндрических магнитов в диаметральном направлении | 1985 |
|
SU1325387A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МАГНИТНОЙ ТЕКСТУРЫ ЦИЛИНДРИЧЕСКИХ МАГНИТОВ В ДИАМЕТРАЛЬНОМ | 1972 |
|
SU356602A1 |
| Устройство для определения магнитной текстуры цилиндрических магнитов в диаметральном направлении | 1981 |
|
SU991341A2 |
| Устройство для определения направления магнитной текстуры цилиндрических магнитов | 1980 |
|
SU892369A1 |
| Устройство для контроля магнитов | 1980 |
|
SU920603A1 |
| Способ определения магнитной текстуры цилиндрических магнитов в диаметральном направлении и устройство для его осуществления | 1985 |
|
SU1310759A1 |
| Устройство для контроля анизторопии магнитных свойств ферромагнитных материалов | 1979 |
|
SU773547A1 |
| Устройство для ориентации плоских деталей с продольной асимметрией | 1978 |
|
SU666042A1 |