1
Изобретение относится к прокатке металлов, в частности к охлаждению горячекатанного металла, сматываемого в бунт.
По основному авт. св. № 491424 известен способ охлаждения горячекатанного металла, включающий регулируемое охлаждение раската со снижением температуры до 650-850°С на концах, составляющих 2/5-2/3 длины раската; охлаждение средней части раската с переменной интенсивностью со снижением температуры в центре на 50-150°С по сравнению с температурой концов раската. Однако в известном способе внещние витки средней части раската в бунте охлаждаются до более низкой температуры по сравнению с остальными внешними витками, а условия последующего остывания витков почти не изменяются. Поэтому механические свойства металла внешних витков средней части раската отличаются от остальной части.
Целью изобретения является выравнивание механических свойств по всему объему смотанного в бунт металла. Для этого охлаждение средней части раската производят стуненчато ,с длиной ступеней верхних значений температур, равной 1/5-1/20 длины средней части раската, и расстояниями между зонами ншкних значений температур вЗ-4раза больше ДЛШ1 ступеней верхних значений температур.
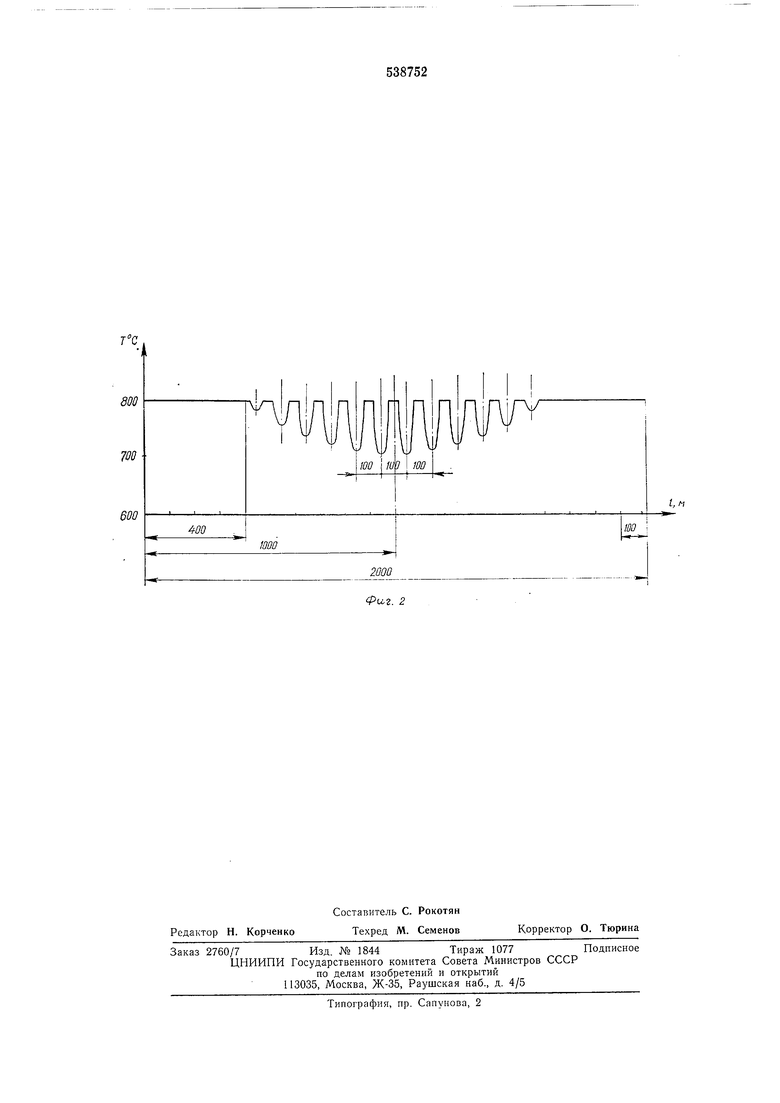
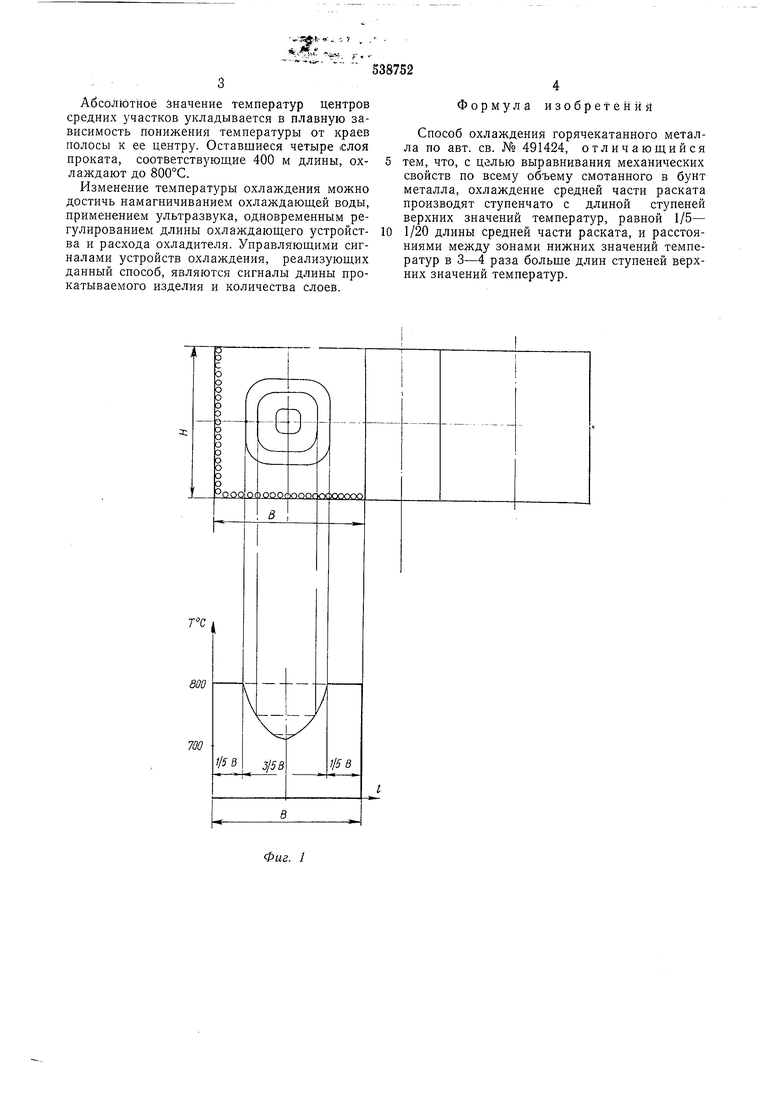
На фиг. 1 приведено распределение температуры соответственно по сечению и по горизонтальной оси смотанного бунта сразу после намотки; на фиг. 2 - схема распределения
температуры охлаждения по длине проката (пример).
Пример. Длина проката в бунте 2000 м; число слоев 20; длина одного слоя 100 м. Первые четыре слоя, составляющие 1/5 общего числа слоев или 400 м раската (в общем случае 1/3-1/5 высоты бунта) охлаждают до 800°С. Пятый слой (последующие 100 м проката) охлаждают следующим образом.
Первоначально 1/5 ширины слоя, около
20 м, сматывают при температуре, равной температуре нижнего начального участка бунта. Последующие 30 м до середины участка охлаждают с плавным понижением температуры в центре слоя, затем 30 м - с повьипенпем
температуры до 800°С. Эти 60 м проката укладывают в бунте в среднюю часть слоя по нп1рине. Оставшиеся 20 м участка сматывают при температуре 800°С. Таким же образом охлал дают и последующие участки проката: начальные и конечные участки будущего слоя охлаждают до 800°С, середину - с переменной интенсивностью, плавно возрастающей от краев к центру со снижением температуры в центре на определенную величину.
Абсолютное значение температур центров средних участков укладывается в плавную зависимость понижения температуры от краев полосы к ее центру. Оставшиеся четыре 1слоя проката, соответствующие 400 м длины, охлаждают до 800°С.
Изменение температуры охлаждения можно достичь намагничиванием охлаждающей воды, применением ультразвука, одновременным регулированием длины охлаждающего устройства и расхода охладителя. Управляющими сигналами устройств охлаждения, реализующих данный способ, являются сигналы длины прокатываемого изделия и количества слоев.
538752
Формула изобретений
Способ охлаждения горячекатанного металла по авт. св. № 491424, отличающийся тем, что, с целью выравнивания механических свойств по всему объему смотанного в бунт металла, охлаждение средней части раската производят ступенчато с длиной ступеней верхних значений температур, равной 1/5- 1/20 длины средней части раската, и расстояниями между зонами нижних значений температур в 3-4 раза больше длин ступеней верхних значений температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| Способ охлаждения горячекатанного металла сматываемого в бунт | 1974 |
|
SU491424A1 |
| Способ термической обработки сортового проката | 1989 |
|
SU1668414A1 |
| Способ формирования бунта | 1981 |
|
SU963596A1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| Способ обработки катанки | 1981 |
|
SU1013011A1 |
| ОХЛАЖДАЮЩИЙ УЧАСТОК ЛИНИИ ПРОВОЛОЧНОГО СТАНА | 1992 |
|
RU2048939C1 |
| Способ обработки проката | 1980 |
|
SU910804A1 |
| Способ термического упрочнения проката | 1991 |
|
SU1823881A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |