(54) СПОСОБ ФОРМИРОВАНИЯ БУНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулируемого охлаждения проката | 1975 |
|
SU1271893A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| Способ формирования бунта катанки на моталке с вертикальным намоточным валом | 1987 |
|
SU1412830A1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Способ обработки катанки | 1990 |
|
SU1788048A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при прокатке катанки..
Известен способ укладки катанки в бунт, при котором осуществляют формирование витков в чаше и образуют бунт с изменением диаметра витков от наружного диаметра до внутреннего 1.
Недостатком этого способа укладки катанки в бунт является следующее.
В процессе охлаждения таким образом смотанного бунта средняя часть охлаждается хуже (дольше), что приводит к повышенному окалинообразованию в центре бунта. При травлении такого бунта либо недотравливается середина его, либо перетравливаются наружные витки.
При последующей переработке с использованием размоточных устройств эти бунты неудовлетворительно разматываются, в результате чего не обеспечивается безопасная работа волочильщиков и снижается производительность на 10-25%:
Так как при такой намотке витки намотаны послойно от меньшего диаметра бунта к большему и наоборот, то при размотке витков катанки в холодном состоянии, например, начиная с меньшего диаметра витка, этот виток стягивает весь слой витков с большими диаметрами из-за того, что при плотной укладке витки плотно соприкасаются один с другим (происхо|1ит взаимный захват их).
Чем больше разность диаметров витков (меньшего и большего) катанки,
10 тем больше слой витков, больше их стягивается при размотке. При этом они западают друг за друга и запутываются .
При размотке слоя витков с больше15го диаметра запутывание происходит аналогично.
Известен также способ формирования бунта, при котором непрерывно подаваемый материал укладывают витками с об20разованием нескольких слоев в форме бунта 2 .
Недостатком этого способа является следующее.
В процессе охлаждения таким обра25зом уложенные витки из-за плотной их укладки в центре бунта ох.паждаются хуже, что приводит к повышенному окалинообразованию в центре бунта. При дальнейшей переработке катанки при
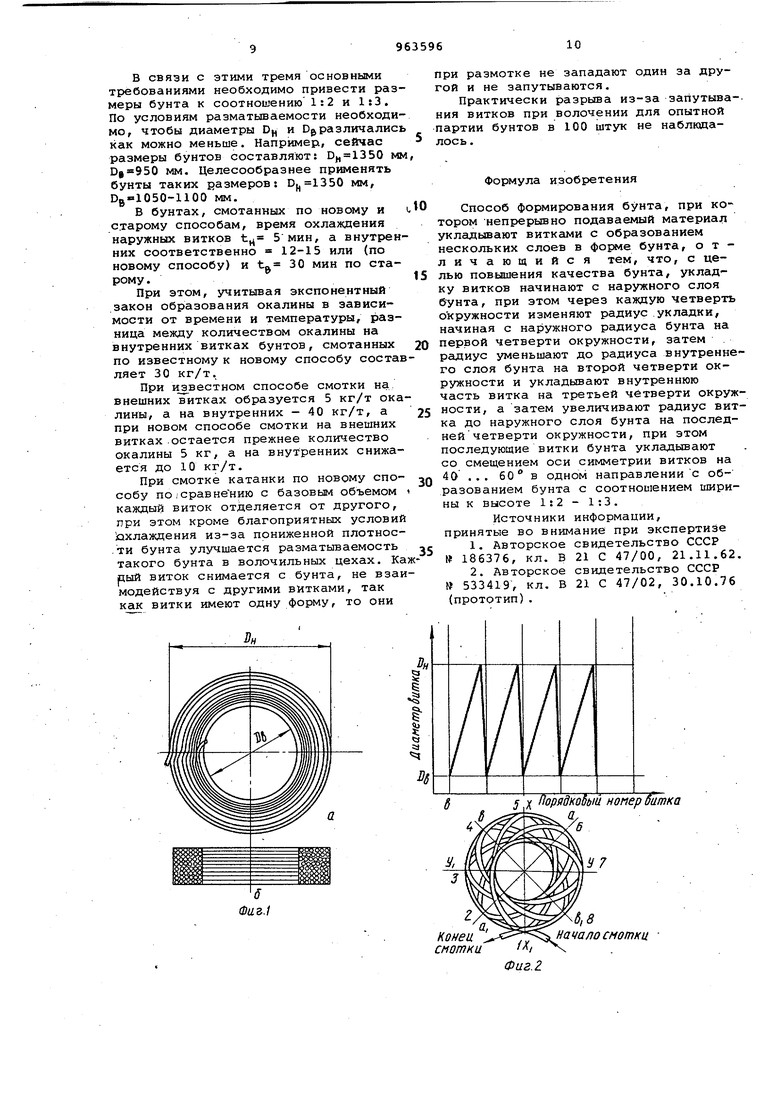
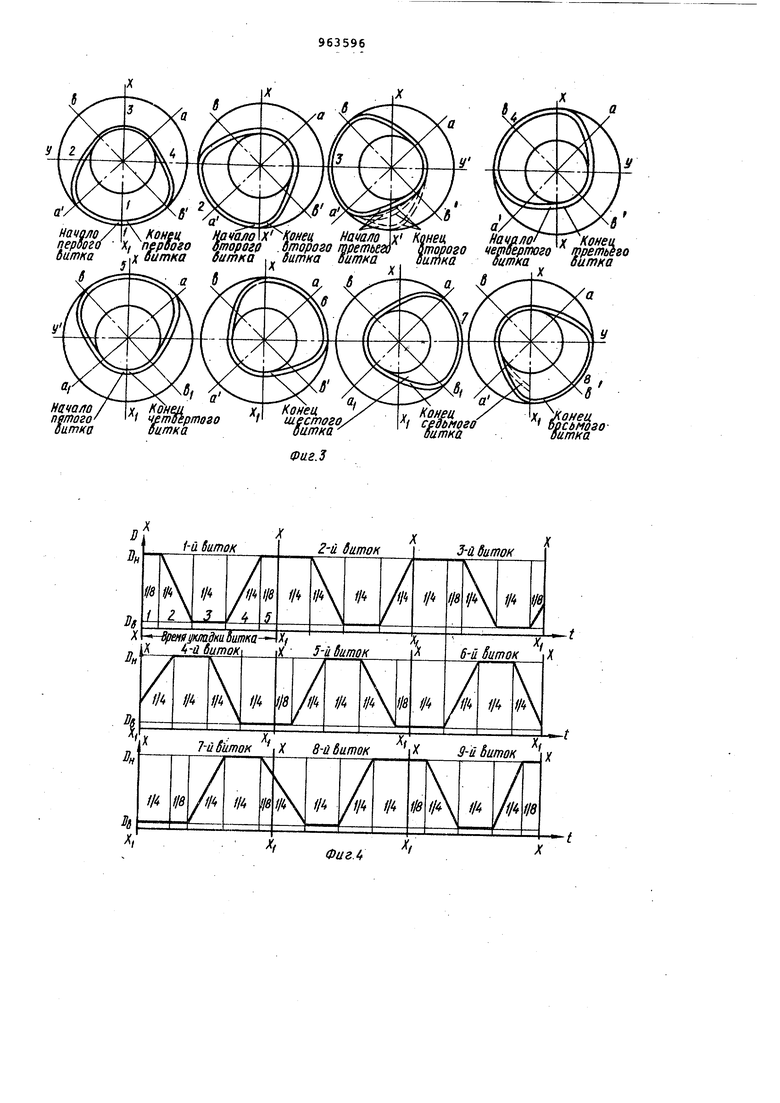
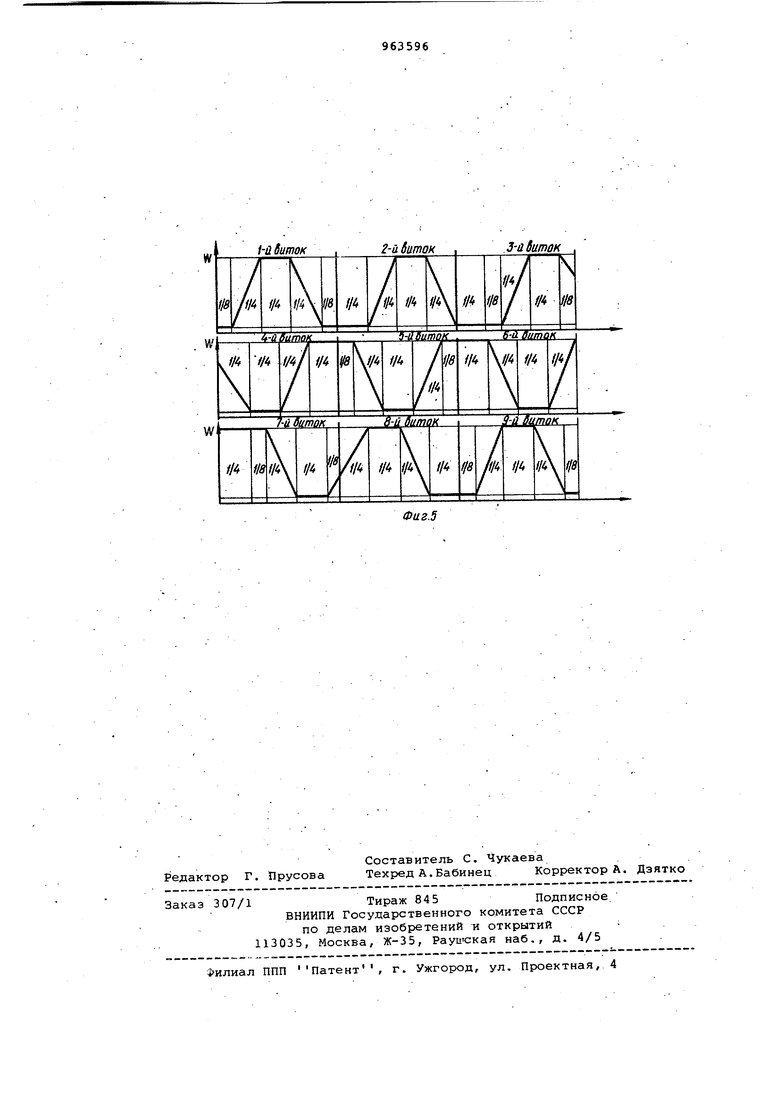
30 травлении ее либо недотравли7лается окалина в центральной части, ли(5о пе ретравливаются наружные витки. При таком способе смотки с резким изменением диаметра витков от максимального до минимального образуются переходные участки 6-10 витков (при скорости прокатки 30 м/с, размеры бунта D -наруж. 1350 мм; D внутр. 965 мм), что приводит к сбросам этих витков при горизонтальной размо ке при волочении, запутыванию витков и обрьшам, в результате чего не обес . печивается безопасная работа волочил щиков и снижается производительность до 7-10% рабочего времени. Кроме того, приплотной смотке. каждый виток взаимодействует с други ми и при размотке стягивает сразу весь слой, причем при большой разнос ти большего и меньшего диаметров вит ков они западают один за другой, что приводит к запутыванию их и обрывам при волочении. . . . Целью изобретения является повыше ние качества бунта. Указанная цель достигается тем, что в способе формирования бунта, пр котором непрерывно подаваемый матери :ал.укладывают витками с образованием нескольких слоев в форме бунта, уклад ку витков начинают с наружного слоя бунта, при этом через каждую четверт окружности изменяют радиус укладки, начиная с наружного слоя радиуса бун та на первой четверти окружности, затем радиус уменьшают до радиуса внут реннего слоя бунта на второй четвер ти окружности и укладывают внутреннюю часть витка на третьей четверти окружности, а затем увеличивают ра, диус витка до наружного слоя бунта на последней четверти окружности, при этом последующие витки бунта укладывают со смещением оси симметрии витков на 40-60° в одном направлении с образованием бунта с соотношением ширины к высоте 1:2-1:3, На фиг, 1 (а и б) представлено рас пределение гвитков в бунте и график (в) распределения витков по диаметру в слоях бунта при смотке по известно му способу, характеризующийся несим метричной укладкой витков от минималь ного диаметра к максимальному и резкому изменением от максимального к ми нимальному; на ФИГ. 2 - распределение витков по диаметру бунта, смотанного по предлагаемому способу со смещением оси симметрии каждого последующего витка по отношению к каждому предьщущему на на фиг. 3 -последовательность смотки каждого витка,причем каждый виток смещается по отношению к предьодущему на 45°; в каждом витке участок равен 90° периметра, витки описаны радиусом, равным наименьшему радиусу бунта, далее следующая часть витка (90) описана переменным радиусом от наименьшего радиуса бунта к наибольшему, далее следующая часть витка, равная 90 описана постоянным радиусом, равным наибольшему радиусу бунта, и замыка.ет виток участок, равный 90°, описанный переменным радиусом от наибольшего радиуса бунта к наименьшему; на фиг. 4 - график уменьшения витков по их длине при укладке по предлагаемому способу со смещением оси сш«1метрии витков на 45 ; на фиг. 5 - изменение угловой скорости водила от времени укладки одного витка. Способ формирования бунта заключается в ;укладке непрерывно подаваемого материала витками с образованием нескольких слоев в форме бунта, В предлагаемом способе все витки имеют одинаковую длину, равную средней длине окружности бунта. Средняя длина окружности б.унта п . , где DB т- длина внутренней окружности бунта; Оц - длина наружной окружности бунта. Каждый виток имеет четыре участка, равных 90, на которых виток уложен с различными радиусами .на участке 1 (см. фиг. 3) с радиусом, равным наружному радиусу бунта, на участках 2 и 4 - с переменным радиусом от наружного до внутреннего радиуса бунта и наоборот соответственно. Деление окружности витка на 4 участка обусловлено удобством составления программного регулирования, а также тем, что получающиеся участки равны между собой. И кроме того, кажцый виток должен замыкаться в той точке, откуда он начал сматываться. Этим обусловлено деление окружности витка на 4 равных участка. Ось X Х, проходящая через центр. бунта, и середины участков, описанных постоянными радиусами, равными наружному и внутреннему радиусу бунта., является осью симметрии. Кажцый участок разделен взаимно перпендикулярными осями аа, и вв, деля эти участки пополам, образуя новыми осями аа и вв также четыре участка, равных 90°. В настоящее время наибольший вес бунта катанки 0 6,5 мм 500 кг. Это приблизительно 1500 м катанки. Для бунта1 размером D, 1350 мм D 1100 мм, где DK - наружный диаметр; РЬ - внутренний диаметр. Длина витка, равная средней окружности бунта, равна около 3,4 м. Бунт состоитприблизительно из 400 витков. Для лучшего охлаждения бунта целесообразно увеличить его высоту при меньшенной плотности по сечению. Как
показали исследования, соотношения ширины бунта к его высоте должно удовлетворять соотношению не более 1:2. Под шириной бунта понимаем 135021ооо . «.м.«.,.н«. 1/Э Высота бунта - это слой витков, высота которого,. из вы1чеуказан ного соотношения, равна 175 мм х 2 .350 мм и более. Так как диаметр ката ки 0 6,5 мм, то количество слоев рав но 350 мм t 6,5 55 слоев. Смещение оси симметрии на 40-60 каждого витка при смотке предусматри вает равномерное размещение витков -в бунте и оптимальное число витков, равное шести при смещении угла, равном 60° и девяти при угле смещения, равном 40° . При меньшем угле смещения число витков при повороте оси симметрии ви ков на ЗбО будет больше восемь, девять, десять, одиннадцать и т.д., чт приведет к более плотной укладке ви ков и соответственно меньшей высоте бунта, что ухудшает условия охлаждения. При большем угле смещения, а он не превышает 180 , так как в противном случае, например равном 200, эт означает смещение оси симметрии в другую сторону на 160,. бунт получается рыхлым и непрочным, что ухудшает условия транспортировки. И кроме того, угол, рчвный 40-60° кратно делит окружность, что удобно при соетавлении алгоритма программного регу лирования скорости водила моталки пр укладке витков. Оптимальное число ви ков равно восьми при угле смещения 4 Диаметр уложенного 9итка зависит от скорости водила моталки. Чем боль ше скорость водила, тем меньше диаметр витка и наоборот. При этом угло вая скорость водила жестко ограничена диаметрами D и D бунта и скоростью прокатки. Например при скорости катанки, вы ходящей из чистовой клети со скоростью 25 м/с, образуя бунт с размерами Оц 1350 и Dg 1100 мм, угловая скорость водила изменяется от 5,898 1/с до 7,234 1/с на 1,336 1/с. .Таким образом, изменяя угловую скорость водила от 5,898 1/с до 7,234 1/с, изменим радиус укладки ви ка бунта от D, 1350 мм до , 2 2 D наоборот. Выполнение способа возможно на моталке, у которой можно регулироват скорость вращения водила. Прокат поступает из валков чистовой клети в моталку и через вращающе еся водило с его помощью укладывается в бунт. .
Скорость вращения водила регулируется программным механизмом по программе, реализующей график ,(см. фиг.
5). Изменяя угловую скорость W водила от 5,898 1/с до 7,234 1/с и от 7,234 1/с до 5,898 1/с за время уклад-i ки каждого витка, реализуем график фиг. 4. Учитывая, что при W 5,898 1/с виток укладьшает по наружному диаметру бунта, а при W 7,234 1/с по внутреннему диаметру. На фиг. 4 показано изменение радиусов уложенного витка по участкам, каягдый из которых равен 45, начинается укладка на оси ХХ и оканчивается на оси ХХ . Соответственно на фиг. 3 показано изменение формы витка в процессе укладки. Начало изменения скорости водила начинается в момент поступления про-. ата в моталку, что может фиксироваться любым датчиком, например фотоэлементом. Не обязательно, чтобы момент проката в моталку совпадал с началом работы программного регулятора. Прокат может частью смотаться (510 витков) без регулирования скорости, а затем включается регулятор и моталка начинает сматывать витки по графику 5, реализуя изменение диаметра согласно графику 4. В нашем примере процесс смотки начинаем с большего радиуса Кц и сматываем с постоянным R на участке Ха (фиг. 3, виток № 1) соответствует ему участок 1 на фиг. 4, далее с переменным радиусом от RH-ДО RQ на участке а в (на фиг. 4 соответствует участок. 2), далее с постояйным радиусом Pg на участке А в (на фиг. 4 .участок 3) затем с переменным радиусом от Rg до R (на фиг. 4 участок 4), затем замыкая виток с постоянным радиусом RI,. Если таким же образом продолжать сматывать следукиий виток, то витки будут накладываться один на другой. Для смещения следующего витка относительно предыдущего (смещение оси симметрии витка) необходимо следующий виток укладывать с увеличением или уменьшением длин интервалов-смотки участков 1, 2, 3, 4 и 5 (интервал 5 может выпадать, см. фиг. 4) следующих витков по сравнению с предыдущими. Процесс смотки можно начинать и с другого радиуса в отличие от приведенного в примере. График фиг. 4 будет иметь качественно тот же вид, только интервалы времени смотки будут смещены по сравнению с приведенным примером. При укладке третьего витка (см. фиг. 4, 3-й участок) увеличивается .длина участка, на котором виток укладывается. Виток с радиусом R и в этом случае нарушается равномерность интервалов укладки каждого участка (они должны быть равны для уложенного витка (участка 1, 2, 3, 4 и см. фиг. 3, первый виток).
Так как в процессе укладки от ХХ. до XX (см. фиг. 4, 3-й виток) в мотаЛ ку поступает прокат определенной дЛины, которая задается скоростью прокат ки, то происходит эволюция (изменение) формы витка, определенной графиком (см. фиг. 4, 3-й виток), на участке а в (см. фиг. 3, 3-й виток). В результате чего форма витка приближается к заданной, как например на фиг. 3, 1-й виток . Из-за указанных выше особенностей эволюция формы витка Происходит при укладке 3, 4, 7 и 8 витков, причем при укладке 4 и 7 витков эволюция незначительна .
Последовательно сматываются все 8 витков, смещаяОСИ симметрии витков по кругу, с приходом к исходному состоянию. Девятый виток сматывается аналогично -1 (см. фиг. 1-й и 2-й виток) .
При таком способе смотки формируется очень разрыхленный бунт с коэффициентом плотности не более 0,3.
В таком бунте отношение высоты его к ширине (имеется в виду разность наружного и внутреннего диаметра бунта, деленного на 2) составляет 2:1 и более .
Бунт получается тонким и высоким. Разница во времени охлаждения наружных витков и внутренних для бунтов, смотанныхпо старому и новому способам, уменьшается в два раза.
Катанку (и 6,5 мм в СССР сматывают в бунты разного развеса. Наибольший вес бунта 500 кг, длина катанки в бунте / 1500 м, затем 350-360 кг длина катанки л/иоо м. На линейных старых станах встречаются бунты малого, развеса 100-200 кг, однако из-за Малых размеров охлаждение этих бунтов хорошее, да и они редко применяются
для волочения.
I
Размеры бунта стандартные: ,. 1350 мм, -950 мм. Длина средней линии (витка) равна 3,6 мм. Длина 1500 м укладывается в 416 витков, а длина 1100 м укладывается в 305. витков. При укладке витков по известнему способу по ширине бунта равной 200(MMjдлина 1500 уложится в 19 слоев, высота бунта будет равна 125 мм, а длина 1100 м уложится в 10 слоев с высотой этих слоев 66 мй. Соотношение ширины к высоте будет соответственно
200 : 125 1,6 : 1 и 200 : 66 3:1 бунт в первом и во втором случае получается плоским и плотным. Такой
бунт плохо охлаждается из-за плотной смотки и еще из-за того, что лежит плоской стороной на плитах транспортера, и, кроме того, очень плохо разматывается при волочении.
Формировать плоский и рыхлый бунт нельзя из-за того, что необходимо при рыхлой укладке уменьшить внутренний диаметр бунта, а это приведет к большой разнице диаметров участков витков и к западанию витков одного за
другой при разматывании, запутыванию и об1рьшам.
Предлагаемый способ предусматривает
формирование бунта, в котором каждый виток отделяется от предыдущего за счет смещения оси симметрии витка на 40-60, которое определяет количество видков в псевдослое (слое, в котором уложено п-ое количество витков, причем ось симметрии первого и п-ного виткбв совпадают, иными словами ось симметрии повернется на 360°).
При смещении на 40° количество витков в псевдослое будет 9, а при смещении на 60° количество витков в псёвдослое будет 6.
Следующий псевдослой будет ложиться на предыдущий с зазором, равным
толщине катанки, высота бунта таким образом увеличится по сравнению с плотной укладкой по известному способу в 2 раза, но из-за прогиба витков высота фактически увеличивается в 1,5- 1,6 раза.
Для реальных наиболее распространенных бунтов весом 500 кг и 350 кг с 416 и 305 витками в фунтах первый укладывается со смещением 40°, а второй - со смещением оси симметрии на .60°. В первом случае для бунта весом 500 кг в псевдослое укладывается 9 витков, а всего псевдослоев 46. Для бунта весом 350 кг в псевдослое укладывается 6 витков, а всего 50 псевдослоев. Их высоты соответственно равны 450 мм и 495 мм. При ширине бута, равной 200 мм, отношение ширины к высоте составит соответственно 200 мм : 450 мм 1 : 2,25 и 200 : 495 мм 1 : 2,4.
Таким образом, смещение оси симметрии на 60° предназначено для бунтов весом 350-360 кг, на 40° - для бунтов весом 500 кг. Это обеспечивает получение бунта с-соотношением ширины к высоте 1:3. Соотношение 1:2 получено эмпирическим путем, в нем оптимально сочетаются такие уелоВИЯ.: высокий рыхлый бунт лучше охлаждается слишком высокий бунт с соотношением менее 1:3 может деформироваться на крюковом конвейере (провисать) ; рыхлый бунт будет деформироваться при транспортировке в вагонах В связи с этими тремя основными требованиями необходимо привести раз меры бунта к соотношению 1:2 и 1:3. По условиям разматываемости необходи мо, чтобы диаметры Оц и В различалис как можно меньше. Например, сейчас размеры бунтов составляют: м D(950 мм. Целесообразнее применять бунты таких размеров: мм, Dg 1050-1100 мм. В бунтах, смотанных по новому и старому способам, время охлаждения наружных витков 1ц 5мин, а внутрен них соответственно 12-15 или (по новому способу) и t 30 мин по старому. При этом, учитывая экспонентный закон образования окалины в зависимости от времени и температуры, разница между количеством окалины на внутренних витках бунтов, смотанных по известному к новому способу состав ляет 30 кг/т. При и э вестном способе смотки на внешних витках образуется 5 кг/т ока лины, а на внутренних - 40 кг/т, а при новом способе смотки на внешних витках .остается прежнее количество окалины 5 кг, а на внутренних снижается до 10 кг/т. При смотке катанки по новому способу по ;сравнению с базовым объемом каждый виток отделяется от другого, при этом кроме благоприятных условий ;охлаждения из-за пониженной плотнос-ти бунта улучшается разматываемость такого бунта в волочильных цехах. Ка рый виток снимается с бунта, не взаи модействуя с другими витками, так как витки имеют одну форму, то они при размотке не западают один за другой и не запутываются. Практически разрыва из-за запутывания витков при волочении для опытной партии бунтов в 100 штук не наблюдалось . Формула изобретения Способ формирования бунта, при котором -непрерывно подаваемый материал укладывают витками с образованием нескольких слоев в форме бунта, отличающийся тем, что, с целью повышения качества бунта, укладку витков начинают с наружного слоя бунта, при этом через каждую четверть окружности изменяют радиус .укладки, начиная с наружного радиуса бунта на первой четверти окружности, затем радиус уменьшают до радиуса внутреннего слоя бунта на второй четверти окружности и укладывают внутреннюю часть витка на третьей четверти окружности, а затем увеличивают радиус витка до наружного слоя бунта на последней четверти окружности, при этом последующие витки бунта укладывают со смещением оси симметрии витков на 60 в одном направлениис образованием бунта с соотношением ширины к высоте 1:2-1:3. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 186376, кл. В 21 С 47/00, 21.11.62. 2.Авторское свидетельство СССР 533419, кл. В 21 С 47/02, 30.10.76 (прототип).
,-,
1-й биток
2-й оатон
//4
/А
/А
еня1 ктдки оиткаг
У
4-g
/А
{/5
/А
/А
1 -ff
уУ у
7-й биток X 8-й биток Х 3-й диток
Д.
/А
й /А
//и
//4
/А
/
ФигЛ
3-й биток
//Л
//9
/Л
//4
Xf
1 6-й Виток X
//4
///4
//
/А
/i/Г
«4
/А
//5
/-Д биток
W
IB
«в
//4
U-u Bumok
W
//4
//4
/Ay
/A
7-Д ДУ/77ДЛ
w
/У
C/J/M
//4
//4
3-й бит OK
-а a/770 f
1{Л
//4
//-
№
/А
-aoumoKL
6-й Виток
ff/
/A;
L/A
//4
//4
У виток
g баток.
///4
«
//
//4
//4
//s
