метром 3 и 5 мм, с двумя жилами из сплавов хромель и алюмель, а также кабеля диаметром 3 мм с коаксиально расположенной жилой из различных материалов в оболочке из коррозионностойкой стали типа 08Х118Н10Т с изоляцией из окиси магния.
Концы стыкуемых кабелей срезают иод углом 30°. После удаления изоляции 1 на глубину 1 -1,5 диаметра кабеля, изгибают жилы
2под углом 90° к плоскости среза 3 и совмещают их друг с другом в зависимости от назначения стыковочного узла. Так, например, в случае необходимости наращивания термопариого кабеля соединяют одноименные термоэлектроды (жилы): хромель - с хромелью, а алюмель - с алюмелью. В случае необходимости получения горячих спаев на каком-либо участке кабеля соединяют разноименные термоэлектроды. В последнем случае необходимо соответственно ориентировать положение косого среза относительно термоэлектродов. Аналогично производят подготовку центрального проводника коаксиального кабеля.
Для кабеля диаметром 5 мм расстояние между оболочками 3 в момент стыковки жил составляет 5,5 мм, а для кабеля диаметром
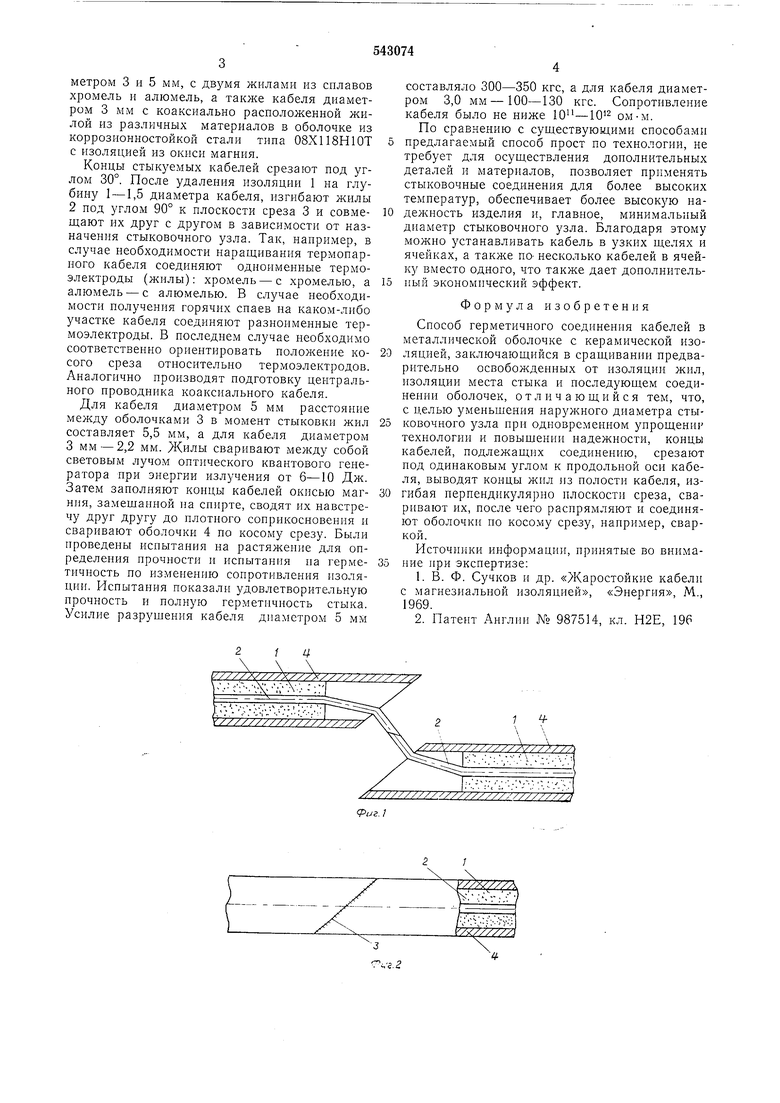
3мм-2,2 мм. Жилы сваривают между собой световым лучом оптического квантового генератора при энергии излучения от 6-10 Дж. Затем заполняют концы кабелей окисью магния, замешанной иа спирте, сводят их навстречу друг другу до плотного соприкосновения и сваривают оболочки 4 по косому срезу. Были ироведены испытания на растяжение для определения прочности и испытания иа герметичность по измеиеиию сопротивления изоляции. Испытания показали удовлетворительную прочность и полную герметнчность стыка. Усилие разрушения кабеля диаметром 5 мм
составляло 300-350 кгс, а для кабеля диаметром 3,0 мм - 100-130 кгс. Сопротивление кабеля было не ниже ом-м. По сравнению с существующими способами
предлагаемый способ прост по технологии, не требует для осуществления дополнительных деталей и материалов, позволяет применять стыковочные соединения для более высоких температур, обеспечивает более высокую надежпость изделия и, главиое, минимальный диаметр стыковочного узла. Благодаря этому устанавливать кабель в узких щелях и ячейках, а также по- несколько кабелей в ячейку вместо одного, что также дает дополнительиый экономический эффект.
Формула изобретения
Способ герметичного соединения кабелей в металлической оболочке с керамической изоляцией, заключающийся в сращивании предварительно освобожденных от изоляции жил, изоляции места стыка и последующем соединении оболочек, отличающийся тем, что, с целью уменьшения наружного диаметра стыковочного узла при одновременном упрощении технологии и повышении надежности, концы кабелей, подлежащих соединению, срезают под одинаковым углом к продольной оси кабеля, выводят коицы жил из полости кабеля, изгибая перпендикулярно плоскости среза, сваривают их, после чего распрямляют и соединяют оболочки но косому срезу, например, сваркой.
Источники информации, принятые во внимание при экспертизе:
1.В. Ф. Сучков и др. «Жаростойкие кабели с магнезиальной изоляцией, «Энергия, М., 1969.
2.Патент Англии № 987514, кл. Н2Е, 196
1 Ч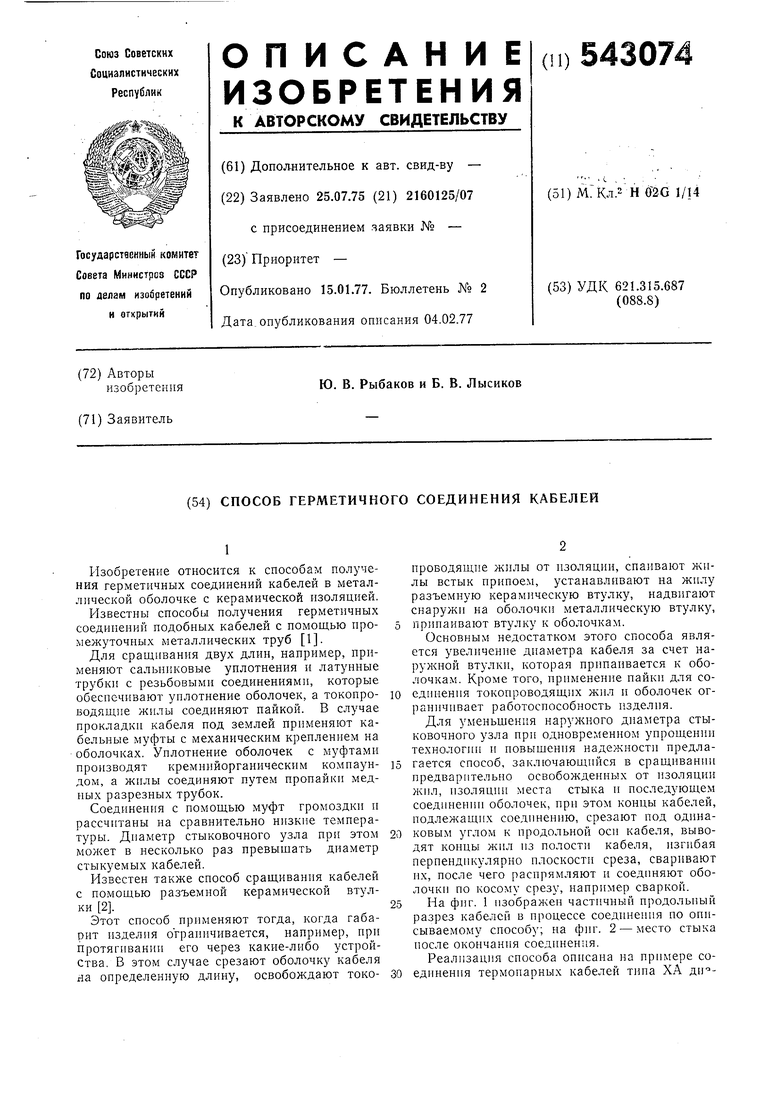
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕОБРАЗОВАТЕЛЬ ТЕРМОЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ), ТЕРМОПАРНЫЙ КАБЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ПО ПЕРВОМУ ВАРИАНТУ, СПОСОБ ОПРЕДЕЛЕНИЯ НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ ПОВЕРКИ ИЛИ КАЛИБРОВКИ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2009 |
|
RU2403540C1 |
| ДАТЧИК ТЕМПЕРАТУРЫ | 2012 |
|
RU2494357C1 |
| Способ изготовления многожильного кабеля с керамической изоляцией и устройство для его осуществления | 1978 |
|
SU1095244A1 |
| Эмиссионный детектор для измерения нейтронов и гамма-излучения и способ его изготовления | 1980 |
|
SU871646A1 |
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ТЕРМОПАРНЫХ КАБЕЛЕЙ ГЕРМОВВОДОВ | 1990 |
|
RU2030050C1 |
| Многоэлектродная термопара | 1974 |
|
SU589844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ | 1991 |
|
RU2032951C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОГЕНЕРАТОРА | 2003 |
|
RU2248648C1 |
| Устройство для герметичной заделки конца кабеля, устойчивое к действию давления и температуры | 2022 |
|
RU2792416C1 |
| Высокотемпературная термопара и способ ее изготовления | 1981 |
|
SU1000784A1 |
