Изобретение относится к области измерения температуры. Термогенератор может быть использован в качестве датчика температуры для контроля состояния сигнального пламени в газовых отопительных аппаратах и для управления электромагнитным клапаном подачи газа в зону горения. Термогенератор обеспечивает наиболее высокий, по сравнению с другими типами датчиков температуры, уровень безопасности эксплуатации газового оборудования, поскольку является энергонезависимым управляющим устройством, способным работать в условиях полного отключения внешних источников электроэнергии. Основной областью применения термогенератора является работа в составе систем управления и контроля газового отопительного оборудования бытового и промышленного назначения.
Известны термогенераторы, принцип действия которых основан на использовании эффекта Пельтье и заключается в преобразовании тепловой энергии пламени в электрический сигнал заданной мощности при помощи многоспайной термобатареи [1].
Известен также термогенератор, выпускаемый фирмой Honeywell [2], выполняющий одновременно как функции датчика температуры, так и функции автономного преобразователя тепловой энергии пламени газовой горелки в электрическую энергию. В составе автоматической аппаратуры, термогенератор непосредственно управляет электромагнитным клапаном подачи газа в отопительных газовых системах. На фиг.1 представлена схема работы такого термогенератора. Термогенератор для контроля состояния сигнального пламени в газовых отопительных аппаратах и для управления электромагнитным клапаном подачи газа в зону горения выполнен в виде размещенной в герметичном защитном корпусе термобатареи из термоэлектродной проволоки типа хромель-копель (XK(L)). Защитный корпус 1 изготовлен из нержавеющей стали, с которым рабочие спаи термобатареи 2 имеют неразъемное соединение. Электрические выводы 3 от термобатареи выполнены из бронированного кабеля с двумя медными жилами, заканчивающимися контактами для подключения к управляющему электромагнитному клапану. Параметры известного термогенератора:
- Наружный диаметр защитного корпуса, мм 8.85
- Длина рабочей зоны датчика, мм ~52
- Внутреннее электрическое сопротивление датчика R, Ом ~2.8
- Сигнал на открытом выходе в стационарном режиме, мВ ~720
- Время достижения значения сигнала 500 мВ после включения, с~120
- Число спаев термоэлектродов n 30
- Поперечное сечение термоэлектродов - прямоугольник со сторонами 0,5×1,5 мм
Известен способ изготовления такого термогенератора [1]. Поскольку величина генерируемой термоэлектродвижущей силы (термоЭДС), значение внутреннего электрического сопротивления, геометрия и размеры термогенератора заданы заранее, экспериментальным путем подбирают тип и размеры термоэлектродной проволоки. При помощи электроконтактной сварки формируют термобатарею, рабочие спаи которой изготавливают из термоэлектродной проволоки типа хромель-копель (XK(L)) прямоугольного поперечного сечения. Количество рабочих спаев также подбирают исходя из заранее заданного условия достижения необходимой величины термоЭДС и возможности монтажа такой термобатареи в цилиндрическом корпусе. Затем термоэлектроды изолируют. Медные электрические выводы для соединения с блоком управления припаивают к термоэлектродам высокотемпературным припоем. Защитный корпус герметизируют.
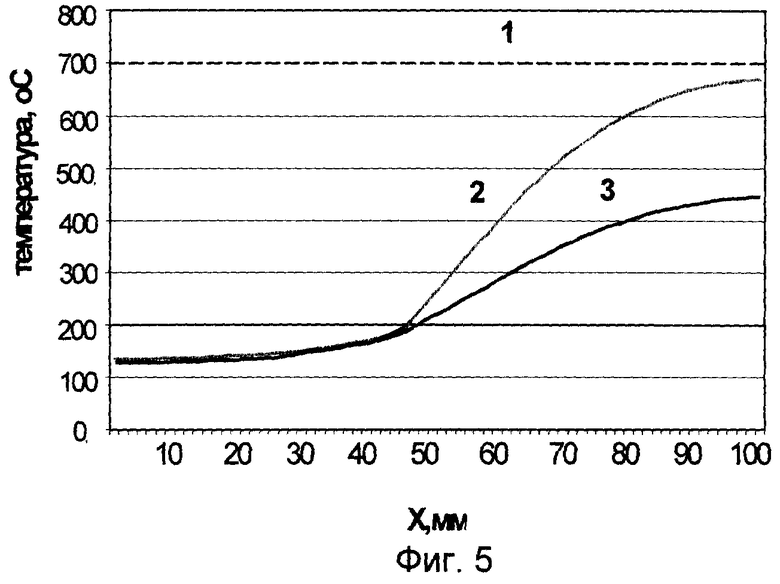
Недостатками такого термогенератора является низкая эффективность преобразования тепловой энергии пламени в электрическую энергию вследствие того, что рабочая температура горячих спаев (см. фиг.5, кривая 3) такого термогенератора значительно ниже температуры крышки защитного корпуса (см. фиг.5, линия 1), поэтому данная конструкция термогенератора не в состоянии полностью реализовать потенциал тепловой энергии пламени горелки. Поскольку температура пламени горелки постоянна, то величину температурного градиента между горячими и холодными спаями, следовательно, и величину генерируемого сигнала термобатареи определяет тепловое сопротивление между горячими и холодными спаями термобатареи. Для того чтобы обеспечить необходимое значение генерируемого сигнала термобатареи, данная конструкция требует увеличенного числа спаев термобатареи. Это влечет дополнительные затраты при производстве термогенераторов. Одновременно снижается надежность электрической изоляции из-за плотного монтажа термобатареи в корпусе термогенератора, поскольку чтобы упаковать необходимые в данном случае 30 рабочих спаев термобатареи, изготовленные из термоэлектродов прямоугольного сечения 0,5×1,5 мм в корпусе заданного размера, требуется весьма плотный монтаж термобатареи, что приводит к повышенному риску повреждения электрической изоляции термоэлектродов при монтаже и к частым отказам прибора в процессе эксплуатации при циклическом изменении рабочей температуры.
Задачей изобретения является повышение коэффициента полезного действия термогенератора в процессе преобразования тепловой энергии в электрическую, снижение затрат материалов и повышение производительности труда при производстве термогенераторов путем уменьшения числа рабочих спаев, а также повышении надежности работы изделия за счет улучшения качества электрической изоляции термоэлектродов и снижения объемной плотности монтажа темобатареи в защитном корпусе.
Решение поставленной задачи достигается за счет того, что для изготовления термогенератора для управления клапаном подачи газа в горелку формируют термобатарею с заданными значениями внутреннего электрического сопротивления R, Oм, и величины генерируемого сигнала термоЭДС E, мВ, где используется термоэлектродная проволока круглого сечения с чувствительностью ε, мВ/град, с экспериментальным предварительным подбором числа спаев n термобатареи и площади поперечного сечения S проволоки. Термобатарею размещают в стальном герметичном цилиндрическом корпусе заданного размера. Электрические выводы термобатареи соединяют с блоком управления. Согласно предлагаемому техническому решению термоэлектродную проволоку предварительно покрывают термостойким кремнийорганическим лаком КО-08. Изготовление спаев термобатарей осуществляется при помощи лазерной сварки. Герметизация корпуса термогенератора, а также механический и тепловой контакт рабочих спаев термобатареи и корпуса обеспечивается при помощи керамической замазки, затвердевающей в процессе сушки на воздухе.
Подбор оптимального числа спаев nо термобатареи и оптимальной площади поперечного сечения So термоэлектродной проволоки осуществляют с помощью математического моделирования теплового процесса, используя при этом метод последовательных приближений [3].
Математическое моделирование процесса теплового взаимодействия термогенератора с объектом измерения (пламенем горелки) позволяет определить основные его характеристики, включая равновесную разность температур Δt между горячими и холодными спаями термобатареи, величину генерируемого электрического сигнала и внутреннее электрическое сопротивление термобатареи.
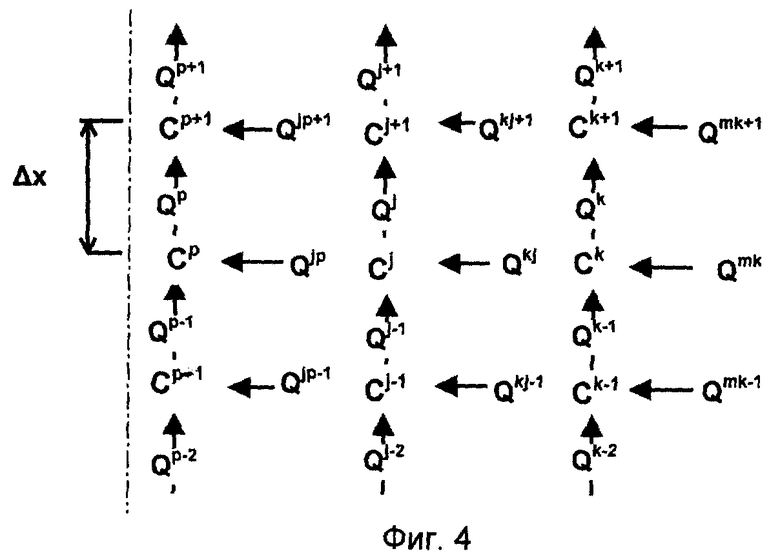
Математическое моделирование теплового процесса осуществляют с предварительным виртуальным разбиением термогенератора с параметрами n1=(n-1) и S1=S×n1/n на систему элементарных ячеек с однородными тепловыми свойствами в пределах каждой ячейки. Условный разрез термогенератора показан на фиг.2, а элементарный слой разбиения толщиной Δх показан на фиг.3. Каждая элементарная ячейка разбиения с учетом цилиндрической симметрии конструкции термогенератора представляет собой цилиндрическое кольцо, однородное по физическим свойствам материала. Например, внешняя элементарная ячейка - кольцевой участок стенки корпуса, выполненной из стали 10Х18Н10Т, толщиной 0,3 мм и высотой 1 мм. Условная схема разбиения и расчетные параметры представлены на фиг.4.
По уравнениям теплопередачи [4] составляют расчетные выражения для определения тепловых потоков между ячейками. Затем для каждой элементарной ячейки составляют уравнение теплового баланса, например:

где Cq - теплоемкость q-й элементарной ячейки, Δtq - изменение температуры q-й элементарной ячейки за время Δτ, ΣmQmq - алгебраическая сумма тепловых потоков к q-й элементарной ячейке от соседних элементарных ячеек.
Решая итерационным методом полученную систему уравнений, проводят расчет разности температур между горячими и холодными спаями Δt, зависящей от суммарной площади поперечного сечения проволоки термобатареи.
Определяют расчетное значение термоЭДС термобатареи по формуле

где ε, мВ/град - температурная чувствительность термоэлектродной проволоки,
n1=n-1 - число спаев термобатареи, выбранное в качестве первого приближения при математическом моделировании термогенератора,
Δt - разность температур между спаями термобатареи и сравнивают его с заданным значением термоЭДС Е. Если полученный результат отличается от заданного более чем на величину  , то указанный предварительный подбор повторяют.
, то указанный предварительный подбор повторяют.
Предварительный подбор осуществляют методом последовательных приближений, выбирая в качестве первого приближения (i=1) значения n1=(n-1) и S1=S×n1/n, а в качестве последующих приближений - значения ni, определенные, например, как целая часть полусуммы результатов предыдущих приближений

где ni-1, ni-2 - результаты предыдущих приближений, и значения Si, рассчитанные по формуле

где Si-1 - значение площади сечения проволоки, полученное в предыдущем приближении.
При подборе для сохранения внутреннего сопротивления термобатареи равным заданному R одновременно пропорционально изменяют площадь сечения термоэлектродной проволоки.
Подбор проводят до совпадения расчетного значения Ер с заданным значением E в пределах допускаемых отклонений термоЭДС. Затем подобранную термоэлектродную проволоку покрывают термостойким кремнийорганическим лаком, формируют термобатарею при помощи лазерной сварки, к свободным концам термобатареи подваривают жилы выводящего кабеля, а герметизацию корпуса осуществляют с помощью керамической замазки.
В качестве керамической замазки можно использовать керамическую смесь на основе порошка Аl2О3.
Предлагаемый способ изготовления термогенератора для управления клапаном подачи газа в горелку, реализован следующим образом.
Для термогенератора с заданным наружным диаметром защитного корпуса равным 8.85 мм, для достижения заданного сигнала на открытом выходе 720 мВ предварительно проводят математическое моделирование теплового процесса. Для этого при расчете используют известные значения чувствительности ε термоэлектродной проволоки типа хромель-копель (XK(L)). В качестве материала для термобатареи выбирают термоэлектродную проволоку круглого сечения с диаметром 1 мм2, а число спаев n принимают равным 30. Для такого термогенератора проводят численный расчет распределения температуры путем итерационного решения системы уравнений теплового баланса элементарных ячеек, образованных путем виртуального разбиения объекта. Каждая ячейка (например с индексом q) представляет собой цилиндрическое кольцо из однородного материала с высотой Δх=1 мм и теплоемкостью Cq, а тепловой поток Qmq от m-й к q-й ячейке рассчитывается по уравнениям теплопередачи [4], применительно к условиям теплообмена. Для каждой ячейки составляется уравнение теплового баланса:

где Δtq, °C - величина нагрева q-й ячейки за интервал времени Δτ=0,0005 с.
В результате решения системы уравнений итерационным методом получено распределение температуры в термогенераторе, по которому рассчитана величина электрического сигнала термобатареи. Повторением расчета для проволоки различного сечения подобрана оптимальная величина диаметра термопарной проволоки, равная 0,73 мм, при которой достигается заданное значение электрических параметров термогенератора. Оптимальное число рабочих спаев термобатареи определено числом 21, что на 30 процентов меньше, чем у прототипа. Сравнение результатов расчета распределения температуры вдоль конструкции термогенератора для оптимизированного варианта конструкции (кривая 2) и для прототипа (кривая 3) представлено на фиг.5 (линия 1 - температура торцевой поверхности защитного корпуса). Из диаграммы видно, что температуры горячих спаев для оптимизированной конструкции и для прототипа отличаются на ~30%, что означает более высокий КПД преобразования предлагаемой конструкции.
Подобранную термоэлектродную проволоку покрывают термостойким кремнийорганическим лаком, например, КО-08, с последующим формированием термобатареи при помощи лазерной сварки, к свободным концам термобатареи подваривают жилы выводящего кабеля для соединения с блоком управления, например, SIT 820, модель 0820702. Герметизацию корпуса осуществляют с помощью керамической замазки. Применение лазерной сварки исключает из технологии трудоемкую операцию пайки твердым припоем. Технологическим преимуществом лазерной сварки является возможность сваривать термоэлектроды, изолированные слоем лака, без зачистки места сварки, в отличие от электроконтактной сварки, для которой необходимы зачищенные от изолирующего покрытия свариваемые металлические поверхности.
Источники информации
1. А.С. СССР № 1730543, G 01 K 7/02, 1992, БИ № 16.
2. Honeywell, Product data, Thermocouples and Thermopile Generators. Q309 A,B,C; Q340A; Q390A; Q313 A,B,C,F http:/hbctechlit.honeywell.com/techlit/pdf/60-0000s/60-2087.pdf.
3. Справочник по высшей математике, Выгодский М.Я. “Наука” Москва, 1972 г.
4. Теплопередача, Исаченко В.П., Осипова В.А., Сукомел А.С. “Энергия”, Москва, 1975 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОБАТАРЕЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2031487C1 |
| Способ изготовления батареи термопар | 1990 |
|
SU1793493A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ РАЗНОСТЕЙ ТЕМПЕРАТУР | 2006 |
|
RU2337333C2 |
| Датчик теплового потока | 1980 |
|
SU875222A1 |
| Теплопроводящий калориметр для определения плотности потока ионизирующего излучения и способ изготовления его калориметрической ячейки | 1981 |
|
SU1005565A1 |
| Способ и устройство для изготовления термостолбиков | 2023 |
|
RU2821245C1 |
| ПРЕОБРАЗОВАТЕЛЬ ТЕРМОЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ), ТЕРМОПАРНЫЙ КАБЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ПО ПЕРВОМУ ВАРИАНТУ, СПОСОБ ОПРЕДЕЛЕНИЯ НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ ПОВЕРКИ ИЛИ КАЛИБРОВКИ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2009 |
|
RU2403540C1 |
| Способ определения теплоемкости жидкости в проточном микрокалориметре | 1987 |
|
SU1444658A1 |
| ТЕРМОПАРА | 2004 |
|
RU2289107C2 |
| Измерительная система для экспрессного определения химического состава пробы металла | 1990 |
|
SU1807364A1 |

Изобретение относится к области измерения температуры. Способ включает формирование при помощи лазерной сварки термобатареи с заданными значениями внутреннего электрического сопротивления и величины генерируемого сигнала термоЭДС, размещение термобатареи в цилиндрическом корпусе заданного размера, с последующей его герметизацией, и электрическое соединений выводов термобатареи с блоком управления. При этом предварительный подбор оптимального числа рабочих спаев термобатареи и площади сечения термоэлектродной проволоки осуществляют с помощью математического моделирования теплового процесса. Изобретение обеспечивает повышение коэффициента полезного действия термогенератора, снижение затрат материалов и повышение производительности труда при производстве, а также повышение надежности работы изделия. 2 з. п. ф-лы, 5 ил.

Ер=n1×ε×Δt
и сравнивают его с заданным значением термоЭДС Е, при этом если полученный результат отличается от заданного более чем на величину |ε xΔ t|, то указанный предварительный подбор повторяют с другим значением числа спаев термобатареи, причем при подборе одновременно используют метод последовательных приближений, где за первое приближение принимают значения ni=n1, а в качестве последующих приближений принимают значения, равные целой части полусуммы результатов двух предыдущих приближений ni=(ni-1+ni-2)/2, при этом одновременно пропорционально изменяют площадь сечения термоэлектродной проволоки для сохранения постоянным внутреннего сопротивления R термобатареи, причем повторяют вышеуказанный предварительный подбор до совпадения расчетного значения Ер с заданным значением Е, затем подобранную термоэлектродную проволоку покрывают термостойким кремнийорганическим лаком, формируют термобатарею при помощи лазерной сварки, а герметизацию корпуса осуществляют с помощью керамической замазки.
| ПОЗДНЯКОВ Б.С | |||
| и др | |||
| Термоэлектрическая энергетика, Атомиздат, М., 1974, с.24-26, 125-127 | |||
| US 4640977 A, 03.02.1987 | |||
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1545097A2 |
| ГЕРАЩЕНКО О.А | |||
| Основы теплометрии, Наукова думка, Киев, 1971, с.84-85. | |||

