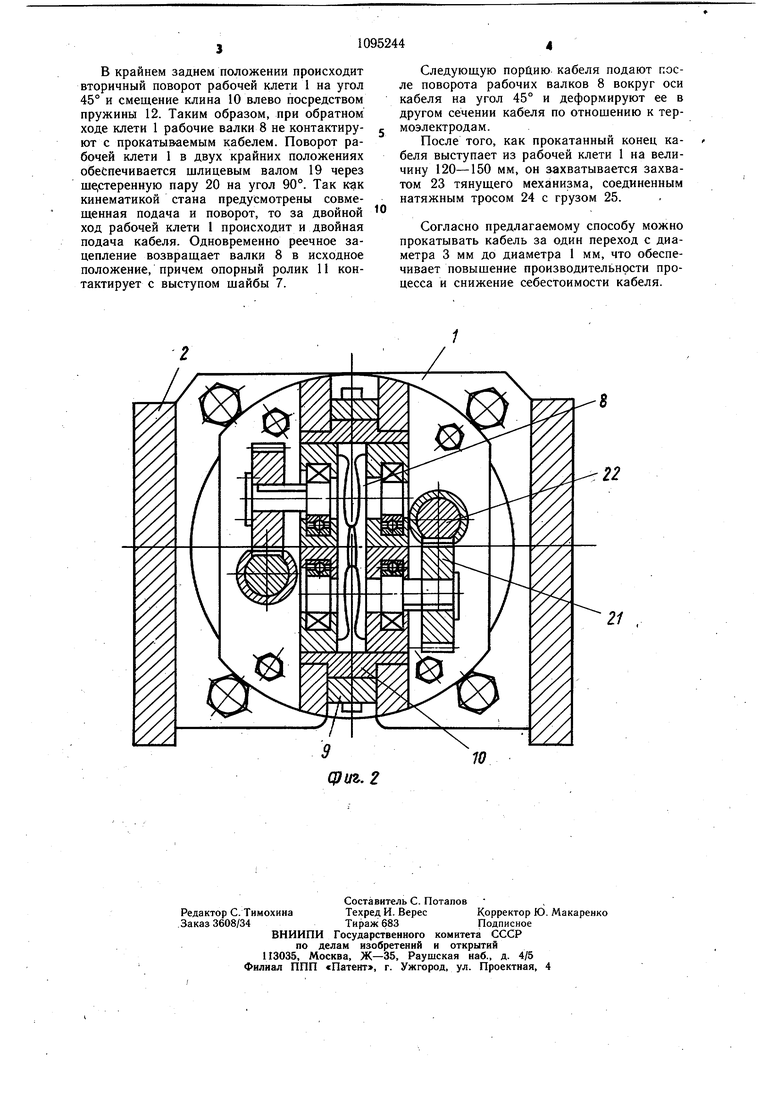
Изобретение относится к изготовлению многожильных кабелей, ,в частности кабелей, предназначенных для различных датчи.ков и линий связи между датчиком и измерительными приборами. Известен способ изготовления многож;ильного кабеля с оболочкой из коррозионностойкой стали и термоэлектродами из хромали, алюмели или карели методом волочения. Процесс заключается втом, что в трубу диаметром 20-22 мм из коррозионностойкой стали закладывают таблетки из окиси магния с отверстиями для прутков из сплавов хромель, алюмель или капель или засыпают порошок периклаза. Собранную таким образом заготовку волочат в волочильном стане с переходами сначала через 2- 3 мм, а затем - через десятые и сотые доли. Через 1-2 перехода проводят термообработку в печах в водороде или под защитой аргона. Особенно сложно волочение кабеля диаметром менее 3 мм. При волочеНИИ кабеля с диаметра 3 мм до диаметра 1 мм требуется около 50 переходов и 8 промежуточных отжигов 1. Недостатком этого способа является малая производительность. Наиболее близок к предлагаемому способ холодной прокатки на валках переменного профиля труб диаметром не менее 10 мм 2. Меньшие диаметры не удается прокатывать из-за трудности изготовления калибров. Целью изобретения является повышение качества и производительности процесса. Указанная цель достигается тем, что согласно способу, включаюш.ему сборку заготовки кабеля, подачу ее заданными длинами в зону деформации между двумя валками, прокатку длины кабеля при рабочем ходе валков и промежуточные отжиги, прокатку производят с плавным изменением степени обжатия на длине рабочего хода от О до 90%, причем каждое последующее обжатие производят под углом 90° к предыдущему. В устройстве для осуществления предлагаемого способа содержащем поворотную рабочую клеть, механизм возвратно-поступательного движения, механизм поворота рабочей клети в двух крайних .положениях, клиновое устройство и валки с ручьями переменного профиля, рабочая клеть содержит две реечные передачи к рабочим валкам для согласования радиусов ручьев в зоне деформации. На фиг. 1 и 2 показано устройство для осуществления способа прокатки кабеля со скрученными жилами, общий вид. Рабочая клеть 1 состоит из сварного корпуса 2, опирающегося четырьмя катками 3 на направляющие станины 4. На станине 4 смонтирована на подщипниках качения 5 толстостенная втулка 6 и шайба 7, К которой консольно крепится рабочая клеть 1. Рабочая клеть 1 представляет собой монолитную коробчатую конструкцию, в которой расположены рабочие валки 8 и механизм 9 сведения и разведения валков. Валки 8 выполнены с калибром переменного профиля и с развалкой, имеющей радиус закругления у наружной плоскости не более 0,5 мм. Механизм 9 сведения и разведения валков 8 состоит из двух клиньев 10, крепящихся с помощью болтов к корпусу клети 1. У верхнего клина 10 имеется опорный ролик 11 для обжатия по профильной торцовой поверхности щайбы 7. На торцовой поверхности щайбы 7, обращенной к рабочей клети 1, выполнены чередующиеся через 45° дварыступа и два паза. Пазы расположены концентрично. Каждый паз имеет постоянную глубину с главным входом и выходом, определяемую величиной разведения валков. Ролик 11 снабжен пружиной 12 для постоянного кЬнтакта с профильной поверхностью щайбы 7. Рабочая клеть 1 и втулка 6 насажены на вал 13. На валу 13 сзади втулки 6 расположен также механизм настройки валков 8, состоящий из втулки 14 гайки 15 и шпинделя 16. Шпиндель 16 заключен в корпус 17 и вращается в подщипниках 18. Поворот рабочей клети 1 осуществляют через щлицевой вал 19 и через шестеренную пару 20, сидящую на поверхности втулки 6. Внутри клети 1 расположены две параллельные реечные передачи 21 к рабочим валкам 8. Реечные передачи связаны с больщими валками 8 шестернями 22, сидящими на одном валу с рабочими валками 8. Рейки проходят через втулку б и вторым концом крепятся в шпинделе 16 для предотвращения их разворота. Предлагаемый способ и работа устройства осуществляются следующим образом. В крайнем исходном положении рабочей клети 1 с помощью подающего устройства (не показано) Осуществляют поворот толстостенной втулки 6, а, следовательно, и рабочей клети 1 относительно прокатываемого изделия на угол 45° с одновременной подачей изделия на шаг. В этом случае опорный ролик 11 меха-. низма 9 сведения и разведения валков 8, контактируя с пйзом щайбы 7, смещает клин 10 вправо и обеспечивает сведение рабочих, валков 8. При этом происходит периодическая прокатка за счет синхронного поворота рабочих валков 8 из-за сцепления их шестерен 22 с рейками 21. При прокатке отдельная порция кабеля в соответствии с величиной продольной подачи перемещается в очаг деформации между двумя валками 8 переменного профиля. Происходит редукция заданной порции кабеля.
В крайнем заднем положении происходит вторичный поворот рабочей клети 1 на угол 45° и смещение клина 10 влево посредством пружина 12. Таким образом, при обратном ходе клети 1 рабочие валки 8 не контактируют с прокатываемым кабелем. Поворот рабочей клети 1 в двух крайних положениях обеспечивается шлицевым валом 19 через ше,стеренную пару 20 на угол 90°. Так как кинематикой стана предусмотрены совмещенная подача и поворот, то за двойной ход рабочей клети 1 происходит и двойная подача кабеля. Одновременно реечное зацепление возвращает валки 8 в исходное положение, причем опорный ролик 11 контактирует с выступом шайбы 7.
Следующую порцию кабеля подают после поворота рабочих валков 8 вокруг оси кабеля на угол 45° и деформируют ее в другом сечении кабеля по отнощению к термоэлектродам.
После того, как прокатанный конец кабеля выступает из рабочей клети 1 на величину 120-150 мм, он захватывается захватом 23 тянущего механизма, соединенным натяжным тросом 24 с грузом 25.
Согласно предлагаемому способу можно прокатывать кабель за один переход с диаметра 3 мм до диаметра 1 мм, что обеспечивает повыщение производительности процесса и снижение себестоимости кабеля.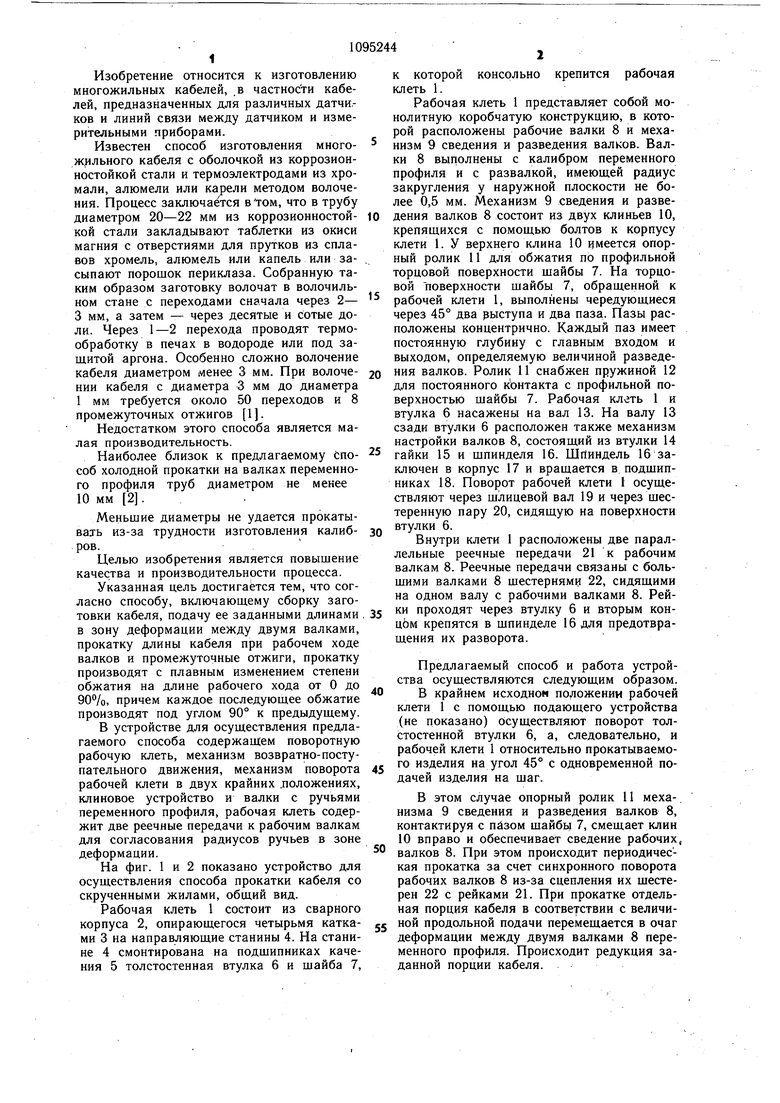
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Рабочая клеть стана поперечной прокаткиТРуб | 1979 |
|
SU804023A1 |
| Способ продольной прокатки зубчатых профилей | 1978 |
|
SU721211A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Косо расположенный чистовой калибр для обжатия высокоточных профилей | 1986 |
|
SU1342538A1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| Способ прокатки клиновидных профилей | 1982 |
|
SU1077672A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
1. Способ изготовления многожильного кабеля с керамической изоляцией преимущественно для датчиков линий связи, включающий сборку заготовки кабеля, подачу ее заданными длинами в зону деформации 16 17 /II ; ду двумя валками, прокатку длины кабеля при рабочем ходе валков и промежуточные отжиги, отличающийся тем, что, с целью повыщения качества и производительности процесса, прокатку, производят с плавным изменением степени обжатия на длине рабочего хода от О до 90%, причем каждое последующее обжатие производят под углом 90° к предыдущему. 2. Устройство для изготовления многожильного кабеля с керамической изоляцией, содержащее поворотную рабочую клеть, механизм возвратно-поступательного движения, механизм поворота рабочей клети в двух крайних положениях, клиновое устройство и валки с ручьями переменного профиля, отличающееся тем, что, рабочая клеть содержит две реечные передачи к рабочим валкам для согласования радиусов ручьев (Л в зоне деформации. f 7 W / СО сд ю 4 7f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| и др | |||
| Холодная прокатка труб | |||
| М., «Металлургия, 1962. | |||
