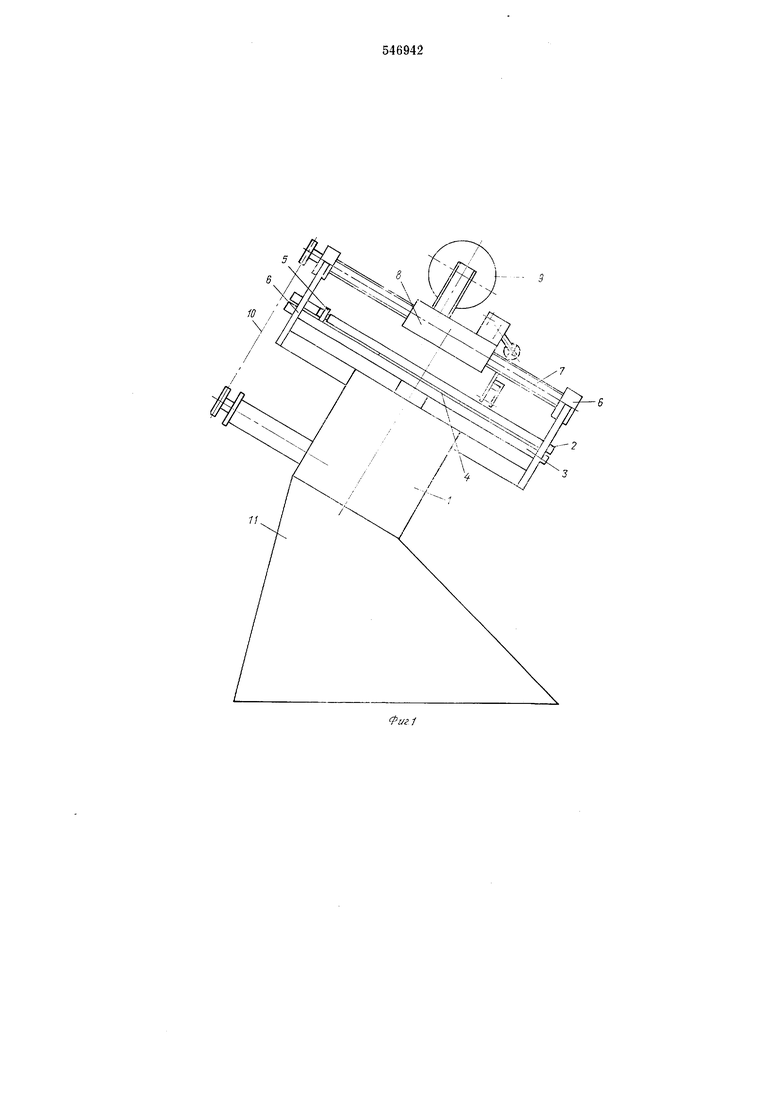
9 электропривода, предназначенного для изготовления жгутов. Ходовые винты могут ириводнться во враш,енне от промежуточного вала нривода 1 через цепную передачу 10. Устройство установлено на тумбе 11.
Система управления (фиг. 3) содержит пульт унравлення 12, считывающее устройство 13, регистр ввода 14, блок контроля 15, дешифратор 16, блок сигнализации 17, датчик 18 положения фиксаторов, счетчик 19 числа фиксаторов и блок 20 управления приводом 1.
Устройство работает следующим образом.
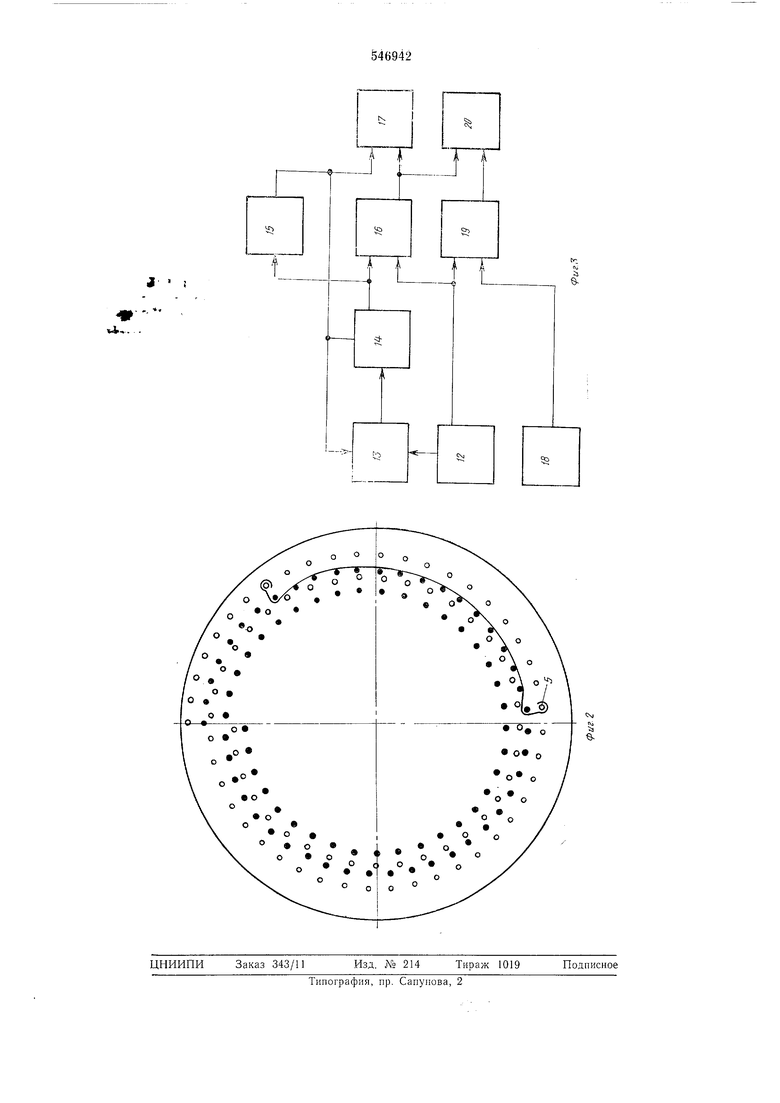
Диски 2 и 3 разворачиваются фиксатором 5, соответствующим началу провода, к оператору, после чего оператор закрепляет начало провода на этом фиксаторе и, поворачивая диски, укладывает провод до фиксатора, соответствующего концу провода, при помощи головки 8. Затем нровод отрезают и конец его закрепляют на фиксаторе. После укладки проводов, концы которых принадлежат одному ряду зажимов, их скрепляют в пучок, перевязывая в соответствующих точках, после чего укладывают провода следующего пучка. После формирования всех пучков нх связывают в жгут и впускают воздух в пневматическую камеру 4. При этом верхний диск 2 отделяется от нижнего 3 и снимает готовый жгут с фиксаторов 5.
При использовании системы управления поиск соответствующих фиксаторов и укладка провода происходят автоматически по заданной программе. При нажатии кнопки «Пуск (на фигурах не показана) на пульте унравления 12 устройство подготавливается к работе, включается устройство 13, которое считывает построчно один очередной кадр информации. Считанная информация определенное время хранится в регистре ввода 14, контролируется блоком 15 и записывается в счетчике 19 числа фиксаторов.
При обнаружении ошибок блок контроля 15 выдает сигнал на останов считывающего устройства, стирание ложной информации в регистре ввода и зажигание соответствующей сигнальной лампы (на фигурах не показана) в блоке сигнализации 17. После окончания ввода информации блок 20 вырабатывает сигнал включения привода 1, приводящего во вращение диски с фиксаторами. При этом направление вращения привода определяется сигналом, поступающим с дешифратора 16. При вращении дисков с датчика 18 положения
фиксаторов 5 снимаются импульсы, которые поступают в счетчик 19 числа фиксаторов. С последнего снимаются сигналы на останов привода. В дальнейшем весь процесс повторяется.
Предлагаемое устройство позволяет повысить производительность труда, особенно при индивидуальном и мелкосерийном производстве, так как не требует перестройки под конкретные электрическую схему и размеры изготовляемых жгутов электропроводов.
Формула изобретения
1.Устройство для изготовления жгутов электропроводов, содержащее плоский шаблон
с установленными на нем фиксаторами концов электропроводов, отличающееся тем, что, с целью упрощения конструкции и получения возможности изготовления жгутов электропроводов для электроустановок с различными размерами и схемами соединения без его перенастройки, фиксаторы концов электропроводов расположены на шаблоне по неразветвляющейся трассе с постоянным шагом, определяемым требуемой точностью формирования жгута.
2.Устройство по п. 1, отличающееся тем, что, с целью уменьшения его габаритов, фиксаторы концов электропроводов расположены по спиральной трассе.
Псточник информации, принятый во внимание при экспертизе:
I. Н. И. Пибизов «Средства механизации изготовления и контроля жгутов электропроводов, Оборонгиз, М., 1962, с. 127.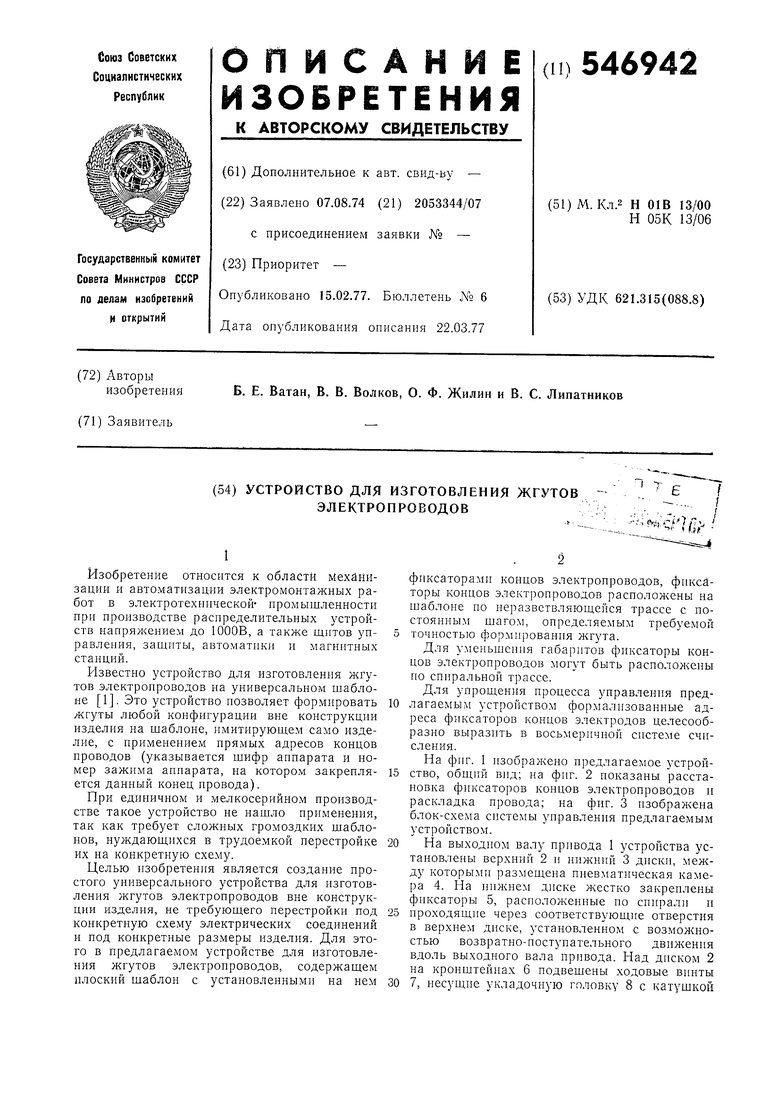

| название | год | авторы | номер документа |
|---|---|---|---|
| Многокоординатная система числового программного управления | 1972 |
|
SU448435A1 |
| ЦИФРОВАЯ МАШИНА ДЛЯ ПОИСКА ИНФОРМАЦИИ | 1966 |
|
SU214201A1 |
| Устройство контроля совместной работы группы операторов | 1983 |
|
SU1193717A1 |
| СИСТЕМА ПЕРЕДАЧИ И ОБРАБОТКИ СИГНАЛОВ О СОСТОЯНИИ ОБЪЕКТОВ | 1994 |
|
RU2087036C1 |
| Система управления технологическим процессом дискретного производства | 1984 |
|
SU1251110A1 |
| ВСЕСОЮЗНАЯ Л. А. Шойхет, А. С. Белима, А. Г. Мелик-Аскаров, }j^,..^,..,.. ^^^,,,,.,.^^В. М. Гаврилюк, Б. И. Семеняк и А. А. Казьмина р^"—"!Н1'~1':ХН'''-;5\?{ЛЯ | 1970 |
|
SU287550A1 |
| Устройство для укладки проводов в жгут | 1977 |
|
SU610183A1 |
| Устройство для обучения операторов систем управления | 1985 |
|
SU1267462A1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Устройство для подготовки и отладки программ | 1980 |
|
SU999020A1 |