«125)1
Изобретение относится к системам правления дискретнья производством может быть использовано для статистического контроля работы оборудования, а также контроля деталей„ 5
Цель изобретения - повьпление досоверности контроля.
На фиг, 1 представлена блок-схема - истемы управления; на фиг. 2 - блок- хема устройства распределения импуль- 0 ов; на фиг, 3 - блок-схема второго ульта (пульта контролера); на иг, 4 - блок-схема первого пульта; а фиг. 5 - блок-схема контроллера.
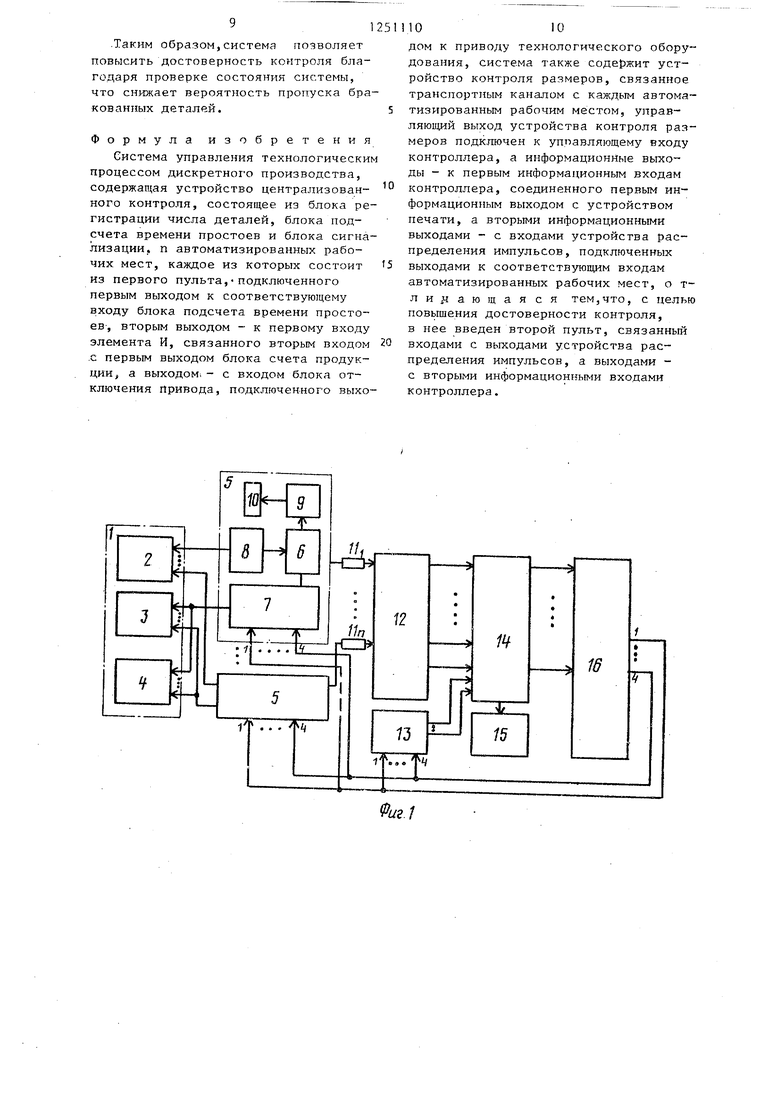
Система управления (фиг, 1 ) содер- t5 ит устройство I централизованного контроля, состоящее из блока 2 регистрации числа деталей, блока 3 подсчета времени простоев и блока 4 сигнализации; п автоматизированных рабо- 20 чих мест , каждое из которых состоит из элемента И 6, первого пульта 7 -(пульта рабочего места), блока 8 счета, продукции, блока 9 отключения привода и привода 10 техно- логического оборудования; п транспортных каналов П,- устройство 12 контроля размеров, второй пульт 13 (пульт контролера), контроллер 4, устройство 15 печати и устройство 30 16 распределения импульсов.
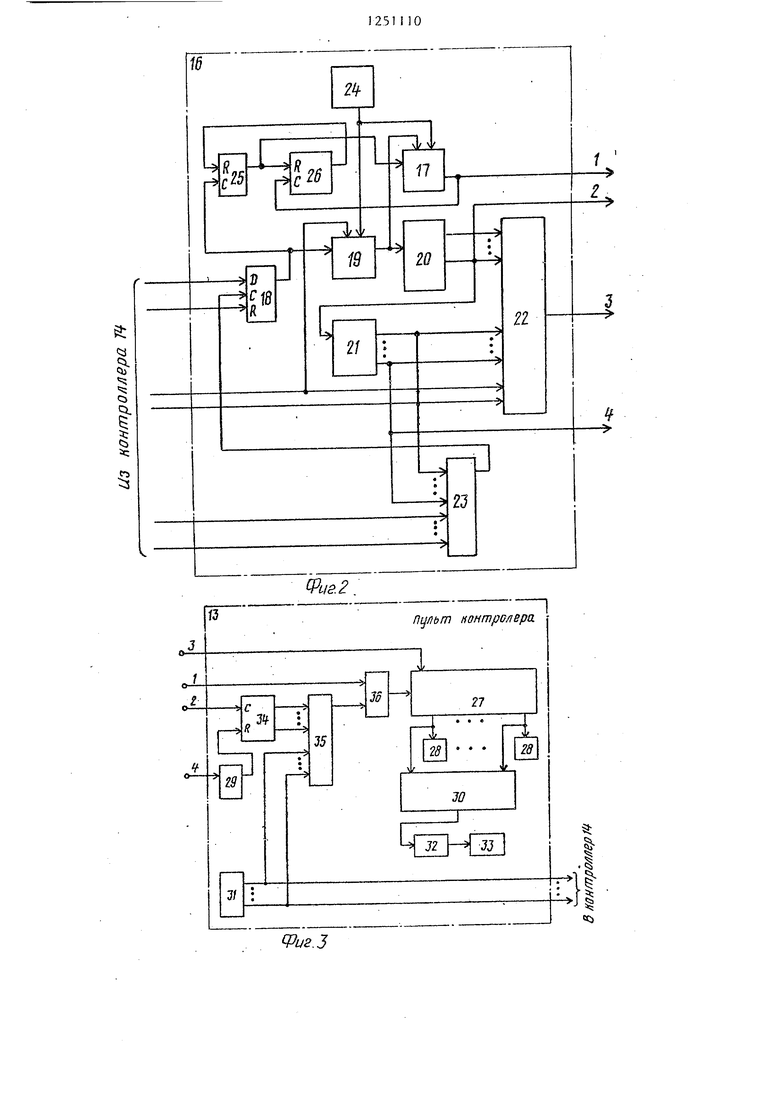
Устройство 16 распределер ия импульсов (фиг. 2) содержит первый коммутатор 17, первый триггер 18, второй коммутатор 19, первый счетчик 20 им- 35 пульсов, второй счетчик 21 импульсов, блок 22 памяти, второй элемент И 23, генератор 24, второй триггер 25, третий счетчик 26 импульсов
Второй пульт 13 (пульт контролера, 40 фиг, 3) содержит регистр 27 сдвига, первые элементы 28 ,-28 индикации, первый одновибратор 29, первый дешифратор 30, блок 3 переключателей, второй одновибратор 32, элемент 33 45 сигнализации, четвертый счетчик 34 импульсов, третий элемент И 35, четвертый элемент И 36,
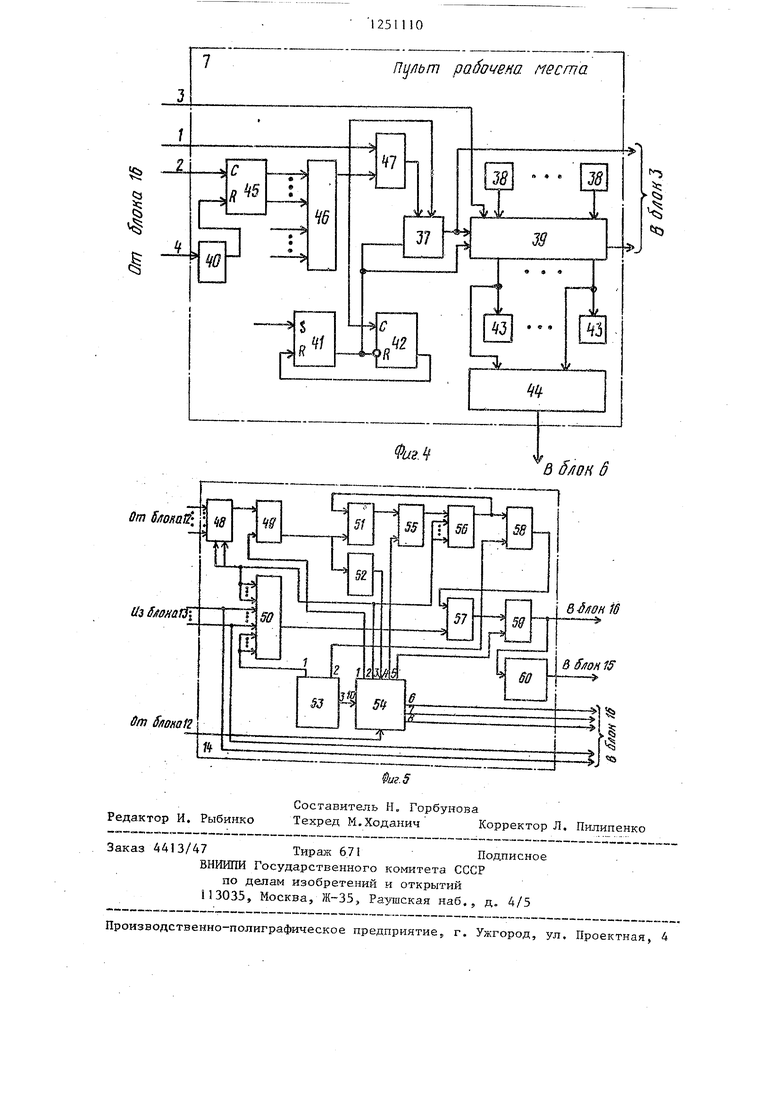
-Первый пульт 7 (пульт рабочего места, фиг. 4) содержит третий комму- 50 татор 37, формирователи . импульсов, второй регистр 39 сдвига, третий одновибратор 40, третий триггер 41, четвертый триггер 42, вторые элементы 43,-43к индикации, второй 55 дешифратор 44, пятый счетчик 45 импульсов, пятый элемент И 46, шестой элемент И 47.
102
Контроллер 14 (фн1 . 5) содержит четвертый коммутатор 48, первый регистр 495 второй блок 50 памяти, сумматор 51, блок 52 сложения по модулю два, блок 53 задзЕгня программы, блок 54 управления, второй регистр 55, третий блок 56 памяти, элемент 57 сравнения, блок 58 деления, третий регистр 39, блок 60 управления печатью.
Система работает следурощим образом.
Устройство 1 централизованного контроля производит сбор и регистрацию информации о количестве изготовленной продукции, времени простоев оборудования по каждому рабочему месту 5. и , осуществляет вызывную сигнализацию работников вспомогательных служб, при этом рабочим местом считается отдельная единица технологичес- ког о обор удования или группа оборудования, образз ощая линию с непрерывной технологией.
Данные о количестве изготовленных деталей поступают в устройство 1 ценрализованного контроля с блока 8 счета продукции. Вызывная сигнализация и установка причин -простоя тех- логического оборудования может осуществляться автоматически или вручную с помощью формирователей 38 импульсов,установленных на пультах 7 рабочих мест 5,
С каждого рабочего места через определенные промежутки времени автоматически или вручную берется выборка деталей и передается на устройство 12 контроля размеров для измерения. Оператор-контролер с помо- щью переключателей, расположенных на пульте 13, набирает код рабочего места 5, с которого поступила выборка деталей,Данные о результатах контроля и код рабочего места 5 вводятся в контроллер 14, Ввод информации в контроллер 4 может осуществляться в режимах прерывания, прямого доступа к памяти или в программно режиме. Контроллер 14 может производить статистическую обработку результатов измерения размеров деталей. Результаты анализа выборки деталей выводятся из программируемого контроллера на устройство 15 печати и через устройство 16 распределения импульсов - на пульт 13 контролера и пульты 7 рабочих мест. Причем информация
31
поступает на пульт 7 того рабочего места 5, с которого взята выборка. Информация выводится на элементы индикации пультов 7 и 13 в виде позиционного двоичного кода, каждый разряд которого обозначает брак или норму по соответствующему размеру детали, и дополнительный разряд, обозначающий годность или негодность детали в целом.
При поступлении на пульт 7 рабочего места сигнала Брак хотя бы по одному из размеров или при поступлении сигнала Негоде н пультом 7 вырабатывается сигнал на отключение привода 10 технологического оборудования, который поступает на элемент И 6. Этим сигналом при поступлении сигнала с блока 8 счета продукции, соответствующего моменту окончания очередного цикла обработки детали, при помощи блока 9 отключения привода осуществляется отключение привода 10 технологического оборудования. Индикация о результатах контро- ля данной выборки деталей сохраняется на пульте 7 рабочего места 5 до окончания контроля следующей выборки. При вводе данных по каждой детали из выборки Б контроллер 14 про- граммно осуществляется контроль вводимой информации. Для этого может быть использован, например, контроль на четность. При плавильном вводе, т.е. при необнаружении ошибок, контроллер 14 выдает сигнал Ответ, который через устройство 16 распределения импульсов поступает на пульт 13 контролера и сигнализирует о том, что данные введены в контроллер 14 -правильно. Причем при выводе сигнал Ответ проходит через устройство 16 распределения импульсов и осуществляется контроль его работоспособности Если после нажатия кнопки Пуск (не показана) оператор-контролер не получает сигнала Ответ, он может произвести- повторный ввод информации. Отсутствие сигнала Ответ при многократном вводе информации (нажатии кнопки Пуск) указывает на аварию в системе.
Как указывалось выше, по окончании статобработки по всей выборке осуществляется вывод информации из програм- 55 мируемого контроллера 14 на пульты рабочих мест и пульт контролера. По этой информации оператор-контролер
j 10
jj20 25 зо
5
0
5
0
5
104
может контролировать работоспособность системы, сравнивая результаты контроля по каждо детали из выборки с результатами контроля по всей выбop- ке.
В установившемся режиме происходит циклическая перезапись (регенерация) информации из блока 22 памяти устройства 16 распределения импульсов в регистр 27 сдвига пульта 13 контроле)а и в регистр -39 сдвига пульта 7 рабочего места. Осуществляется это следующим образом. По счетным импульсам, поступающим с выхода генератора 24 через коммутатор 19 на счетный вход счетчика 20 импульсов, на его выходе формируется код адреса i-ro разряда регистра 27 сдвига пульта 13 контролера и регистра 39 сдвига пульта 7 рабочего места. Код адреса рабочего места 5 формируется счетчиком 21 устройства 16 распределения импульсов. Этим кодом выбирается область памяти в блоке 22 памяти, где хранится информация по выборке, поступившей с данного рабочего места 5. При помощи синхроимпульсов, поступающих с генератора 24 через коммутатор I7 на входы пультов 7 и 13, осуществляется синхронная перезапись информации из блока 22 памяти в регистры 27 и 39 сдвига. При этом синхронно работают счетчик 21 устройства 16 распределения импульсов, счетчик 45 пульта рабочего места и счетчик 34 пульта контролера. Синхронизация достигается за счет принудительного сброса в нулевое состояние счетчиков 34 и 45 импульсами, поступающими с выхода старшего разряда счетчика 21 через одновибра- торы 29 и 40 на R-входы счетчиков 34 и 45. При совпадении кодов, поступаьэ- щих с выходов счетчиков 34 и 45 на группы входов элементов И 35 и 46, с кодами, поступающими на другие входы элементов И 35 и 46, уровняг 1, поступающими с выходов этих элементов на входы элементов И 36 и 47, разрешается прохождение синхроимпульсов через элементы И 36 на вход синхронизации регистра 27 сдвига и через элемент И -47 и коммутатор 37 - на вход синхронизации регистра 39 сдвига. Записанная в регистры 27 и 39 сдвига информация отображается на элементах 28 и 43 индикации. Дешифратором 44 пульта 7 рабочего места при поступлении сигнала Брак хотя бы
по одному из размеров или при поступлении сигнала Негоден вырабятрявает- ся сигнал отключения привода технологического оборудования.
При формировании сигнала Ответ из контроллера 14 на входы элемента И 23 устройства 16 распределения импульсов поступает код того рабочего места 5, код которого был набран при помощи блока 31 переключателей пульта 13 контролера при вводе информации в контроллер 14. На D-вход триггера 18 из контроллера 14 подается уровень I, При совпадении кода, поступающего с выходов счетчика 21 на входы элемента И 23, с кодом, поступающим из контроллера 14, сигнал с выхода элемента И 23 устанавливает триггер 18 в единичное состояние. При этом запрещается прохождение импульсов с выхода генератора 24 через коммутатор 19, по С-вхо- ду устанавливается в единичное состояние первый триггер 25. Тем самым разрешается работа счетчика 26, запрещается прохождение импульсов с выхода коммутатора 19 через первый коммутатор I7 на первый выход устройства 16 распределения импульсов и разрешается прохождение импульсов с выхода генератора 24 через первый коммутатор I7 на первый выход устройства 16 распределения импульсов и на счетный вход счетчика 26, Коэффициент пересчета счетчика 26 равен коэффициенту пересчета счетчика 20 и равен числу разрядов регистров 27 и 39 сдвига. Импульсами,поступающими с выхода устройства 16 распределения импульсов на счетные входы регистра 27 сдвига пульта 13 и регистра 39 сдвига пульта 7, производится очистка этих регистров. Дешифратором 30 пульта 13 при нулевой комбинации на входе вырабатывается сигнал, который поступает на одцовибратор 32, Последний формирует импульс, поступающий на элемент 33 сигнализации, который звуковым сигналом информирует оггера тора-контролера о том, что информаци введена в контроллер 14 правильно. Сигналом переполнения с выхода счетчика 26 триггер 25 устанавливается в нулевое состояние. После этого программно снимается уровень 1 с D- входа триггера 18 и на вход R-вход того же триггера из контроллера 14
подается сигнал Сброс. Устройство распределения импульсов возвращается в установившийся режим.
При выводе информации из контроллера 4 работа з стройства 16 распределения импульсов аналогична работе в режиме формирования сигнала Ответ. На входы элемента И 23 из контроллера 14 поступает код того рабочего места, с которого поступила выборка деталей и код которого был задан при помощи блока 31 переключателей оператором-контролером. На D-вход триггера 18 подается уровень 1. При совпадении кодов на выходе элемента И 23 формируется сигнал, который по С-входу переводит триггер 18 в единичное состояние. При этом запрещается прохождение импульсов с выхода генератора 24 через коммутатор 19, по С-входу устанавливается в единичное состояние триггер 25. Тем самым разрешается работа счетчика 26, запрещается прохождение импульсов с выхода коммутатора I9 через коммутатор 17 на первый выход устройства 16 распределения импульсов и разрешается прохождение импульсов с выхода генератора 24 через коммутатор 7 на первый выход устройства 16 и на счетный вход счетчика 26.
Через время Т, определяемое как
Тг|г- - - з)
где F тактовая частота генератора 24;
Ef - коэффициент пересчета счетчика 20;
N,j - коэффициент пересчета счетчика 21,после момента появления уровня на D-входе триггера 18 из контроллера 14 в блок 22 памяти по информационному входу в последовательном коде при помощи синхроимпульсов,поступающих на вход синхронизации блока 22 памяти из контроллера 14, переписывается информация.
При этом адрес i-й ячейки формируется аналогично режиму регенерации вто-- рым счетчиком 20, на счетный вход которого в последнем случае через коммутатор 9 поступают синхроимпульсы из контроллера 14. После заверше71
ния записи информации в блок памяти из контроллера 4 на R-вход триггера 18 поступает импульс, которьш сбрасывает этот триггер в нулевое состояние, и устройство 16 распределения импульсов переходит в установившийся режим.
Выход регистра 39 сдвига и выход коммутатора 37 пульта 7 связаны с устройством 1 централизованного контроля, что необходимо для осуществления вызывной сигнализации вспомогательных служб и установки причин простоя технологического оборудования. Вызывная сигнализация может про изводиться вручную.Осуществляется это следующим образом. При помощи формирователей 38 набирается необходимая информация, после чего подается импульс на S-вход триггера 41, ко торый переводит его в единичное состояние. При этом разрешается работа счетчика 42, запрещается прохождение синхроимпульсов с выхода элемента И 47 через коммутатор 37 на вход синхронизации регистра 39 сдвига, осуществляется параллельное занесение информации с формирователей 38 в регистр 39 сдвига.
После этого импульсами, поступаю- щими с первого входа пульта 7 через коммутатор 37 на вход синхронизации регистра 39 сдвига, осуществляется последовательный сдвиг записанной в этот регистр информации и занесе- ние ее в соответствующий регистр устройства 1 централизованного контроля. Коэффициент пересчета счетчика 42 численно равен числу разрядов регистра 39 сдвига. Сигналом перепол- нения, поступаю1цим с выхода счетчика 42 на R-вход триггера 41, триггер сбрасывается в нулевое состояние и система переходит в установившийся режим. ,
Контроллер 14 работает следующим образом. При поступлении сигнала Пуск из устройства 12 контроля размеров на вход блока 54 управления коммутатором 48 производится пооче- редное подключение выходов устройства 12 контроля размеров к входу регистра 49. Переключение коммутатора 48 осуществляется управляющими сигналами, поступающими с соответствующего выхода блока 54 управления. Информация о каждом контролируемом размере поступает по соответствующей линии
1108
в последовательном двоичном коде с добавочным разрядом для контроля-на четность. Регистром 49 производится преобразование поступающей информации в параллельный код. Проверка на четность осуществляется при помощи элемента 52 сложения по модулю два При необнаружении ошибок в кодовой комбинации последнего размера, записанной в регистре 49, блоком 54 управления вырабатываются соответствующие сигналы, поступающие в устройство 16 распределения импульсов, которые вызывают формирование сигнала Ответ. В противном случае формирования сигнала Ответ не происходит и контроллер 4 возвращается в исходный режим (ожидание сигнала Пуск), При помощи сумматора 51 и регистра 55 в блоке 56 памяти производится накопление сумм по каждому из размеров. Управление работой этих элементов осуществляется сигналами, поступающими с соответствующих выходов блока 54 управления. После этого информация из блока 56 памяти через блок 58 деления, который производит деление на число, равное количеству деталей в выборке, поступает на элемент 57 сравнения, который сравнивает средние арифметические значения . по каждому из размеров с эталонными значениями, хранящимися в блоке 50 памяти. Причем кодом, поступающим из пульта 13, задается та область памяти блока 50 памяти, где хранятся эталонные значения по данной детали. Результаты сравнения в виде сигналов Брак-норма по каждому из размеров заносятся в регистр 59. Регистр 59 имеет внутреннюю схему ИЛИ (не показана), которая формирует дополнительный разряд, обозначающий годность или негодность выборки деталей по всем размерам в целом. Из регист;ра 59 информация поступает в блок 60 управления печатью и при помощи.соответствующих управляющих сигналов с выходов блока управления 54 - в устройство 16 распределения импульсов.
Количество деталей в выборке, определяющее коэффициент деления блока 58 деления, задается при помощи блока 53 задания программы. В функции блока 53 задания программы входит также изменение содержимого блока 50 памяти, которое необходимо при смене номенклатуры контролируемых деталей.
91251
.Таким образом,система позволяет повысить достоверность контроля благодаря проверке состояния системы, что снижает вероятность пропуска бракованных деталей.5
Формула изобретения
Система управления технологическим процессом дискретного производства, содержащая устройство централизован него контроля, состоящее из блока регистрации числа деталей, блока подсчета времени простоев и блока сигнализации, п автоматизированных рабочих мест, каждое из которых состоит из первого пульта,-подключенного первым выходом к соответствующему входу блока подсчета времени просто
ев-, вторым выходом - к первому входу элемента И, связанного вторым входом .с первым выходом блока счета продукции, а выходом - с входом блока отключения привода, подклгоченного выхо
5
10
15
20
1010
дом К приводу технологического оборудования, система также содержит устройство контроля размеров, связанное транспортным каналом с каждым автоматизированным рабочим местом, управляющий выход устройства контроля размеров подключен к управляющему входу контроллера, а информационные выходы - к первым информационным входам контроллера, соединенного первым информационным выходом с устройством печати, а вторыми информационными выходами - с входами устройства распределения импульсов, подключенных выходами к соответствующим входам автоматизированных рабочих мест, о т- лилающаяся тем,что, с целью повышения достоверности контроля, в нее введен второй пульт, связанный входами с выходами устройства распределения импульсов, а выходами - с вторыми информационными входами контроллера.
й:
y
Cj
i/a2
iZ
ng/ibm нонтролера.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля программных автоматов | 1988 |
|
SU1571552A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ТЕЛЕВИЗИОННЫХ ОПТИЧЕСКИХ СИСТЕМ | 1991 |
|
RU2010448C1 |
| Устройство для приема и воспроизведения телеизмерений | 1986 |
|
SU1377888A1 |
| Устройство для тестового контроля и диагностики цифровых модулей | 1986 |
|
SU1376087A1 |
| Устройство для контроля выполнения программ | 1989 |
|
SU1709319A1 |
| Устройство для формирования тестов | 1990 |
|
SU1800458A1 |
| Многоканальное устройство ввода аналоговой информации | 1986 |
|
SU1403057A1 |
| Устройство для программного управления | 1981 |
|
SU987579A1 |
| Генератор тестов | 1986 |
|
SU1424020A1 |
| Устройство для обучения операторов автоматизированных систем управления | 1984 |
|
SU1196937A1 |
Изобретение о,тносится к системам управления дискретным производст- может быть использовано для статистического контроля работы оборудования, а также контроля деталей. Цель изобретения - повышение достоверности контроля. Система содержит устройство централизованногоi. контроля, состоящее из блока регистрации числа деталей, блока подсчета времени простоев и блока сигнализации,а также п автоматизированных рабочих мест, каждое из которых состоит из элемента И, первого пульта, блока счета продукции, блока отключения, приво- да технологического оборудования; п транспортных каналов, устройство контроля размеров, второй пульт, контроллер, устройство печати, устройство распределения импульсов. Введение второго пульт а и соответствующих функциональных связей позволяет достичь поставленную цель. 5 ил. С & (Л ч ел
J5
35
27
28
3/
ОРиг.З
U
HI J|
«i
&
сз
Пцльт pai oL/eHo. песта
ФигЛ
f
в блок 6
, Фш.5
Составитель И„ Горбунова Редактор И, Рыбинко Техред М.Ходанич Корректор Л. Пилипенко
Заказ 4413/47 Тираж 671Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д„ 4/5
Производственно-полиграфическое предприятиег г. Ужгород, ул. Проектная, 4
| Система дискретного управления технологическим процессом | 1979 |
|
SU875389A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Система управления технологическим процессом с дискретным характером производства | 1973 |
|
SU484384A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
