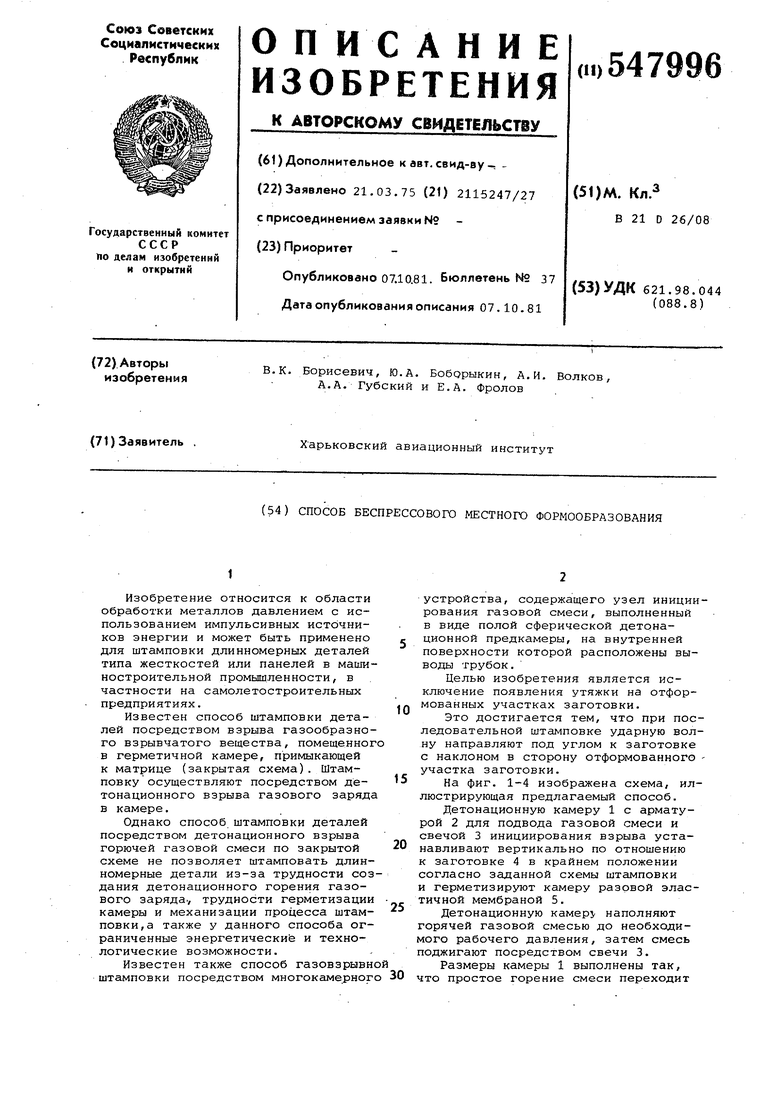
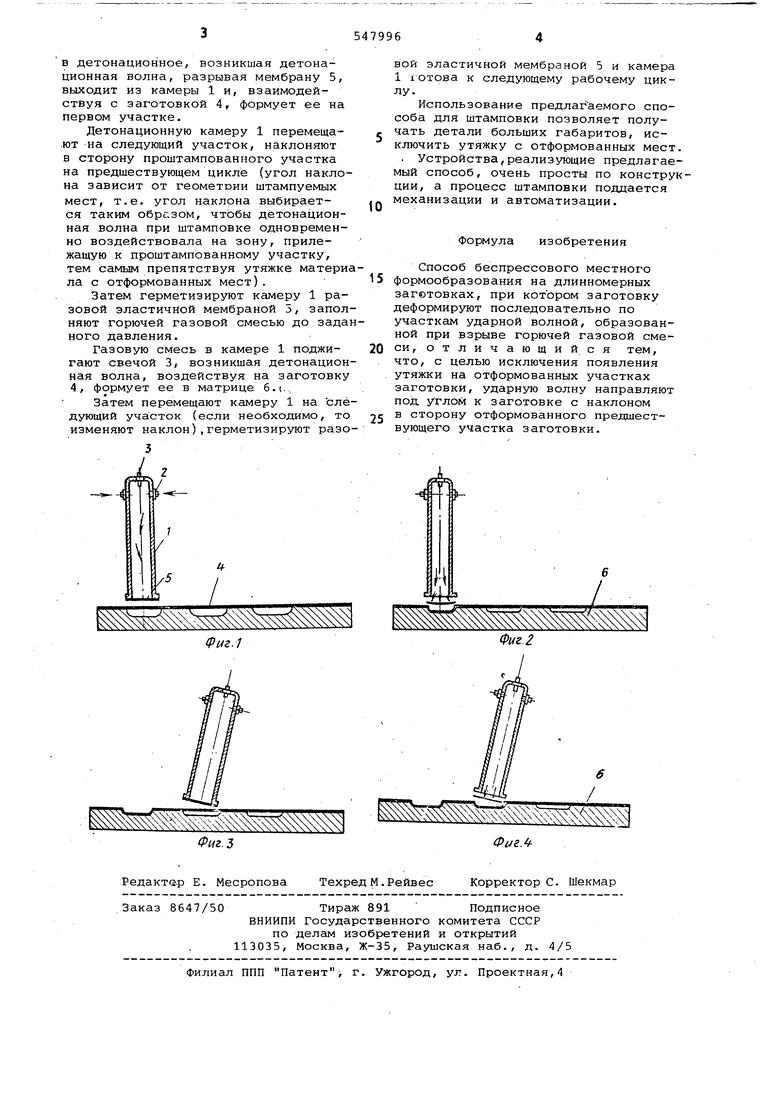
Изобретение относится к области обработки металлов давлением с использованием импульсивных источников энергии и может быть применено для штамповки длинномерных деталей типа жесткостей или панелей в машиностроительной промышленности, в частности на самолетостроительных предприятиях. Известен способ штамповки деталей посредством взрыва газообразного взрывчатого вещества, помещенног в герметичной камере, примыкающей к матрице (закрытая схема). Штамповку осуществляют посредством детонационного взрыва газового заряд в камере. Однако способ штамповки деталей посредством детонационного взрыва горючей газовой смеси по закрытой схеме не позволяет штамповать длинномерные детали из-за трудности соз дания детонационного горения газового заряда., трудности герметизации камеры и механизации процесса штамповки, а также у данного способа ограниченные энергетические и технологические возможности. Известен также способ газовзрывн штамповки посредством многокамерног устройства, содержащего узел инициирования газовой смеси, выполненный в виде полой сферической детонационной предкамеры, на внутренней поверхности которой расположены выводы трубок. Целью изобретения является исключение появления утяжки на отформованных участках заготовки. Это достигается тем, что при последовательной штамповке ударную волну направляют под углом к заготовке с наклоном в сторону отформованного участка заготовки. На фиг. 1-4 изображена схема, иллюстрирующая предлагаемый способ. Детонационную камеру 1 с арматурой 2 для подвода газовой смеси и свечой 3 инициирования взрыва устанавливают вертикально по отношению к заготовке 4 в крайнем положении согласно заданной схемы штамповки и герметизируют камеру разовой эластичной мембраной 5. Детонационную камеру наполняют горячей газовой смесью до необходимого рабочего давления, затем смесь поджигают посредством свечи 3. Размеры камеры 1 выполнены так, что простое горение смеси переходит