1
Изобретение относится к области автоматизации производства стекла.
Р1звестен способ управления процессом варки стекла в бассейне печи 1. Этот способ заключается в изменении расхода топлива по отклонению уровня стекломассы в бассейне печи и изменении загрузки шихты в зависимости от величины ее теплоусвоения.
Недостатком способа является низкая эффективность управления.
Известен также способ управления тепловым и технологическим режимом процесса стекловарения в ванных печах 2. Этот способ заключается в воздействии на нагревательные элементы в зависимости от отклонения границы шихты и варочной пены от заданного значения.
Недостаток известного способа связан с невозможностью устранения перекосов названной границы по обеим сторонам печи и выражается в низком отношении выхода годного стекла ко всему количеству сваренной стекломассы.
Целью изобретения является повышение коэффициента использования стекломассы.
Поставленная цель достигается тем, что контролируют положение границы шихты и варочной пены слева и справа от продольной оси печи и в зависимости от знака и степени асимметрии границы перераспределяют расходы
шихты и стеклобоя по обеим сторонам печи без изменения ее суммарной загрузки.
Перераспределение расходов шихты и стеклобоя между загрузчиками печи без нарушения ее материального баланса позволяет своемремеино устранять перекосы границы шихты и варочной иены. При этом устранение выравнивания границы происходит очень быстро и без дополнительного расхода топлива и шихты.
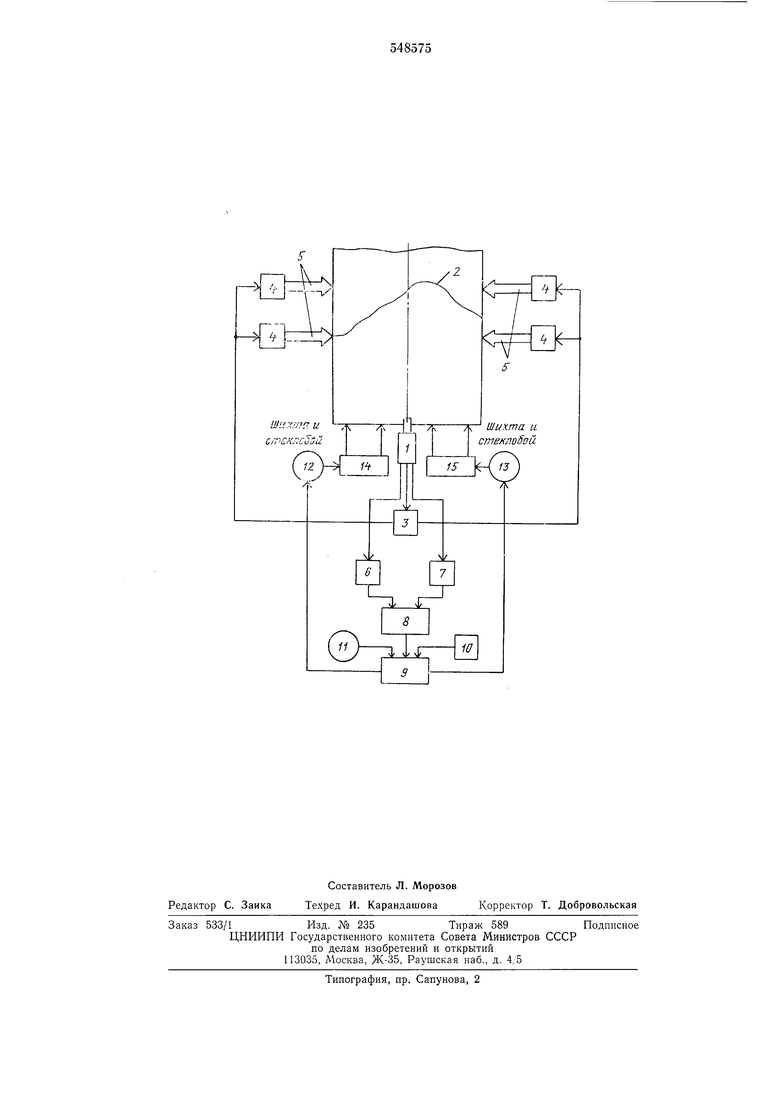
На чертеже изображена функциональная схема устройства, реализующего предложенный способ. Датчик 1 положения границы 2 шихты и варочиой пены выдает сигнал о положении границы на вход блока управления 3 тепловой нагрузкой. Датчик 1 может быть выполнен в виде автоматической телекамеры, установленной по продольной оси печи со стороны заг 1узочиого кармана. Блок управления 3 тепловой нагрузкой сравнивает измеренное положение границы 2 с заданным и при отклонении границы шихты и варочной пены от заданного положения в зависимости от величины и значка этого
отклонения выдает управляющий сигнал на блоки регулирования 4 тепловой нагрузки. При переходе щихты и варочиой пены через заданную граи15цу блоки регулирования 4 увеличивают тепловую нагрузку (расход топл)ша)
на горелках 5. Если же шихта и варочная пена не достигают заданного на продольной оси нечн ноложения, блокн регулирования 4 дают снгнал на уменыиепне расхода топлнва горелок 5.
Сигнал с датчика 1 положения границы 2 иоступает также на входы интеграторов 6, 7, которые вычисляют значения площадей, занятых шихтой и варочной пеной соответственно слева н снрава от продольной оси печи. Сигналы интеграторов 6, 7 сравниваются в блоке сравнения 8. При симметричной картограмме зеркала стекломассы площади, занятые шихтой и варочной иеной ло обеим сторонам иечи, равны, и сигнал на выходе .блока 8 отсутствует.
Общая ироизводительность загрузки устанавливается в блоке управления 9 согласно материальному балансу по сигналам датчика 10 и задатчика 11 уровня стекломассы. При отсутствии сигнала об асимметрии картограммы зеркала стекломассы (перекосе границы шихты и варочной иены) на выходе блока сравнения 8 блок управления 9 устанавливает одинаковые задания на задатчиках 12, 13 скоростей загрузчиков 14, 15. В качестве загрузчиков могут быть использованы ;роторные загрузчики, управление которыми осуществляется путем изменения их скоростей, при этом количество загрузчиков определяется требуемой точностью аппроксимации границы 2 шихты и варочной пены.
При перекосе границы 2 шихты варочной пены, например, как показано на чертеже, смещении границы вправо, сигналы, поступающие с интеграторов 6, 7 в блок сравнения 8 не равны между собой и в блок управления 9 поступает информация о величвне и знаке асимметрии картограммы зеркала стекломассы. В зависимости от иоступивщей информации блок управления 9 перераспределяет расходы шихты и стеклобоя по обеим сторонам печи, изменяя задания скоростей на задатчиках 12, 13. Скорости заргузчиков, пропорциональные расходам шихты и стеклобоя, перестраиваются таким образом, что в случае, показанном на чертеже, загрузчик 14 увеличивает расход шихты и стеклобоя, а загрузчик 15 уменьшает.
В случае же смещения границы 2 влево, наоборот, загрузчик 14 уменьшает расход щихты и стеклобоя, а загрузчик 15 увеличивает. При этом выравнивание границы шихты и варочной пены происходит без нарушения материального баланса, так как общий расход шихты и боя остается неизменным.
Своевременное устранение перекосов границы шихты и варочной пены путем перераспределения расходов шихты и стеклобоя между загрузчиками позволяет значительно повысить
химическую и температурную однородность стекломассы за счет стабилизации выработочного и конвективных потоков.
Формула изобретения
Способ управления, тепловым и технологическим режимом процесса стекловарения в ванных печах по авт. св. № 400529, отличающийся тем, что, с целью повышения стекломассы, контролируют положение границы
шихты и варочной пены слева и справа от продольной оси печи и в зависимости от знака и степени асимметрии границы перераспределяют расходы шихты и стеклобоя по обеим сторонам лечи без изменения ее суммарной загрузки.
Источники информации, принятые во внимание при экспертизе изобретения.
1.Авт. св. № 442998, кл. С ОЗВ 5/00, 1973.
2.Авт. св. № 400529, кл. С ОЗВ 5/24, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом стекловарения в ванной печи | 1983 |
|
SU1101427A1 |
| Способ обогрева ванной стекловаренной печи | 1976 |
|
SU591415A1 |
| Способ управления загрузкой сырьевых материалов в стекловаренную печь | 1982 |
|
SU1011565A1 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |
| Способ управления процессом варки стекла | 1983 |
|
SU1189819A1 |
| Ванная стекловаренная печь | 1975 |
|
SU649662A1 |
| Устройство для управления загрузкой сырьевых материалов в стекловаренную печь | 1982 |
|
SU1011566A1 |
| Стекловаренная печь | 1984 |
|
SU1206235A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Ванная стекловаренная печь | 1982 |
|
SU1073185A2 |