1. Область применения.
Изобретение относится к способам варки стекла в непрерывно действующих ванных печах производительностью от 50 до 800 тонн стекломассы в сутки в производстве листового стекла и стеклотары. Наиболее эффективно может быть использовано на всех типах линий многофункционального назначения в производстве бесцветного и окрашенного в массе флоат-стекла.
2. Уровень техники.
Известны способы варки стекла в ванной стекловаренной печи в производстве листового стекла [1], согласно которым загрузку шихты и стеклобоя осуществляют по всей ширине загрузочного кармана, сочлененного с торцовой стеной варочного бассейна, противоположной выработочному концу печи. Двигаясь вдоль печи, шихта со стеклобоем под воздействием высоких температур превращается в готовую стекломассу, пройдя последовательно все стадии стекловарения.
Недостатком такого способа варки стекла является повышенное разрушение огнеупоров по периметру боковых стен варочного бассейна на уровне “зеркала” стекломассы из-за агрессивного воздействия щелочей, свежеобразованного плава шихты и воздействия самой шихты. Также в этих способах исключается использование стекольного боя с других предприятий.
Прототипом предполагаемого изобретения является способ варки стекла, изложенный в книге Г.Гоэрка “Производство тянутого листового стекла" на стр. 100-101 [2]. Показано, что шихту без стеклобоя можно загружать посередине загрузочного кармана, а стеклобой - по обеим сторонам шихты. При этом предполагается использование стекольного боя, образующегося в собственном производстве.
Недостатками такого способа варки стекла являются низкие удельные съемы стекломассы, необходимость длительной гомогенизации стекломассы и ухудшение процессов ее осветления из-за образования на поверхности стекломассы высококремнеземистой пленки.
Предполагаемое изобретение устраняет недостатки аналогов и прототипа.
3. Сущность изобретения.
В соответствии с предполагаемым изобретением загрузку стеклобоя производят неравномерно относительно боковых стен и середины загрузочного кармана, обеспечивая загрузку от 20 до 95% стеклобоя по обеим сторонам шихты между шихтой и боковыми стенами варочного бассейна печи, а остальной стеклобой, смешанный с шихтой, загружают посередине загрузочного кармана. Также под шихту, смешанную со стеклобоем с размером частиц 0,2-5 мм, подают стеклобой с размером кусков 10-60 мм.
Так как современные способы варки стекла в ванных печах производительностью от 50 до 800 тонн стекла в сутки с высокой усредняющей способностью позволяют получать высококачественное стекло то, как правило, собственного технологического стеклобоя не хватает и возникает необходимость либо резко уменьшать соотношение шихта-бой в сторону уменьшения стеклобоя, что технологически нецелесообразно, или применять стекольный бой других стекольных заводов из аналогичного по составу, варочным и выработочным свойствам стекла.
Помимо перемешивания стеклобоя с шихтой можно подавать шихту средними загрузчиками на “подслой” стеклобоя. Для этого стеклобой листового стекла дробится на куски размером от 10 до 60 мм и высыпается равнораспределенно в средней части загрузочного кармана на поверхность расплавленной стекломассы, а сверху на него ссыпается шихта. Это ускоряет процесс провара шихты, позволяет получать более однородную стекломассу и увеличить удельную производительность печи.
При загрузке через средние загрузчики смеси шихты и стеклобоя улучшается химическая однородность расплава стекломассы, так как свежесваренный плав шихты смешивается и усредняется с расплавленным стеклобоем путем энергичного перемешивания выделяющимися при варке газообразными соединениями. Предварительное перемешивание шихты со стеклобоем наиболее целесообразно при варке окрашенных в массе стекол.
Дробление стеклобоя осуществляется до размеров сопоставимых с размерами частиц песка, мела, доломита и может составлять от 0,2 до 5 мм. При смешивании шихты с дробленым стеклобоем необходимо обеспечить статистически равномерное распределение стеклобоя в шихте. Для указанного способа варки стекла уменьшается опасность образования высококремнеземистой пленки на поверхности стекломассы, затрудняющей ее осветление.
Подача стеклобоя грядами вдоль боковых стен варочного бассейна позволяет снизить температуру стекломассы на 20-50°С на уровне зеркала стекломассы по периметру огнеупоров боковых стен варочного бассейна. Таким образом, массированная подача стеклобоя и его активное продвижение вдоль боковых стен печи в районе варки гряд шихты и отдельных куч шихты, а также в область плотной варочной пены позволяет снизить агрессивное воздействие компонентов, продуктов варки шихты и самой шихты на разрушение огнеупоров. Образующиеся реагенты шихты взаимодействуют в первую очередь с плавом стеклобоя и их агрессивное воздействие на огнеупор снижается. Также резко уменьшается возможность контактирования отдельных куч шихты с огнеупорами боковых стен варочного бассейна.
Загрузку стеклобоя вдоль боковых стен варочного бассейна можно производить не только через загрузочный карман, а и через окна в торцовой стене печи или окна в боковых стенах.
4. Перечень чертежей.
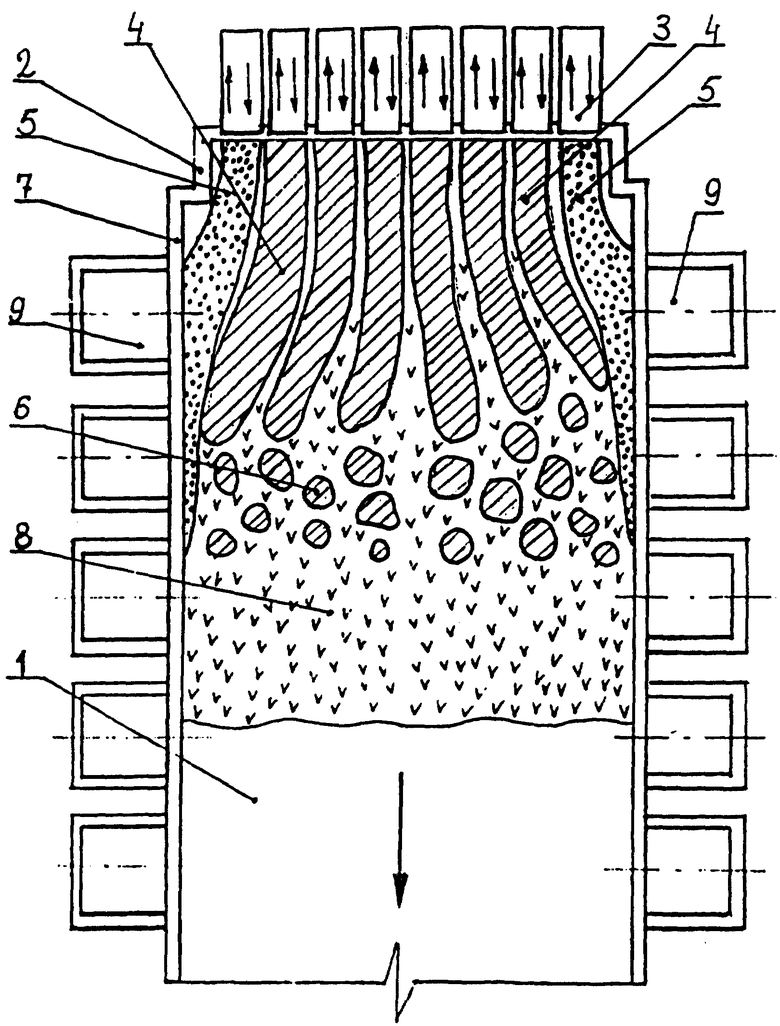
На чертеже схематично представлен вид в плане одного из вариантов устройства для реализации способа, где
1 - варочный бассейн ванной стекловаренной печи.
2 - загрузочный карман, сопряженный с торцовой стеной варочного бассейна.
3 - загрузчик шихты.
4 - гряды шихты со стеклобоем.
5 - гряды стеклобоя.
6 - отдельные кучи шихты со стеклобоем.
7 - боковые стены варочного бассейна печи.
8 - варочная пена.
9 - регенеративные горелки печи.
5. Сведения, подтверждающие возможность осуществления изобретения.
Ванная стекловаренная печь 1 производительностью 250 тонн листового флоат-стекла в сутки имеет ширину варочного бассейна 9 м и загрузочный карман 2 шириной 8,2 м и длиной 0,8 м. Загрузка шихты и стеклобоя осуществляется механически восемью загрузчиками 3 стольного типа с электрическим приводом. Питание стекловаренной печи шихтой и стеклобоем производится по команде от уровнемера, по сигналу которого загрузчики 3 включаются в работу при снижении уровня стекломассы в печи, например, на 0,2 мм.
Загрузочный узел состоит из восьми стольных загрузчиков, установленных по всей ширине загрузочного кармана 2. Каждый загрузчик имеет расходный бункер, стол и толкатель. Шихта или стеклобой поступает из расходного бункера на стол и со стола толкателем сгружается на поверхность стекломассы в загрузочном кармане. Стол имеет определенную величину хода, например от 120 до 300 мм, при сообщении ему возвратно-поступательного движения. При движении вперед стол своим козырьком проталкивает ранее ссыпанную шихту или стеклобой в варочный бассейн печи, обеспечивая продольно-грядовую загрузку шихты 4 и стеклобоя 5. Гряды шихты 4 и стеклобоя 5 под действием потоков стекломассы сыпочного цикла и в процессе варки расходятся к боковым стенам варочного бассейна.
Стеклобой загружается через крайние загрузчики №1 и №8. Шихта, смешанная со стеклобоем, загружается через средние загрузчики №2-№7.
На чертеже схематично показана картограмма границ зоны варки с расположением продольных гряд шихты 4 и стеклобоя 5; зоны расположения отдельных куч шихты 6 и зону варочной пены 8 относительно каждой пары горелок 9.
Стеклобой 5 проходит вдоль боковых стен 7 варочного бассейна. В районе второй пары горелок гряды шихты 4 разделяются на отдельные кучи шихты 6, которые варятся в срединной части варочного бассейна, не касаясь боковых стен 7 варочного бассейна.
В зависимости от производительности ванных печей (50-800 тонн стекломассы в сутки) и максимальных температур варки 1450-1600°С срок непрерывной работы печей при использовании предполагаемого изобретения продлевается на 5-30% от запланированного. Варка шихты со стеклобоем в срединной части варочного бассейна, т.е. в зоне максимальных температур, позволяет повысить удельные съемы стекломассы на 3-8%.
Существует множество вариантов распределения стеклобоя по фронту загрузки в ванную печь.
Пример 1.
Производительность ванной стекловаренной печи 250 тонн стекла в сутки.
Соотношение шихта:стеклобой 80:20, количество стеклобоя 20%.
Количество загрузчиков шихты и стеклобоя 8 шт.
Загрузка шихты и собственного стеклобоя осуществляются следующим способом: по 7% стеклобоя через крайние загрузчики №1 и №8, а остальные 6% перемешиваются с шихтой и подаются через средние загрузчики №2-№7.
Способ позволяет продлить срок службы ванной печи на 10-15% и увеличить ее производительность на 3-5%.
Пример 2.
Производительность ванной стекловаренной печи 150 тонн стекла в сутки, окрашенного в массе. Соотношение шихта:стеклобой 70:30.
Количество стеклобоя, образующегося в собственном производстве, 20%.
Количество бесцветного стеклобоя других стекольных заводов 10%.
Количество загрузчиков шихты и стеклобоя 6 шт.
Загрузку шихты и стеклобоя осуществляют следующим способом: 10% своего стеклобоя перемешивают с 10% бесцветного стеклобоя других стекольных заводов и с шихтой и загружают через крайние загрузчики №1 и №6 по 10% стеклобоя каждый, а остальные 10% своего стеклобоя загружают через средние загрузчики №2-№5.
Способ позволяет продлить срок службы ванной печи на 20-30% и увеличить ее производительность на 7-10%.
Пример 3.
Производительность ванной стекловаренной печи 600 тонн стекла в сутки.
Соотношение шихта:стеклобой 80:20.
Количество стеклобоя, образующегося в собственном производстве, 16%.
Количество стеклобоя других стекольных заводов 4%.
Количество загрузчиков шихты и стеклобоя 8 шт.
Загрузку шихты и стеклобоя осуществляют следующим способом: 8% своего стеклобоя смешивают с 4% стеклобоя других стекольных заводов и подают через крайние загрузчики №1 и №8 по 6% стеклобоя каждый. Остальные 8% своего стеклобоя перемешивают с шихтой и подают равномерно через средние загрузчики №2-№7 в ванную печь.
Способ позволяет продлить срок службы ванной печи на 3-5% и увеличить производительность печи на 2-3%.
1. Солинов Ф.Г. Производство листового стекла. - М.: Стройиздат, 1976 г. - c.74, 102, 110-111.
2. Гоэрк Г. Производство тянутого листового стекла. - М.: Стройиздат, 1972 г. - с.100-101.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ШИХТЫ И СТЕКЛОБОЯ В РЕГЕНЕРАТИВНУЮ СТЕКЛОВАРЕННУЮ ПЕЧЬ С ПОДКОВООБРАЗНЫМ НАПРАВЛЕНИЕМ ПЛАМЕНИ | 2015 |
|
RU2595745C1 |
| Стекловаренная ванная печь | 1988 |
|
SU1604757A1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| СПОСОБ ВАРКИ БЕСЦВЕТНЫХ И ЦВЕТНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ СТЕКОЛ ИЗ СТЕКЛЯННОГО БОЯ | 2003 |
|
RU2250879C2 |
| Ванная стекловаренная печь | 1975 |
|
SU649662A1 |
| ВАННАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ | 2001 |
|
RU2187467C1 |
| Стекловаренная ванная печь | 1989 |
|
SU1659364A1 |
| Ванная стекловаренная печь | 1976 |
|
SU655660A1 |
| Ванная стекловаренная печь | 1989 |
|
SU1694486A1 |
Изобретение относится к стекольной промышленности. Способ варки стекла в ванной печи осуществляют таким образом, что загрузку стеклобоя производят неравномерно относительно боковых сторон и середины загрузочного кармана, обеспечивая загрузку от 20 до 95% стеклобоя по обеим сторонам шихты между шихтой и боковыми стенками варочного бассейна печи. Остальной стеклобой, смешанный с шихтой, загружают посредине загрузочного кармана. Под шихту, смешанную со стеклобоем с размером частиц 0,2-5 мм, подают стеклобой с размером кусков 10-60 мм. Способ позволяет продлить срок службы ванной печи за счет уменьшения износа огнеупоров варочного бассейна и увеличить производительность печи. 1 з.п. ф-лы, 1 ил.
| ГОЭРК Г | |||
| Производство тянутого листового стекла | |||
| - М.: Стройиздат, 1972, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Способ питания ванной стекловаренной печи шихтой и стеклобоем | 1947 |
|
SU71845A1 |
| Способ загрузки шихты и боя в стекловаренную печь | 1987 |
|
SU1518312A1 |
| ИЗДЕЛИЯ ИЗ СТЕКЛА С ПОКРЫТИЕМ, ПОЛУЧЕННЫМ МЕТОДОМ НАПЫЛЕНИЯ, И СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ | 1993 |
|
RU2090919C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |

