Изобретение касается машины для шлифования и полирования стеклянных листов одновременно с двух сторон.
С целью продвижения листов между обрабатывающими шлифовальными и полировальными кругами без применения кахих-либо подаюш,их механизмов, в предлагаемой машине применены для каждой стороны листа обрабатывающие круги с диаметром, большим ширины листа, расположенные так, что круги одного ряда смещены относительно кругов другого ряда в поперечном относительно движения листов направлении, причем вращение каждых попарно друг против друга расположенных кругов происходит с одинаковой скоростью, но в различных направлениях.
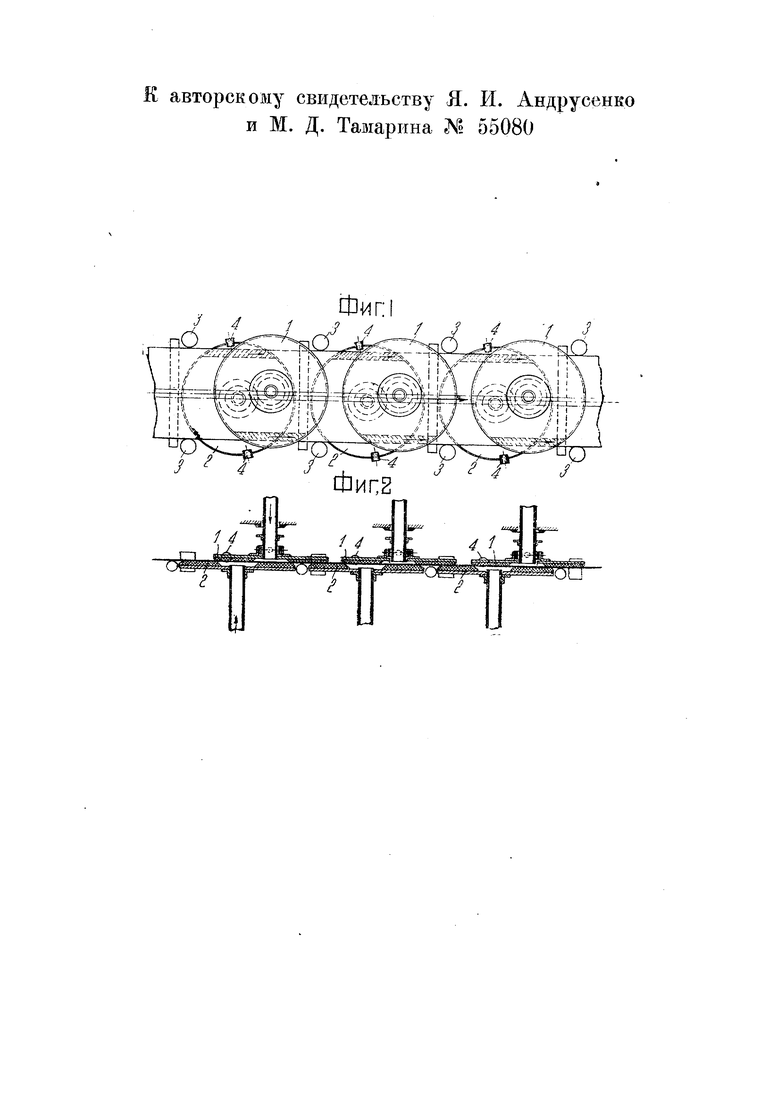
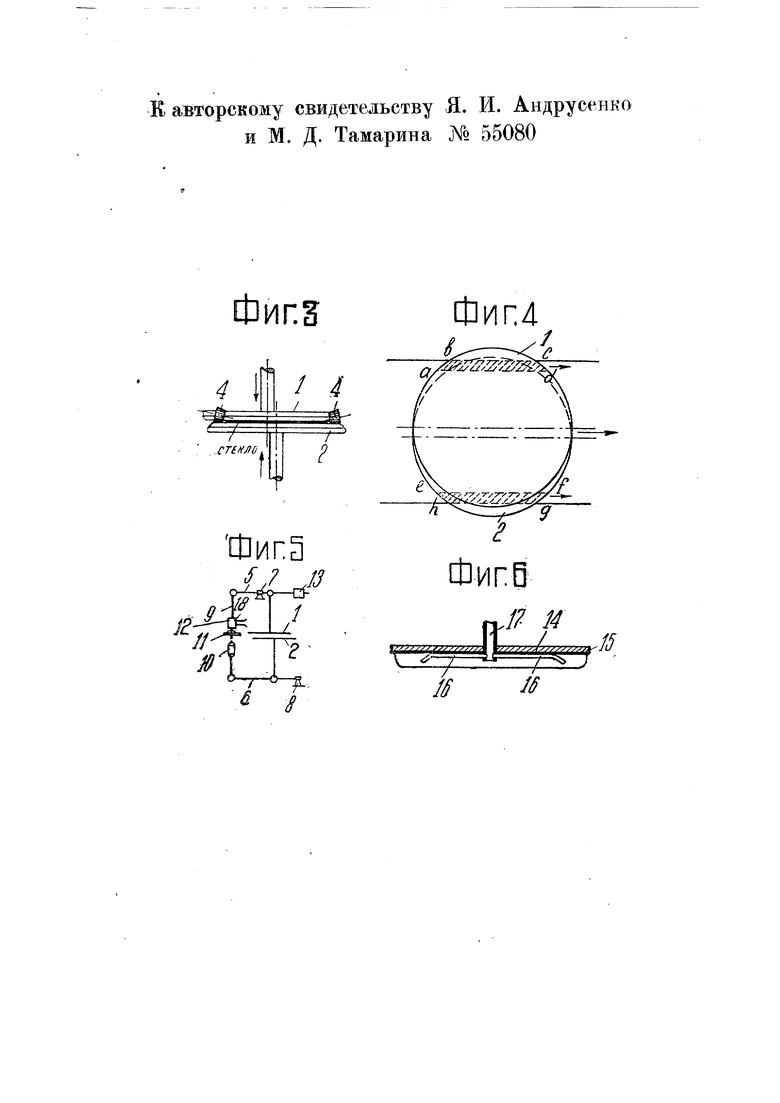
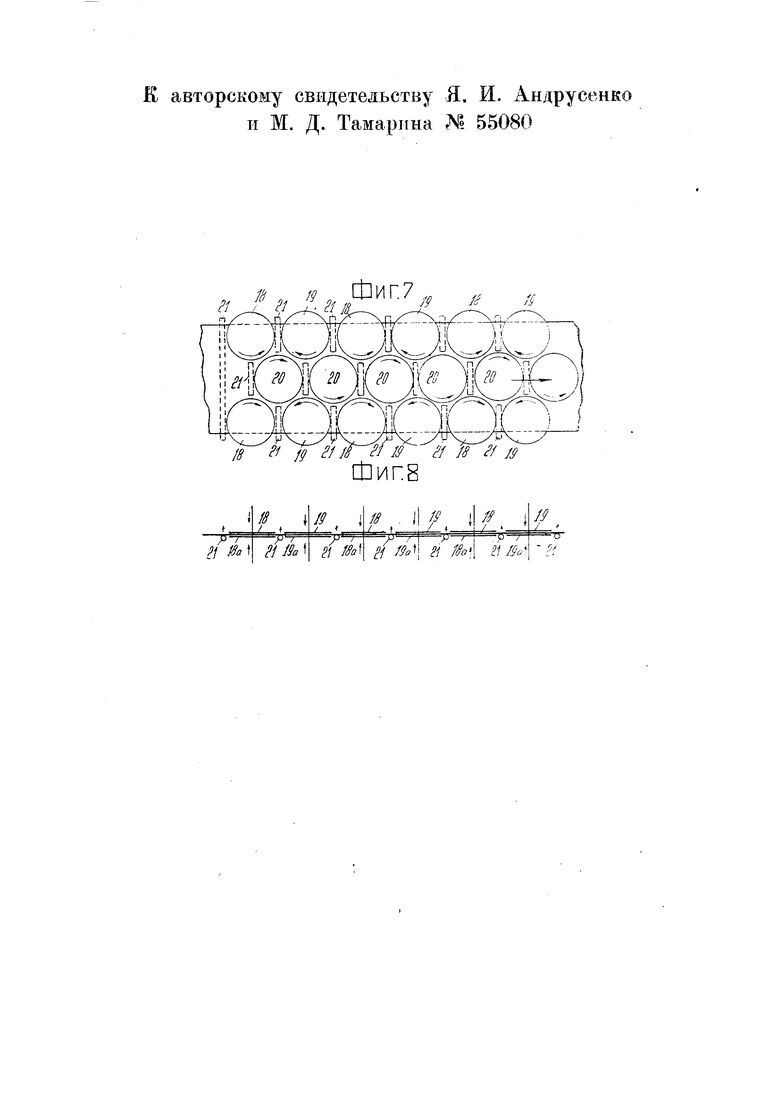
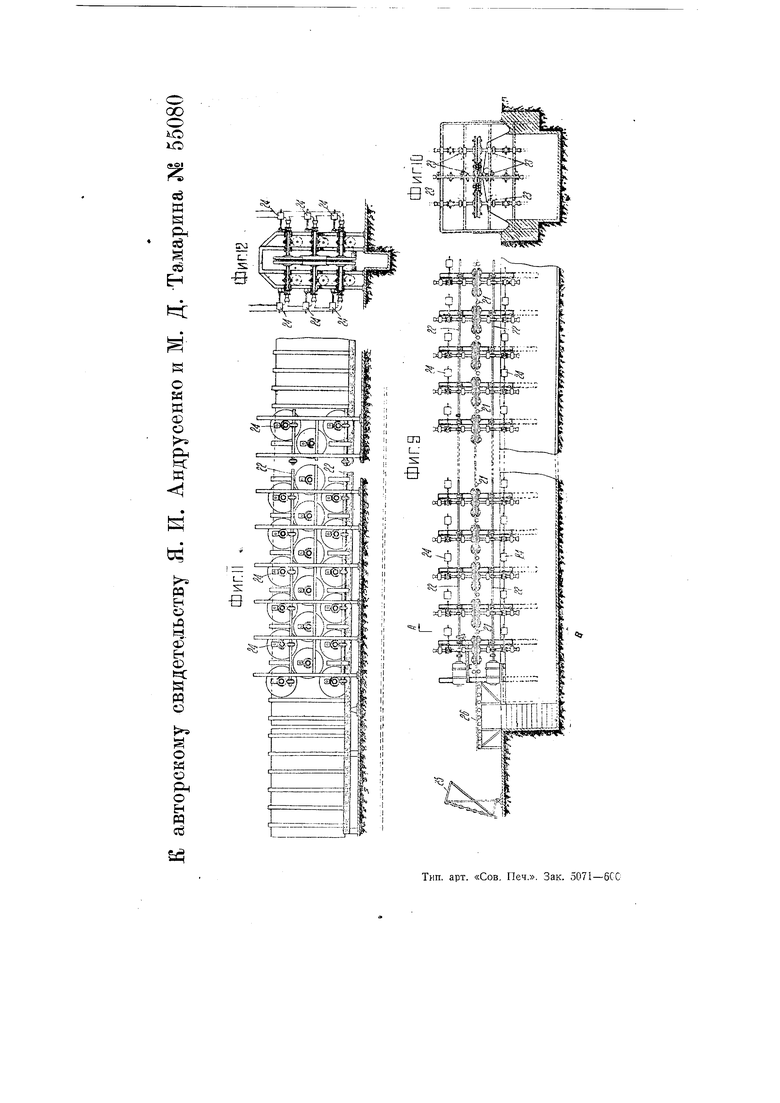
На схематическом чертеже фиг. 1 изображает вид сверху двух рядов обрабатывающих кругов с расположенным между ними стеклянным листом; фиг. 2 - продольный их разрез по фиг. 1; фиг. 3--поперечный разрез пары обрабатывающих кругов; фиг. 4 - вид сверху одной пары кругов; фиг. 5 -схему рычажной передачи, связывающей верхние и нижний круги; фиг. 6--схему полировального круга; фиг. 7, 8 - схему расположения обрабатывающих кругов в несколько рядов; фиг. 9 - вид сбоку машины с несколькими рядами кругов; фиг. 10 -разрез по линии АВ на фиг. 9; фиг. 11 и 12 -вид сбоку и поперечный разрез машины с вертикальным расположением обрабатываемого стекла.
В предлагаемой машине для шлифования и полирования стеклянных листов применен для каждой стороны листа один ряд шлифовальных п полировальных кругов / или 2 (фиг. 1 и 2) с диаметром, большим, чем ширина обрабатываемого листа, причем круги одного ряда смещены относительно кругов другого ряда как в поперечном, так и в продольном направлениях относительно направления движения листов. Вращение всех кругов обоих рядов происходит с одинаковой скоростью, но в различном направлении для верхнего и нижнего рядоз. Такое устройство имеет целью продвижение листов между кругами без применения каких-либо
подающих механизмов, что объясняется следующим образом. При точном расположении вращающихся верхних и нижних кругов друг против друга шлифуемое стекло находится в уравновещенном состоянии, так как при одинаковых давлениях кругов и одинаковых их диаметрах возникают одинаковые, но направленные в обратные стороны крутящие моменты. Если оси верхних кругов смещены в продольном направлении относительно осей нижних кругов, то возникает пара сил, под действием которой стекло стремится повернуться в горизонтальной плоскости, чему препятствуют боковые направляющие валики. В том случае, когда о:и верхних и нижних кругов взаимно смещены в поперечном направлении (фиг. 4) и при этом круги выступают своими наружными частями за края стекла, то при прочих указанных выше условиях это стекло, независимо от того, смещены ли оси в продольном направлении или нет, стремится перемещаться в пролольном направлении, так как при этом возникают дополнительные силы трения, соответствующие площадкам ab:d и efgh (фиг. 4); эти силы воздействуют на стекло в одном и том же направлении и вызывают перемещение стекла в том же направлении.
Для предотвращения поперечных смещений обрабатываемого листа помещены боковые ролики 3.
В целях достижении равномерного нажима обоих рядов кругов на обрабатываемое стекло, круги выполнены подвижными в осевом направлении и нажимаются в направлении к стеклу грузами или иным способом, причем передвижение кругов одного ряда ограничено упором их краев в неподвижно установленные ролики 4 (фиг. 1 и 3).
Эти ролики, установленные над нижними кругами, предохраняют последние от поднятия выще установленной плоскости обработки и этим обеспечивают их положение в одном неизменном горизонтальном положеНИИ.
Верхние круги 1 действуют с меньшей силой, достаточной для того.
чтобы обеспечить требуемое давление на стекло.
Разность давлений на стекло снизу и сверку воспринимается роликами 4 в результате чего давления, воспринимаемые стеклом, с обеих сторон оказываются одинаковыми.
Верхний и нижний круги связаны между собой рычажной передачей.
Эта передача состоит из двух шарнирно связанных с кругами / и 2 рычагов 5 и б (фиг. 5), имеющих опоры в точках 7 и S. Концы рычагов связаны между собой тягой Р переменной длины,снабженной регулировочным хомутом 10, при помощи которого можно удлинять или укорачивать тягу .9 с целью регулировать положение нижнего обрабатывающего круга 2 при определенном положении верхнего круга /.На тягу Р надет маховичок 11 с нарезкой на внутренней части ступицы, соответствующей нарезке на тяге. Ступица маховичка упирается снизу во втулку 12 неподвижного кронщтейна. При вращении маховичка по направлению движения часовой стрелки, ступица его упирается во втулку 12 и тяга 9 . опускается, в связи с чем круги 7 и 2 раздвигаются. При обратном вращении маховичка тяга 9 под действием груза 13 поднимается и при этом круги / и 2 сближаются. В сближенном рабочем положении кругов прижатие их к обрабатываемому стеклу обеспечивается действием груза.
В видоизмененной машине с каждой стороны обрабатываемого листа помещено но несколько рядов кругов (фиг. 7), причем верхние круги расп ложены против нижних кругов. Круги 18, 19, 18а и 19а крайних рядов выступают за край обрабатываемого листа на одинаковую величину. Два соседних круга одного и того же ряда вращаются в различных направлениях и притом круги 20 среднего ряда с одинаковой скоростью, а круги 18, 19 крайних рядов - с различными скоростями. Разностью этих скоростей обусловлена скорость поступательного движения обрабатываемого сте1:ла.
Для приведения кругов во вращение служат вращаемые двигателем продольные валы 22 (фиг. 9), передающие движение осям колес через посредство червячных передач 23.
Круги выполнены подвижными в осевом направлении, причем для уравновешивания их в вертикальной плоскости при сохранении требуемого нажима на стекло, установлены сверху и снизу противовесы 24. Давление верхних кругов на стекло больще нажима давления кругов, причем разность давления воспринимается и уравновешивается нижними валками 21, служащими опорой для стекла и обеспечивающими положение стекла в одной горизонтальной плоскости.
Стекло поступает в обработку в виде сплошной ленты непосредственно после прокатки стекла у ванной печи или в виде отдельных кусков стекла.
Доставленное к конвейеру стекло при помощи вращающегося приспособления 25 загружают в приемную часть 26 конвейера, откуда оно попадает в рабочую часть конвейера, где обрабатывается вращающимися с обеих сторон стекла кругами.
Процесс обработки стекла состоит из трех стадий: грубой шлифовки, тонкой шлифовки и полировки. Грубая шлифовка стекла производится при помощи подаваемого внутрь дисков песка. В первых рядах кругов подается крупный песок, а по мере удаления от начала конвейера все более и более мелкий.
Процесс тонкой шлифовки производится подачей внутрь кругов смеси воды с мелко измельченным наждаком разных фракций. Наконец, полировка стекла про-дзводится полировальниками при помощи мумии или крокуса. При переходе от одной стадии обработки к другой стекло подвергается обмы.ванию струей воды.
В конце рабочей части конвейера производится автоматическая поперечная резка стекла, затем производится продольная резка на роликовом столе, после чего стекло перекладывается на передвижные стеллажи и отправляется в склад. В центре кругов имеется углубление с лопатками, служащее для накапливания небольшого количества абразивов и осуществления равномерной подачи их. Выемка оканчивается спиральной прорезью небольшой глубины. Края кругов делаются со скосом, с целью облегчения ввода между ними обрабатываемого стекла.
Для подачи полирующей жидкости к центру полировальника, последний разбит диаметральными выемками на две или четыре секции и обтянут фетром или войлоком, который закреплен в выемках накладными планками 14 (фиг. 6) и снаружи по окружности зажимным обручем 15, с установлением в указанных выемках питательных трубок 16, сообщающихся с полой осью 17 полировальщика.
Выше описано устройство машины, в которой обрабатываемое стекло располагается горизонтально. На фиг. 11 и 12 изображена аналогичная мащина с вертикальным расположением обрабатываемого стекла.
Предмет изобретения.
1.Машина для шлифования и полирования стеклянных листов одновременно с двух сторон, отличающаяся применением для каждой стороны лис1а по одному ряду шлифовальных кругов с диаметром, большим ширины листа, причем круги одного ряда смещены относительно кругов другого ряда в поперечном направлении к направлению движения листов и вращение каждых двух попарно друг против друга расположенных кругов одного и другого ряда происходит с одинаковой скоростью, по в обратном направлении, каковое устройство имеет целью продвижение листов Л1ежду шлифовальными кругами без применения каких-либо подающих механизмов (фиг. 1 и 2), но с возможным применением устройств для корректирования скорости движения стекла.
2.В машине по п. 1 применение боковых роликов 3 для предотвращения поперечных смещений листа (фиг. 1).
3.Форма выполнения машины по п. 1, отличающаяся тем, что для равномерного нажима обоих рядов кругов на обрабатываемое стекло круги одного ряда (например, круги 2), выполнены подвижными в осевом направлении и прижимаются в направлении к стеклу груза1аи или т. п. до упора краями в неподвижно установленные ролики 4 (фиг. 1 и 3). .
4.Форма выполнения машины по п. 1, отличающаяся тем, что для равномерного нажима обоих кругов на обрабатываемое ст;екло оба ряда кругов / И 2 выполнены подвижными в осевом направлении и связаны между собой и с грузом или тому подобной рычажной системой 5, 9, 6, имеющей переменной длины тягу 9, таким образом, что перемещение одного ряда кругов вызывает такое же по величине, но обратное по направлению перемещение кругов другого ряда (фиг. 5).
5.Видоизменение машины по н. 1, отличающееся применением для каждой стороны листа по несколько рядов кругов, одинаково друг против друга расположенных с обеих сторон, причем круги крайних рядов 18, 19
(соответственно 18а, 19а) выступают за края листа на одинаковую величину и в этих рядах все четные круги вращаются в одном направлении с одинаковой скоростью, а все нечетные вращаются в обратном направлении и с иной скоростью, но каждые друг против друга расположенные круги попарно соответственно 19, /Равращаются в одну сторону (фиг. 7 и 8).
6.Форма выполнения машины по пп. 4 и 5, отличающаяся тем, что для равномерного нажатия на лист кругов с обеих сторон круги с одной стороны (например, круги /5, 19) выполнены подвижными в осевом направлении и прижимаются к стеклу грузами или т. п., а с противоположной стороны установлены неподвижные во время работы валики 2/, служащие опорой для стекла ;фиг. 8).
7.В машине по п, 1 применение полировальных кругов, имеющих радиальные кривые или наклонные выемки с расположенными внутри их питающими трубками, соединенными Б центре круга через полость оси с общей питающей трубой (фиг. 6). Е авторскому свидетельству Я. и М. Д. Тамарина И. Андрусенко 55080
к авторскому свидетельству Я. и М. Д. Тамарина №
сЬиг.1
Фиг.4 И. Андрусенко 55080
4 I
/ 4
.
1
/ ..
Шип
17 14 / «
t/
У- J
16 Е авторскому свидетельству Я. и М. Д. Тамарина №
, I. ,
j
//
ФигЗ И. Андрусенко 55080