Известны полировальные головки для стекла, в которых использована соединяемая со шпинделем станка кача1О1даяся крестовина, несуи1ая траверсы, к каждой из которых подвешены полировальные шайбы. Однако, пользуясь ими, невозможно изменять наружный диаметр перекрытия обрабатываемого стекла ч перераспределять нагрузки на полировальные шайбы.
С целью устранения этого недостатка, Б предлагаемой полировальной головке того же типа траверсы выполнены переставными по крестовине. Также выпо.лнепа переставной опора полировальных шайб к каждой траверсе.
Такое выполнение полировальной головки обеспечивает получение более высокого коэффициента равномерности полировки стекла, чем в известных конструкциях головок.
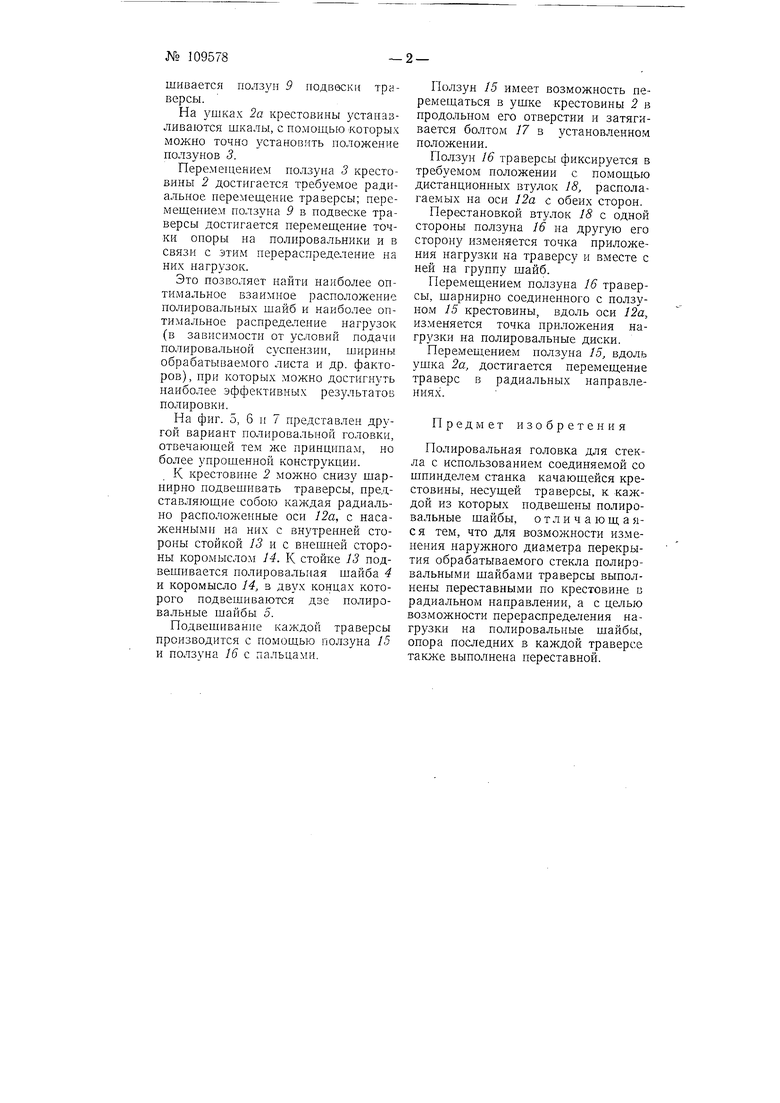
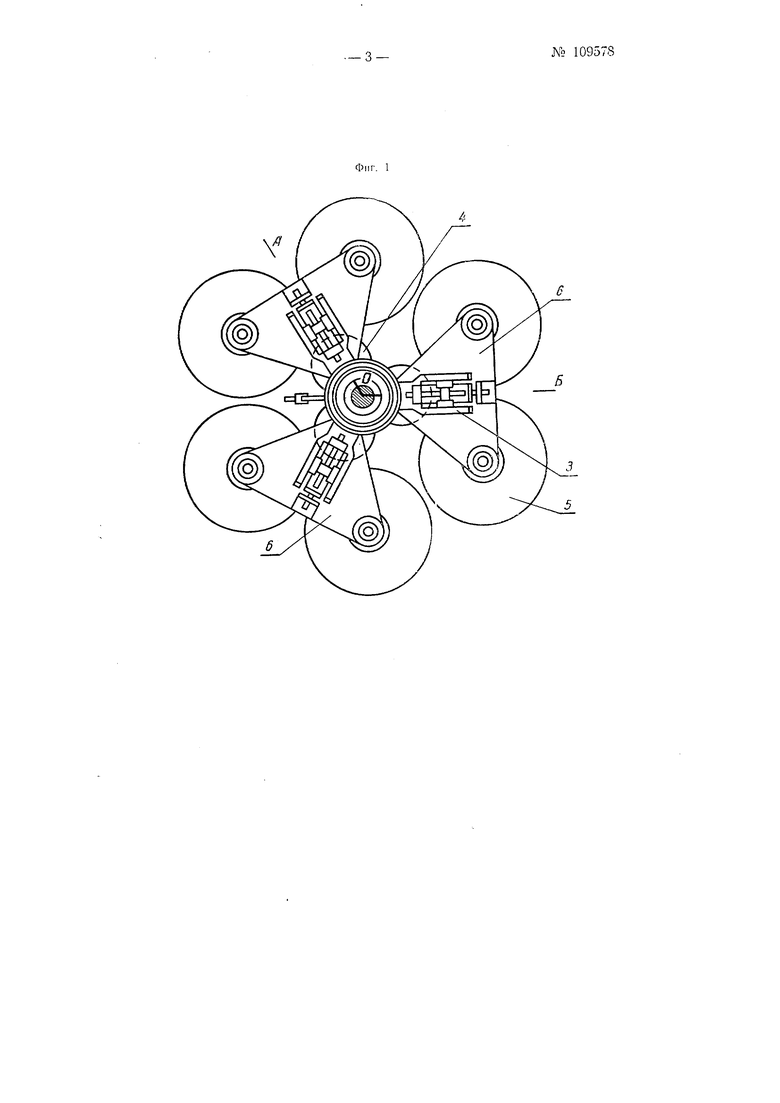
На фиг. 1 предлагаемая полировальная головка показана сверху; на фиг. 2 - в разрезе по АОБ на фиг. 1; на фиг. 3- в разрезе по ВВ на фиг. 2; на фиг. 4 показана отдельно траверса; на фиг. 5, 6 и 7 дан другой вариант выполнения предлагаемой полировальной головки.
К шпинделю / шариирно подвешивается крестовина 2. 1 ушкам 2а крестовины 2 снизу шарнирно присоединяются с помошью подвесок через 3 три траверсы, к каждой из которых присоединяются три полировальных шайбы, одна малая П1айба 4 и две больших шайбы 5.
Каждая траверса представляет собой плиту 6 с укрепленной шарнирной подвеской. Шарнирная подвеска представляет собою качаюпшеся направляюгцие 7, присоединяемые к плите 6 с помошью стоек cS. В направляюших 7 ползун 9 имеет продольное перемеп1,ение с помошью винта 10.
Ушкп 2а крестовипы (фиг. 1, 2 и 3) выполняются вилкообразными с профрезерованными внутри направляюш,ими плоскостями, вдоль которых ходит ползун 3 П-образного сечения. Этот ползун имеет самостоятельное перемеи ение с помоп1ью винта 11.
На пальцах 12 ползуна 3 подвешивается ползун 9 подвески траверсы.
На зшках 2а крестовины устанавливаются шкалы, с помощью которых можно точно установить положение ползунов 3.
Перемещением ползуна 3 крестовнны 2 достигается требуемое радиальное перемещение траверсы; перемещением ползупа 9 в подвеске траверсы достигается перемещение точки опоры на полировальники и в связи с этим перераспределение на них нагрузок.
Это позволяет найти наиболее оптимальное взаимное расположение полировальных шайб и наиболее оптимальное распределение пагрузок (в зависимости от условий подачи полировальной суспензии, ширины обрабатываемого листа и др. факторов) , при которых можно достигнуть наиболее эффективных результатов полировки.
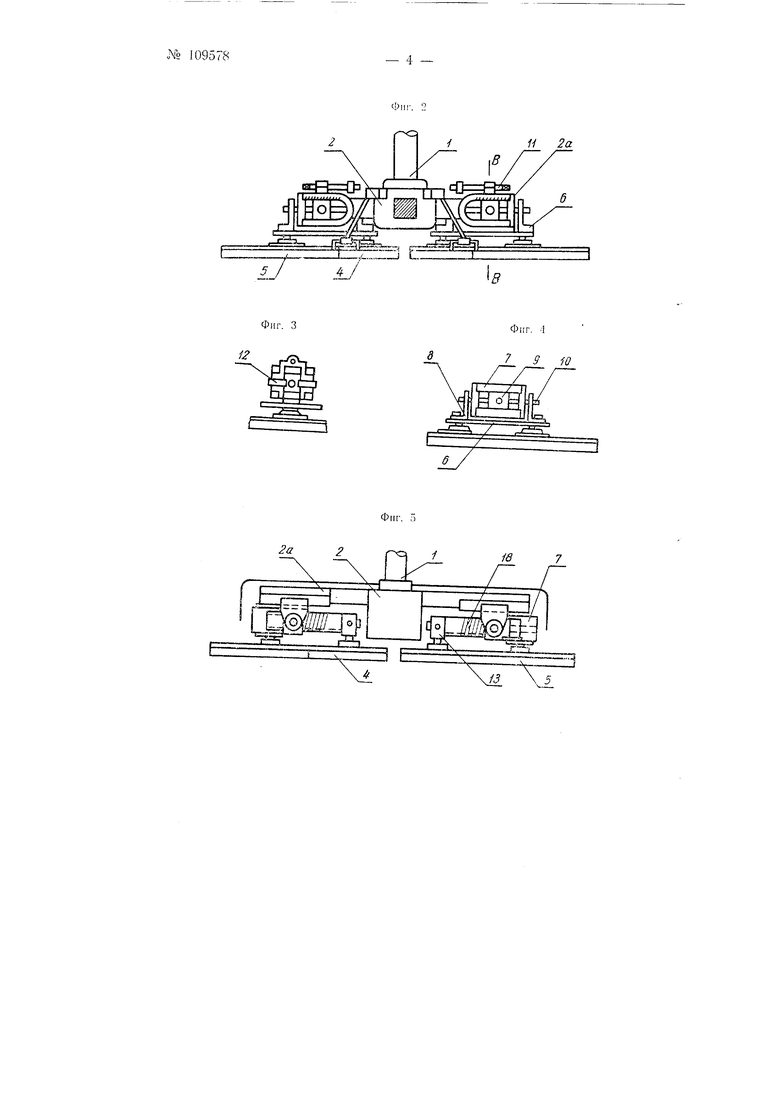
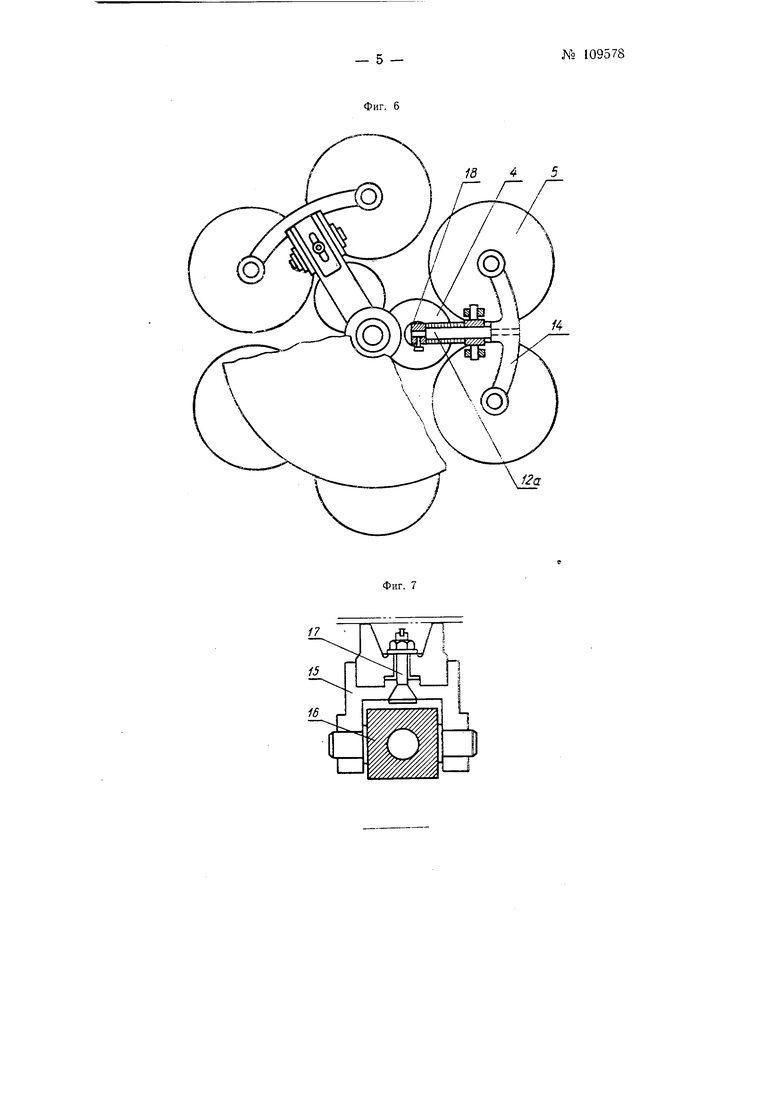
На фиг. 5, 6 и 7 представлен другой вариант полировальной головки, отвечающей тем же принципам, но более упрощенной конструкции.
К крестовине 2 можно снизу щарнирно подвешивать траверсы, представляющие собою каждая радиально расположенные оси 12а, с насаженными на них с внутренней стороны стойкой 13 и с внещней стороны коромыслом J4. К стойке 13 подвещивается полировальная шайба 4 и коромысло 14, 3 двух концах которого подвешиваются две полировальные шайбы 5.
Подвешивание каждой траверсы производится с помощью ползуна 15 и ползуна 16 с пальцами.
Ползун /5 имеет возможность перемещаться в ущке крестовины 2 в продольном его отверстии и затягивается болтом 17 в установленном положении.
Ползун 16 траверсы фиксируется в требуемом положении с помощью дистанционных втулок 18, располагаемых на оси 12а с обеих сторон.
Перестановкой втулок 18 с одной стороны ползуна 16 на другую его сторону изменяется точка приложения нагрузки на траверсу и вместе с ней на группу щайб.
Перемещением ползуна 16 траверсы, шарнирно соединенного с ползуном 15 крестовины, вдоль оси 12а, изменяется точка приложения нагрузки на полировальные диски.
Перемещением ползуна 15, вдоль ушка 2а, достигается перемещение траверс в радиальных направлениях.
Предмет изобретения
Полировальная головка для стекла с использованием соединяемой со щпинделем станка качающейся крестовины, несущей траверсы, к каждой из которых подвещены полировальные шайбы, отличающаяся тем, что для возможности изменения наружного диа.метра перекрытия обрабатываемого стекла полировальными щайбами траверсы выполнены переставными по крестовине в радиальном направлении, а с целью возможности перераспределения нагрузки на полировальные шайбы, опора последних в каждой траверсе также выполнена переставной.
// 2a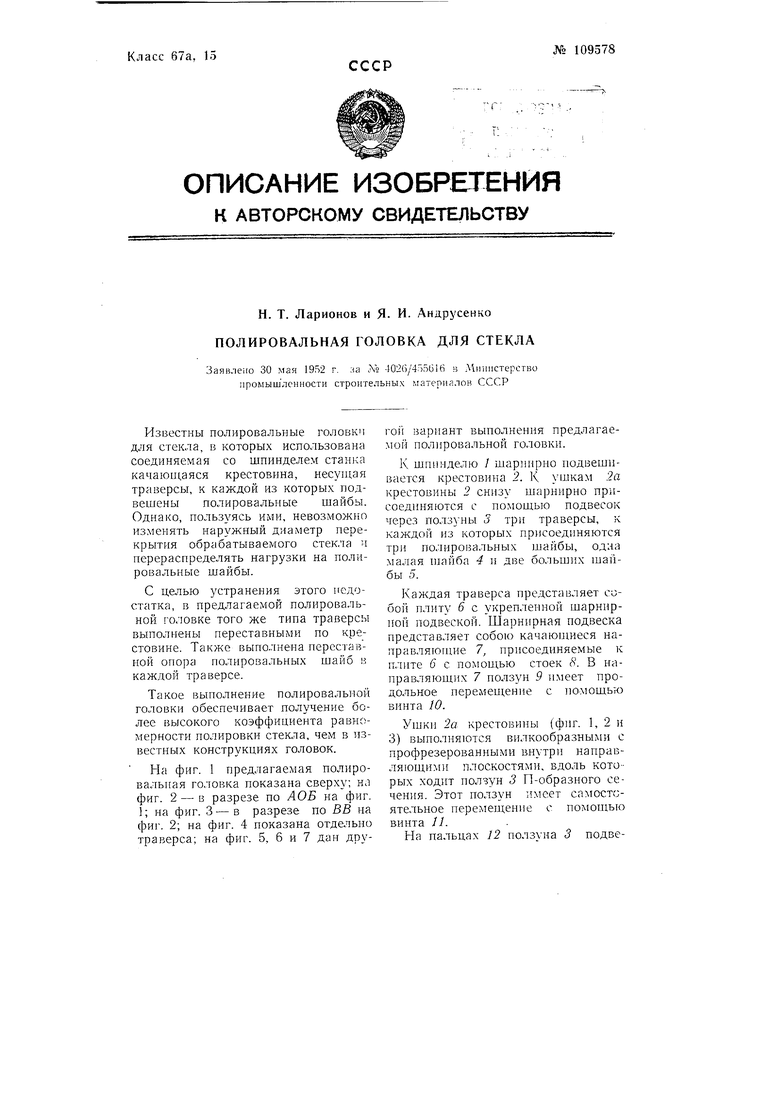
Фиг. 3
2s2
187
18 5
