Предлагаемый способ работы на ленточной машине заключается в том, что перед входом в вытяжной аппарат устанавливается разделитель лент, представляющий собой пластинку достаточной толщины для того, чтобы лента по выходе из вытяжного аппарата имела два ручья. Эта разделительная пластинка устанавливается перед вытяжным аппаратом так, что она делит пополам поступающее число лент в вытяжной аппарат.
Лента каждого ручья по выходе из вытяжного аппарата направляется в две отдельные поставленные рядом воронки или же в одну двойную воронку, имеющую два самостоятельные входа и выхода для ленты каждого ручья.
При указанном способе работы на ленточной машине достигается то, что в плющильные валы из каждого выпуска поступают две отдельные ленты, которые затем .укладываются койлером в один общий таз, или же навиваются на бобину, не теряя своей структуры.
Внесенное предложение имеет целью получать с каждого выпуска машины взамен одной ленты две отдельные
ленты вдвое повышенного номера, что дает возможность на последующих переходах, а именно - толстом банкаброше, банкаброше экстра-высокой вытяжки или же ватере экстра-высокой вытяжки, взамен одной ленты на каждое из работающих веретен заправлять две ленты вдвое повышенного номера, сохраняя аытяжку на машине той же, что и при работе из ленты обычного номера.
В дальнейшем, эти две ленты или на выходе из вытяжного аппарата, или же между вытяжными аппаратами (если на последующем переходе, где эта лента будет перерабатываться, вытяжной аппарат состоит из двух секций, как это имеет место на банкаброше экстравысокой вытяжки и ватере экстра-высокой вытяжки) уже соединяются в одну ленту, что должно дать более равномерный продукт, чем если бы на этом переходе перерабатывалась одна лента, но вдвое более низкого номера, т. е. обычная.
Вытягивание двух лент более высокого номера, полученных из одного выпуска ленточной машины, вместо одной ленты, но вдвое пониженного номера, на последующем переходе будет сопровождаться в общем меньшими повреждениями, ибо, как известно, в прядении для продукта более высокого номера могут быть допущены и более высокие вытяжки без значительного ущерба для его равномерности.
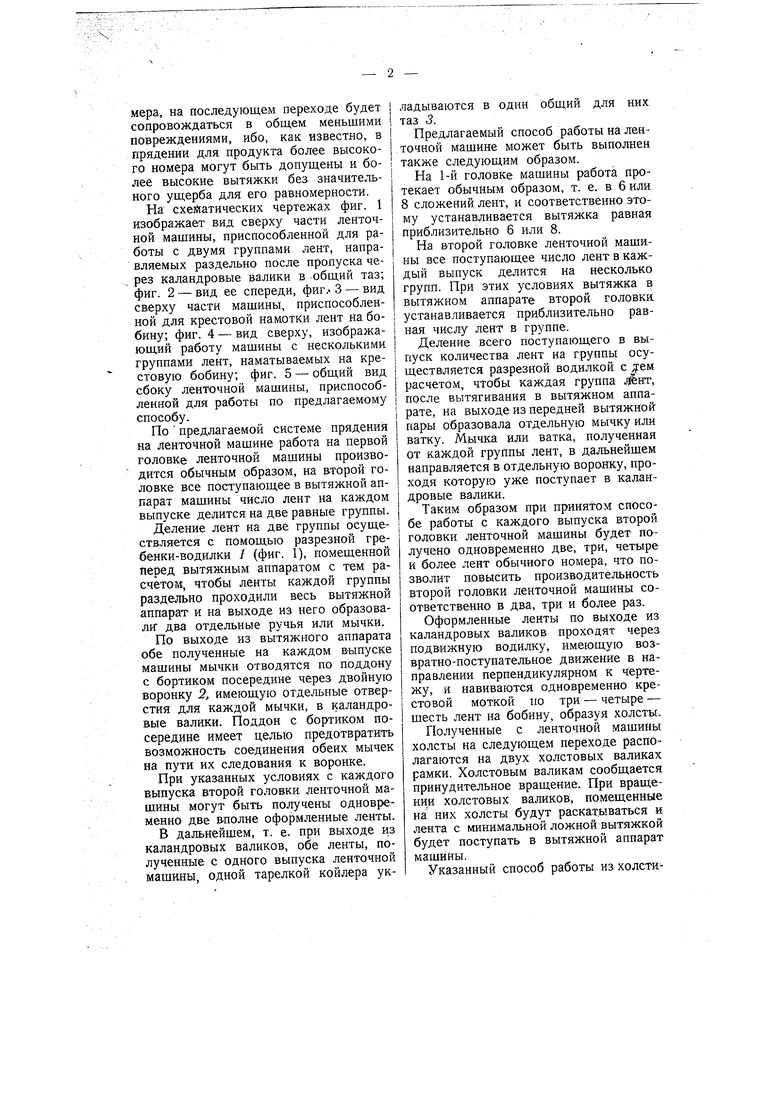
На схейатических чертежах фиг. 1 изображает вид сверху части ленточной мащины, приспособленной для работы с двумя группами лент, направляемых раздельно после пропуска через каландровые валики в общий таз; фиг. 2 - вид ее спереди, фиг.. 3 - вид сверху части мащины, приспособленной для крестовой намотки лент на бобину; фиг. 4 - вид сверху, изображающий работу мащины с несколькими группами лент, наматываемых на крестовую бобину; фиг. 5 - общий вид сбоку ленточной мащины, приспособленной для работы по предлагаемому способу.
По предлагаемой системе прядения на ленточной мащине работа на первой головке ленточной машины производится обычным образом, на второй головке все поступающее в вытяжной аппарат мащины число лент на каждом выпуске делится на две равные группы.
Деление лент на две группы осуществляется с помощью разрезной гребенки-водилки / (фиг. 1), помещенной перед вытяжным аппаратом с тем расчетом, чтобы ленты каждой группы раздельно проходили весь вытяжной аппарат и на выходе из него образовали два отдельные ручья или мычки.
По выходе из вытяжного аппарата обе полученные на каждом выпуске мащины мычки отводятся по поддону с бортиком посередине через двойную воронку 2, имеющую отдельные отверстия для каждой мычки, в каландровые валики. Поддон с бортиком посередине имеет целью предотврат,и1ть возможность соединения обеих мычек на пути их следования к воронке.
При указанных условиях с каждого в.ьшуска второй головки ленточной машины могут быть получены одновременно две вполне оформленные ленты.
В дальнейшем, т. е. при выходе из каландровых валиков, обе ленты, полученные с одного выпуска ленточной мащины, одной тарелкой койлера укладываются в один общий для них таз 3.
Предлагаемый способ работы на ленточной машине может быть выполнен также следующим образом.
На 1-й головке мащины работа протекает обычным образом, т. е. в били 8 сложений лент, и соответственно этому устанавливается вытяжка равная приблизительно 6 или 8.
На второй головке ленточной машины все поступающее число лент в каждый выпуск делится на несколько групп. При этих условиях вытяжка в вытяжном аппарате второй головки, устанавливается приблизительно равная числу лент в группе.
Деление всего поступающего в выпуск количества лент на группы осуществляется разрезной водилкой с ем расчетом, чтобы каждая группа , после вытягивания в вытяжном аппарате, на выходе из передней вытяжной пары образовала отдельную мычку или ватку. Мычка или ватка, полученная от каждой группы лент, в дальнейшем направляется в отдельную воронку, проходя которую уже поступает в каландровые валики.
Таким образом при принятом способе работы с каждого выпуска второй головки ленточной машины будет получено одновременно две, три, четыре и более лент обычного номера, что позволит повысить производительность второй головки ленточной машины соответственно в два, три и более раз.
Оформленные ленты по выходе из каландровых валиков проходят через подвижную водилку, имеющую возвратно-поступательное движение в направлении перпендикулярном к чертежу, и навиваются одновременно крестовой моткой по три - четыре - шесть лент на бобину, образуя холсты.
Полученные с ленточной машины холсты на следующем переходе располагаются на двух холстовых валиках рамки. Холстовым валикам сообщается принудительное вращение. При вращени и холстовых валиков, помещенные на них холсты будут раскатываться и лента с минимальной ложной вытяжкой будет поступать в вытяжной аппарат мащины.
Указанный способ работы из колоти