Торец колена быть закрыт сверху, тогда на боковых образующих его должны быть выполнены всасывающие отверстия.
Для ускорения затвердевания металла в колене в процессе транспортировки ковша оно может быть снабжено ребрами охлаждения.
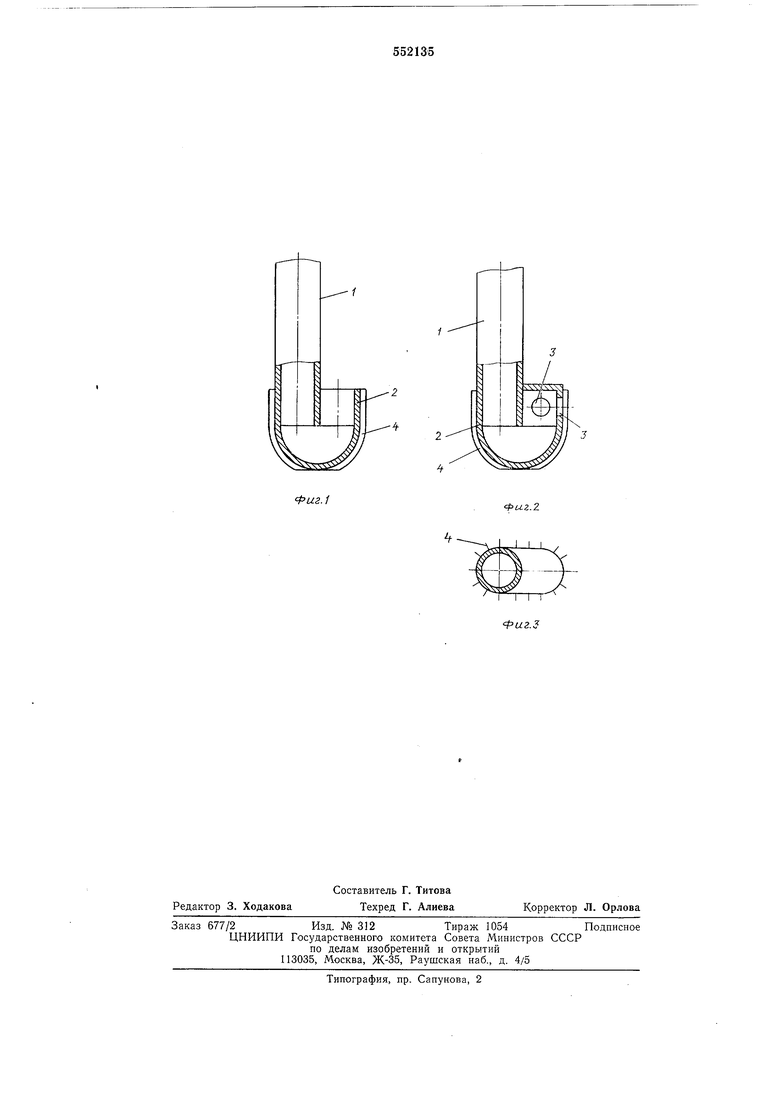
На фиг. 1 изображен нижний конец всасывающей трубы 1, выполненный в виде колена 2 U-образной формы с открытым торцом; па фиг. 2 - другой вариант исполнения всасывающей трубы, когда конец трубы 1 выполнен в виде колена 2, торец которого закрыт, а на боковой поверхности колена выполнены отверстия 3 для прохода металла; на фиг. 3 - ребра охлаждения 4, выполненные для ускорения образования пробки в U-образном колене.
Устройство работает следующим образом.
Колено 2 всасывающей трубы 1 опускают в электролизер и устанавливают на подину. С помощью вакуума набирают в вакуумный ковщ расплавленный алюминий. Металл из вакуумного ковша после транспортировки переливают в литейный ковщ. В процессе транспортировки в колене 2 с ребрами охлаждения 4 всасывающей трубы 1 кристаллизуется алюминий, оставщийся после извлечения всасывающей трубы из электролизера. Этот закристаллизовавшийся алюминий (пробка) препятствует проникновению электролита в вакуумный ковщ при очередном погружении всасывающей трубы 1 в электролизер и расплавляется в процессе дальнейшей работы в течение 10-20 сек.
Предлагаемая конструкция вакуумного ковша позволяет ставить всасывающую трубу непосредственно на подину электролизера, так как всасывание осадка в трубу исключено, причем всасывающие отверстия колена всегда расположены на определенном уровне, обусловленном высотой всасывающего патрубка. Это исключает длительную, требующую высокой квалификации выливщика, операцию установки всасывающей трубы вакуумного ковша в ванне электролизера.
Кроме того, предлагаемая конструкция позволяет исключить многократное (перед каждой выливкой) надевание расплавляемой крышки на носок всасывающей трубы, так
как после каждой выливки в U-образном колене остается пробка из застывшего в процессе транспортировки вакуумного ковша металла, которая препятствует попаданию электролита в ковш в процессе опускания всасывающей трубы в электролизер. Процессу образования расплавляемой пробки способствуют ребра охлаждения на всасывающем колене.
Формула изобретения
1.Вакуумный ковш для выливки расплавленного металла из ванн, содержащий корпус,
крышку и всасывающую трубу, отличающийся тем, что, с целью предотвращения попадания осадков в ковш и упрощения операции установки всасывающей трубы по высоте ванны, нижний конец всасывающей трубы выполнен в виде колена U-образной формы.
2.Ковш по п. 1, отличающийся тем, что торец колена закрыт сверху, а на боковых образующих его выполнены всасывающие отверстия.
3.Ковш по пп. 1 и 2, отличающийся тем, что, с целью ускорения затвердевания металла в колене в процессе транспортировки ковша, оно снабжено ребрами охлаждения.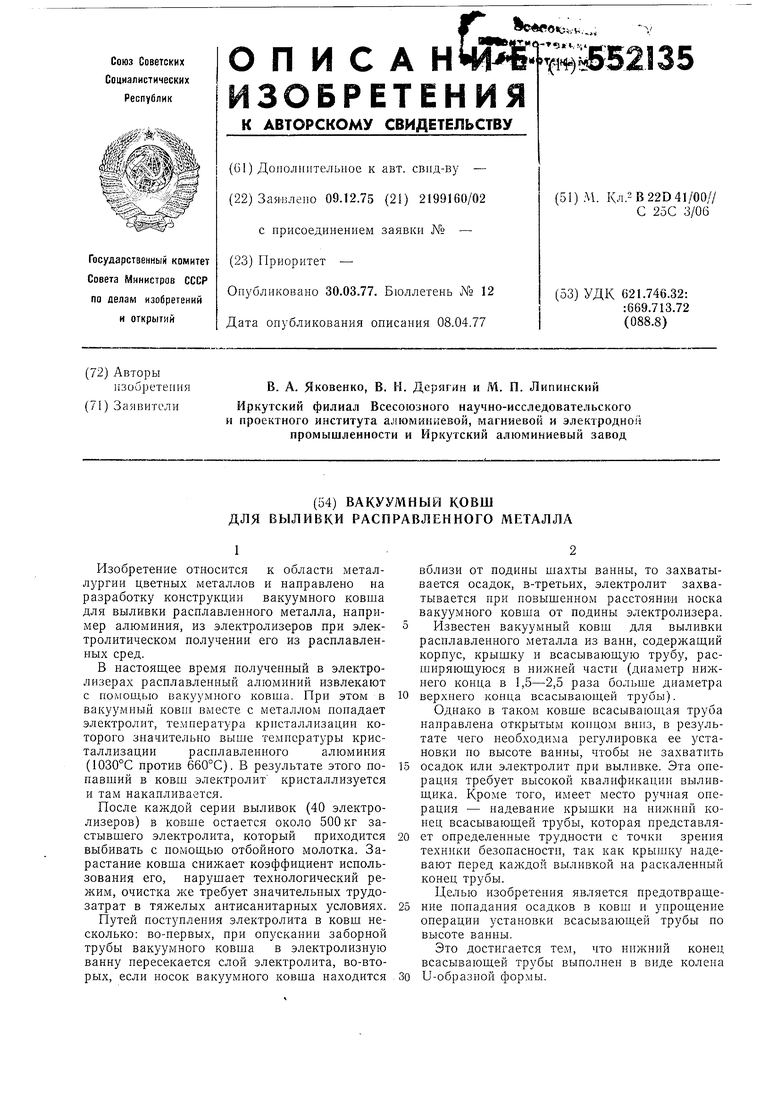
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫЛИВКИ АЛЮМИНИЯ ИЗ ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2054052C1 |
| ВАКУУМНЫЙ КОВШ ДЛЯ ВЫЛИВКИ АЛЮМИНИЯ из ЭЛЕКТРОЛИЗЕРА | 1972 |
|
SU331116A1 |
| Способ выливки алюминия из электролизера | 1990 |
|
SU1749319A1 |
| ВАКУУМНЫЙ КОВШ | 1973 |
|
SU434133A1 |
| Вакуумный ковш для выливки жидкого металла | 2019 |
|
RU2701613C1 |
| САМОХОДНАЯ МАШИНА ДЛЯ ИЗВЛЕЧЕНИЯ АЛЮМИНИЯ ИЗ ЭЛЕКТРОЛИЗЕРОВ И ЕГО ТРАНСПОРТИРОВКИ | 1972 |
|
SU329241A1 |
| ВАКУУМНЫЙ КОВШ | 1969 |
|
SU244628A1 |
| МАШИНА ДЛЯ ВЫЛИВКИ МЕТАЛЛА ИЗ ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2597833C2 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ВЕСА АЛЮМИНИЯ, '^ ЭЛЕКТРОЛИЗЕРА В ВАКУУМНЫЙ КОВШ | 1973 |
|
SU387028A1 |
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |