Изобретение относится к электролитическому способу производства алюминия и может быть использовано при выливке жидкого металла из электролизера.
Цель изобретения - сокращение потерь металла и трудозатрат.
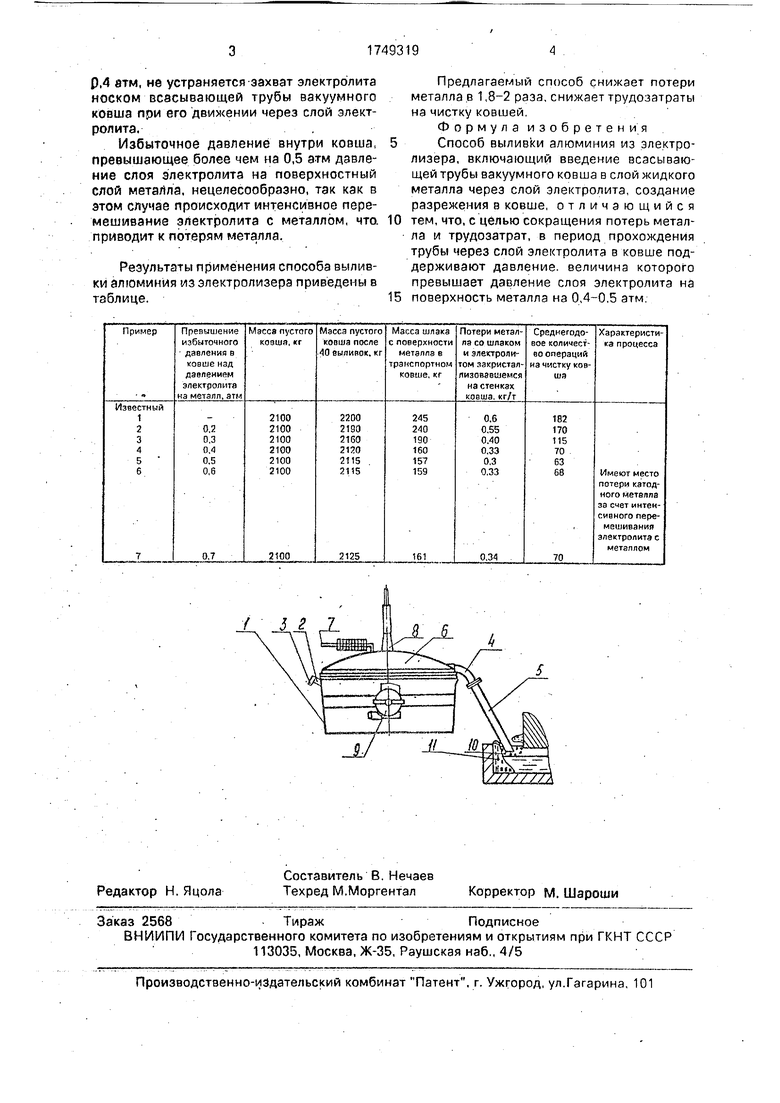
На чертеже приведена схема осуществления способа.
Способ осуществляют следующим образом.
Выливку металла из электролизера производили с помощью вакуумного ковша, состоящего из корпуса 1, снабженного сливной лентой 2 с запорным герметичным устройством 3, всасывающей трубы 4 с носком 5, крышки 6, снабженной патрубком 7. траверсы 8, для транспортирования ковша и редуктора 9 для поворота ковша.
Перед началом выливки ковш герметично закрыт крышкой 6, отверстие сливной ленты также закрыто герметичным запорным устройством 3. Патрубок. 7 соединяют с системой подачи сжатого воздуха (можно использовать инертный или фторсодержащий газ). Перед подачей в ковш воздух предварительно пропускают через систему осу- шивания. В ковш подают осушенный воздух и погружают носок 5 всасывающей трубы 4 в слой электролита 10. Избыточное давление в ковше поддерживают на 0,45 атм выше (1,48 атм) давления слоя электролита на поверхностный слой металла (1,03 атм). При достижении нижним срезом носка 5 слоя жидкого металла на глубине 150 мм от его поверхности сбрасывают давление в ковше, разъединяют патрубок 7 с системой подачи воздуха и соединяют его с вакуум-системой, создавая в ковше разрежение, равное 0,5- 0,7 атм, производят выливку необходимого количества металла из электролизера в вакуумный ковш. При заполнении ковша открывается запорное устройство 3 сливной летки 2 и производится перелив металла из вакуумного ковша в транспортный ковш или другую металлургическую емкость.
При избыточном давлении внутри ковша превышающем давление слоя электролита на поверхности металла менее чем на
(Л
С
4
СО
ю
P,4 STM, не устраняется захват электролита носком всасывающей трубы вакуумного ковша при его движении через слой электролита.
Избыточное давление внутри ковша, превышающее более чем на 0,5 атм давление слоя электролита на поверхностный слой металла, нецелесообразно, так как в этом случае происходит интенсивное перемешивание электролита с металлом, что. приводит к потерям металла.
Результаты применения способа вылив- ки алюминия из электролизера приведены в таблице.
Предлагаемый способ снижает потери металла в 1,8-2 раза, снижает трудозатраты на чистку ковшей.
Формула изобретения
Способ вылив ки алюминия из электролизера, включающий введение всасывающей трубы вакуумного ковша в слой жидкого металла через слой электролита, создание разрежения в ковше, отличающийся
тем, что, с целью сокращения потерь металла и трудозатрат, в период прохождения трубы через слой электролита в ковше поддерживают давление, величина которого превышает давление слоя электролита на
поверхность металла на 0,4-0,5 атм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫЛИВКИ АЛЮМИНИЯ ИЗ ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2054052C1 |
| Способ перелива жидкого металла | 1990 |
|
SU1772193A1 |
| ВАКУУМНЫЙ КОВШ ДЛЯ ВЫЛИВКИ АЛЮМИНИЯ из ЭЛЕКТРОЛИЗЕРА | 1972 |
|
SU331116A1 |
| Способ очистки вакуум-ковша для выливки алюминия | 1987 |
|
SU1479552A1 |
| Вакуумный ковш для забора алюминия из электролизера | 1978 |
|
SU743783A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ВЕСА АЛЮМИНИЯ, '^ ЭЛЕКТРОЛИЗЕРА В ВАКУУМНЫЙ КОВШ | 1973 |
|
SU387028A1 |
| Вакуумный ковш для выливки расплавленного металла | 1975 |
|
SU552135A1 |
| СПОСОБ ОЧИСТКИ КОВШЕЙ ДЛЯ ВЫЛИВКИ И ТРАНСПОРТИРОВКИ АЛЮМИНИЯ | 2004 |
|
RU2260074C1 |
| Вакуумный ковш для выливки жидкого металла | 2019 |
|
RU2701613C1 |
| САМОХОДНАЯ МАШИНА ДЛЯ ИЗВЛЕЧЕНИЯ АЛЮМИНИЯ ИЗ ЭЛЕКТРОЛИЗЕРОВ И ЕГО ТРАНСПОРТИРОВКИ | 1972 |
|
SU329241A1 |
Использование: цветная металлургия, выливка жидкого алюминия из электролизера. Сущность изобретения: для снижения потерь металла при выливке алюминия из электролизера и трудозатрат на обслуживание ковша при введении всасывающей трубы в электролит и движении ее нижнего открытого конца через Слой электролита в ковш подают газ, создавая внутри ковша избыточное давление, превышающее давление слоя электролита на поверхность слоя металла на 0,4-0,5 атм. 1 ил., 1 табл.
I ±г JJJ
| ВАКУУМНЫЙ КОВШ ДЛЯ ВЫЛИВКИ АЛЮМИНИЯ из ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU331116A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
