Предмет настоящего изобретения составляет прибор для переработки жгута искусственного волокна в ленту путем разрыва его на штапели.
Согласно изобретению, в этом приборе, с целью перекрытия мест разрыва между отдельными штапелями одного жгута участками другого жгута, применены возвратно-поступательные движущиеся клинья, попеременно зажимающие жгуты искусственного волокна, протаскиваемые цилиндрами между ними и скошенными опорными плоскостями.
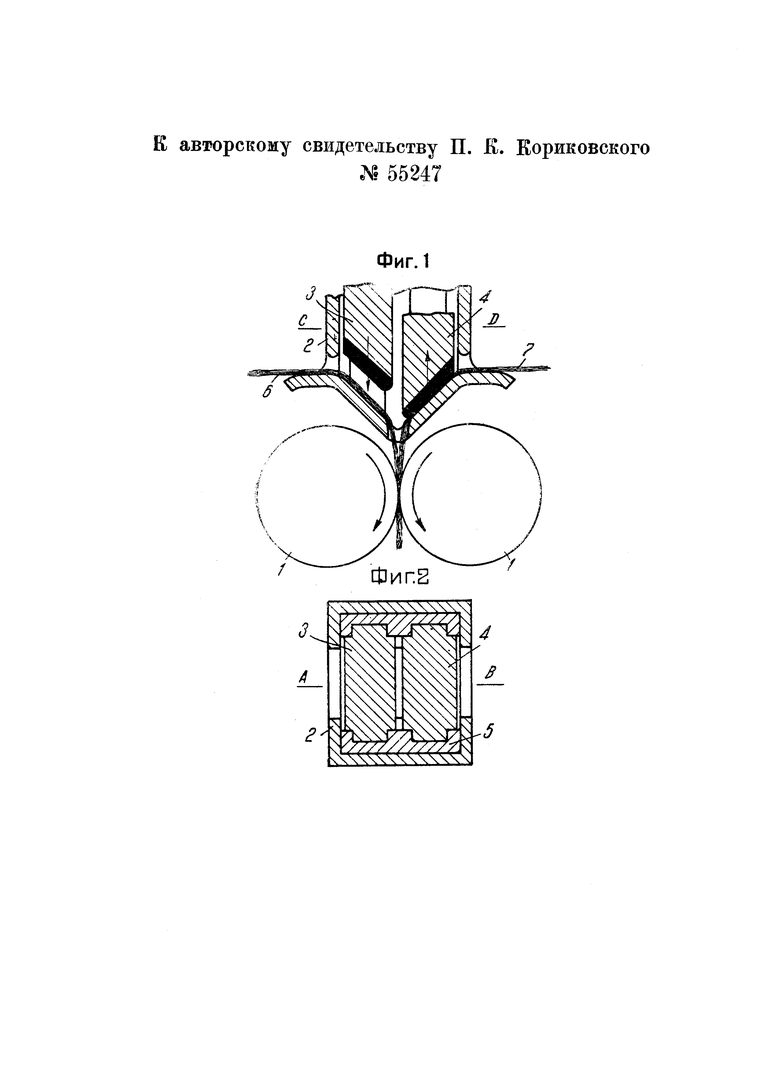
На чертеже показана схема такого прибора. Фиг. 1 показывает вертикальный разрез его по линии АВ фиг. 2, а фиг. 2 - поперечный разрез по линии CD фиг. 1.
Перед парой отрывных непрерывно вращающихся цилиндров 1 находится тормозная коробка 2. Внутри тормозной коробки 2 помещаются два нажимных клина 3 и 4, попеременно перемещающиеся вверх и вниз.
Клинья 3 и 4 находятся в пазах направляющих полозов 5, укрепленных на торцевых стенках тормозной коробки 2, поэтому их движение может происходить только по определенной линии. При опускании клина его скошенная нажимная плоскость плотно прижимается к плоскости тормозной коробки.
Действие прибора заключается в следующем. Жгуты 6 и 7, пропущенные, как указано на фиг. 1, через отверстия в коробке 2, тянутся отрывной парой цилиндров 1. В том случае, когда жгуты находятся под нажимом опущенного клина 3 или 4, происходит их разрыв. Поскольку клинья 3 и 4 опускаются и поднимаются попеременно, соответственно попеременно производится и разрыв жгутов 6 и 7. При этом разрыв между штапелями одного жгута совпадает с серединой штапелей другого жгута. Таким образом, уже в процессе разрывания жгутов получаемые ленты складываются и несколько уравниваются.
При разрыве жгута волокна штапелей рвутся неравномерно по всему расстоянию между зажимными линиями так, что с каждого конца штапеля образуются бородки, имеющие длину волокон от нуля до величины этого расстояния.
При разрыве штапелей связь между ними нарушается только в том случае, если их бородки будут окончательно разъединены, т.е. вытащены одна из другой. В противном же случае трение между волокнами бородок создает достаточное сцепление между штапелями, благодаря которому оторванный штапель при своем движении после поднятия клина увлекает за собой в сферу действия отрывных цилиндров оставшийся конец жгута. Продвижению оставшегося конца жгута к отрывным цилиндрам способствует также и трение его волокон о волокна второго жгута. Поэтому процесс разрывания жгута на штапели и образование из них ленты происходит непрерывно.
Для диференциации волокон и придания большей связанности получаемой ленте возможно производить сразу же и вытягивание ее, присоединив к отрывной паре цилиндров вытяжной аппарат.
Неравномерность отрыва волокон, т.е. наличие бородок по обоим концам штапеля обеспечивает достаточную диференциацию волокон и позволяет для дальнейшей переработки ленты в топс воспользоваться простейшими цилиндровыми или ремешковыми аппаратами.
Величина бородки определяется расстоянием между отрывной парой цилиндров и тормозной коробкой и может быть весьма незначительной. Длина штапеля регулируется временем поднятия нажимных клиньев.
Таким образом, на данном приборе можно получить штапель почти любой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для штапелирования искусственного волокна | 1938 |
|
SU56702A2 |
| Гребнечесальная машина непрерывного действия | 1956 |
|
SU107733A1 |
| Вытяжной прибор для прядения нити из жгута искусственного волокна | 1950 |
|
SU93476A1 |
| ВЫТЯЖНОЙ АППАРАТ К ЛЕНТОЧНОЙ МАШИНЕ ДЛЯ ШТАПЕЛЬНОГО ВОЛОКНА | 1935 |
|
SU46167A1 |
| Гребнечесальная машина для короткого льняного волокна и очеса | 1950 |
|
SU97092A1 |
| ГРЕБНЕЧЕСАЛЬНАЯ МАШИНА | 1990 |
|
RU2051217C1 |
| Способ формирования бородки волокон на гребнечесальной машине | 1981 |
|
SU1108150A1 |
| ГРЕБНЕЧЕСАЛЬНАЯ МАШИНА | 1946 |
|
SU81860A1 |
| Машина для штапелирования жгута из искусственного волокна | 1951 |
|
SU97345A1 |
| Механизм отделения порций волокна к гребнечесальной машине | 1979 |
|
SU937552A1 |
Прибор для штапелирования искусственного волокна путем разрыва, отличающийся тем, что, с целью перекрытия мест разрыва между отдельными штапелями одного жгута участками другого жгута, применены возвратно-поступательно движущиеся клинья 3, 4, попеременно зажимающие жгуты искусственного волокна, протаскиваемые цилиндрами 1 между ними и скошенными опорными плоскостями.
