I
Изобретение относится к области изготовления металлоконструкций, в частности тавров.
Известен способ изготовления тавров путем разрезки двутавра по стенке вдоль оси симметрии.
Недостатком такого способа является наличие искривленности полученных тавров,т.е. низкое качество тавров.
Повышение качества тавров обеспечнвается за счет того, что по предлагаемому способу предварительно производят последовательный периодический местный концентрирова«ный нагрев стенки двутавра по всей ее высоте по линии, перпендикулярным оси симметрии.
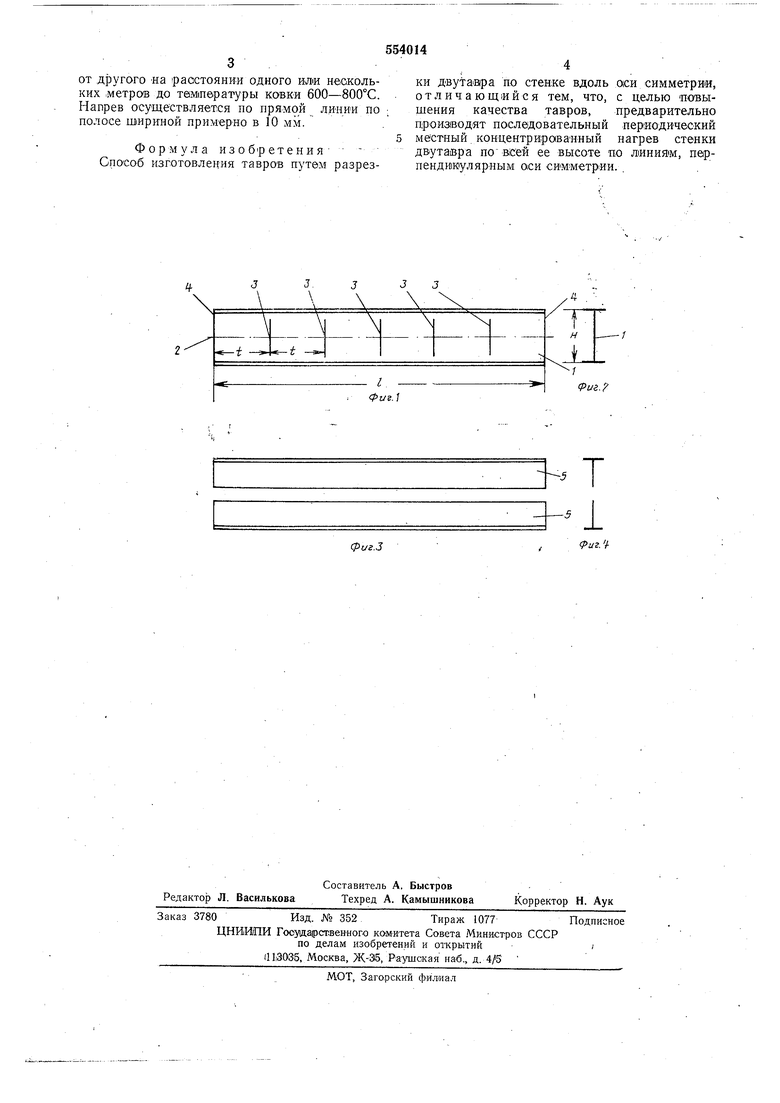
На фиг. 1 схематически изображен прокатиый двутавр до резки; на фиг. 2 - профиль двутавра на фиг. 1; на фиг. 3 - одинаковые практически прямые тавры после разрезки перемычек; на фиг. 4 - профиль тавров на фиг. 3.
Стенку 1 прокатного двутавра (фиг. 1 и 2) перед разрезкой по оси симметрии 2 подвергают кратковременному концентрированному местному нагреву в сечениях 3 по узкой полосе, нагрев производят ПО всей высоте Я, перпендикулярно к оси симметрии, последовательно с заданным шагом /, равным одному и более метрам в зависимости от длины / балки, нагрев начинают с одного из торцов 4 двутавра. Для нагрева используют тепло газового либо создаваемого индукцией переменного тока повышенной частоты, или любого подхо Дяш,его источника. При нагреве о.хватывают источником тепла всю длину полосы или при меньшей ширине нагревающего устройства, перемеш,ают его попеременно ,по линии нагрева. При указанном местном нагреве по достижении температуры ковки, обеспечивающей пластическое состояние металла, аккумулирова-нная в стенке двутавра потенциальная энергия сжатия, связанная с наличием остаточных прокатных напряжений, превращается в кинетическую. Вследствие этого происходит самапроиз1вольная местная высад1ка с небольшим утолщением у нагреваемых сечений 3 стенки 1 двутавра, освобождающая будущие тавры 5 (фиг. 3) от упругого искривления. Далее двутавр разрезают вдоль по известному способу, После разрезки известных перемычек (совпадение которых с нагреваемыми участками стенки не обязательно) получаются одина ковые, практически прямолинейнь1е тавры 5 (фиг. 3).
Практически П1редложениый способ осуществляется следующим образом:
Двутавровая балка .нагревается по всей высоте Я на участках, раоположенпых один
от другого «а расстоянии одного или нескольких .метров до тбмшературы ковки 600-800°С. Напрев осуществляется по прямой ли-нии по поло1се шириной примерно в 10 мм.
Формула изо 6ip етения Способ изготовления тавров путем разрезки двутавра по стенке вдоль оси симметрия, отличающийся тем, что, с целью тювыщения качества тавров, предварительно производят последовательный периодический местный концентрированный нагрев стенки двутавра по всей ее высоте по линиям, перпендиюулярНын оси симметрии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРФОРИРОВАННАЯ БАЛКА | 2018 |
|
RU2725374C2 |
| Сварная двутавровая балка | 1985 |
|
SU1268689A1 |
| Способ изготовления облегченных металлических балок | 1984 |
|
SU1250628A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Способ предварительного напряжения металлической балки | 1980 |
|
SU909069A1 |
| УЗЕЛ СОЕДИНЕНИЯ РИГЕЛЯ С КОЛОННОЙ | 1996 |
|
RU2103451C1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| МЕТАЛЛИЧЕСКАЯ БАЛКА | 1995 |
|
RU2105843C1 |
| ПОДКРАНОВО-ПОДСТРОПИЛЬНАЯ БАЛКА | 2002 |
|
RU2235674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
п. 3 3. JJ 3
fpuz.
фиг.
Т
1
(риг. iфиг.З
